日本語
カスタムオンラインアルミダイカストサービス
当社のカスタムオンラインアルミダイカストサービスは、高品質で精密に設計されたアルミ部品をお客様の仕様に合わせて提供します。迅速な納期で、ラピッドプロトタイピング、信頼性の高い生産、多様な仕上げオプションを提供し、幅広い産業ニーズに対応します。

無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
アルミダイカストとは?
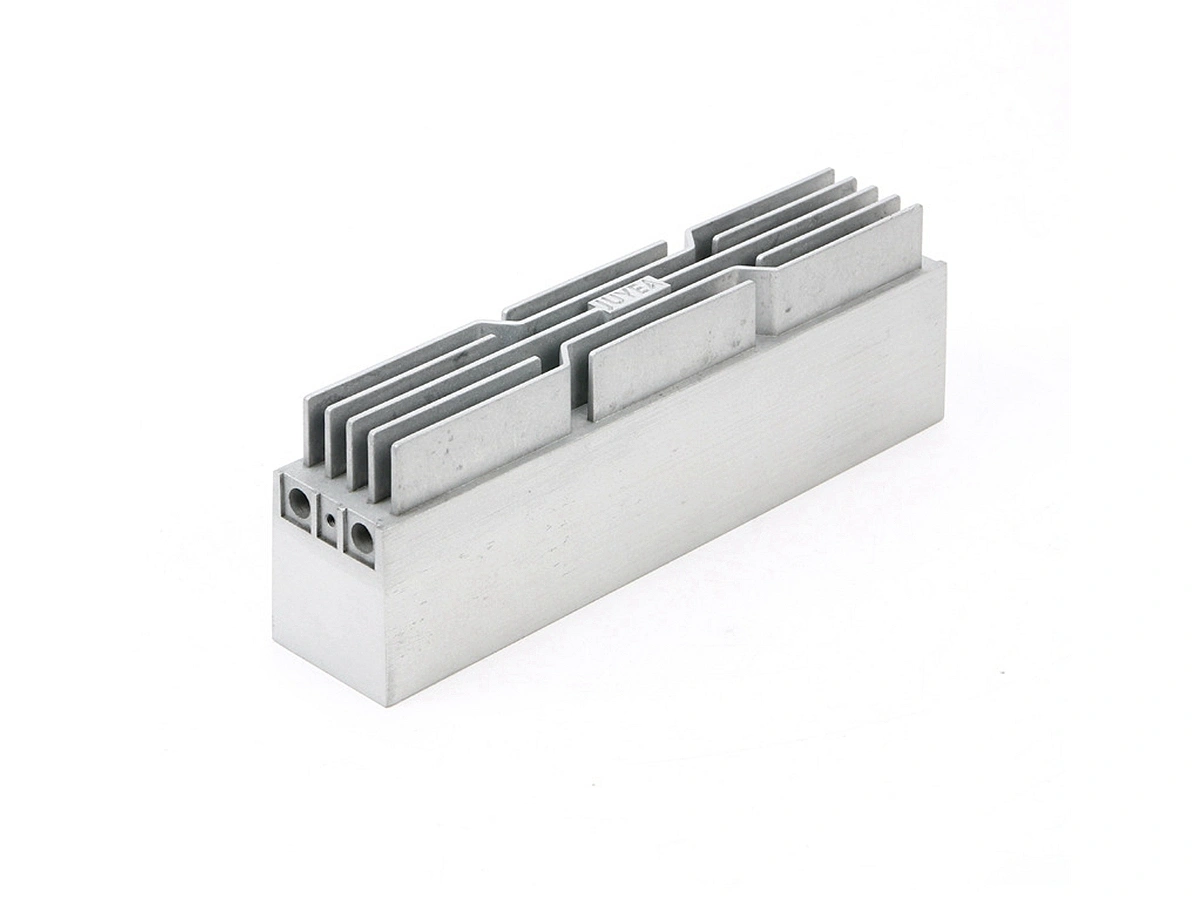
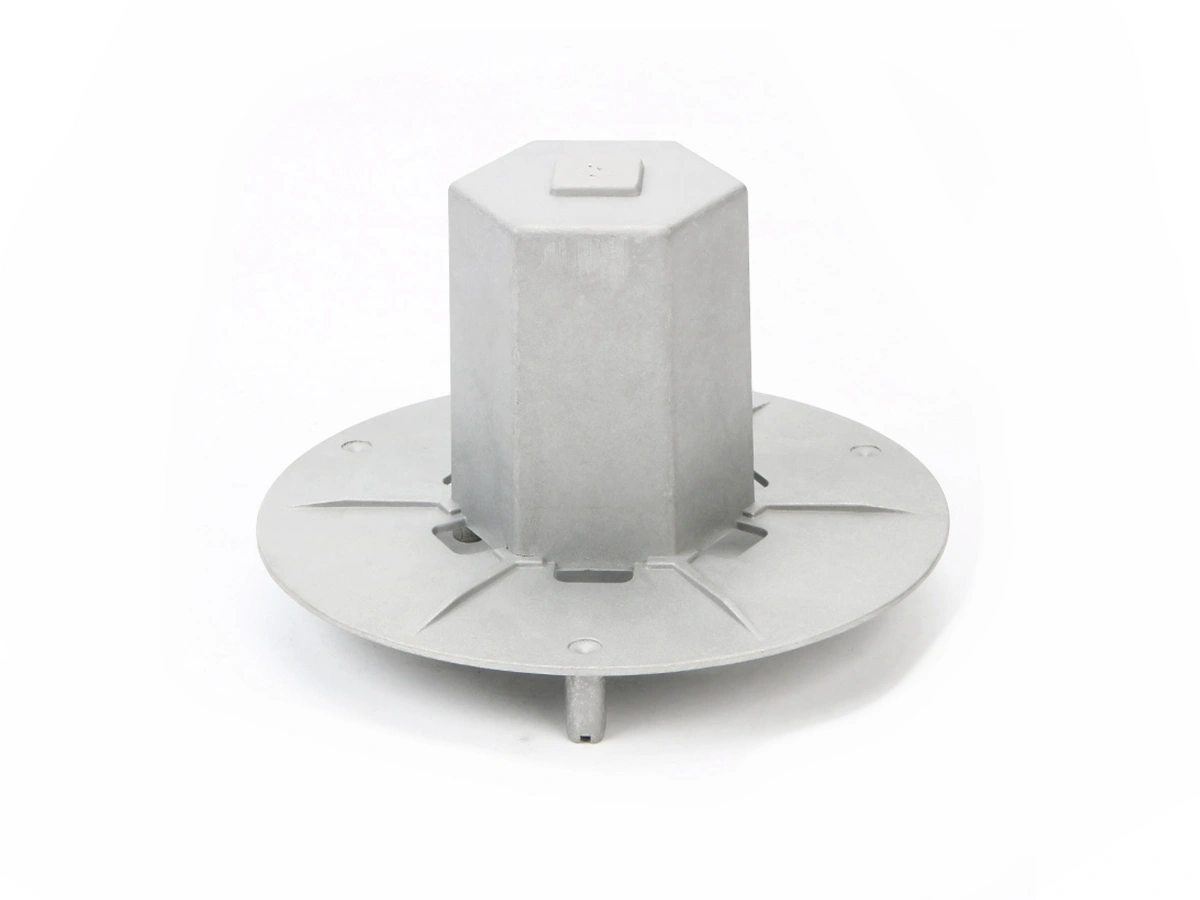
アルミダイカストは、溶融アルミニウムを高圧で鋼製の金型に注入して成形する製造プロセスです。自動車、航空宇宙、電子機器などの多様な産業で使用される耐久性が高く複雑で精密な部品を作り出します。

アルミダイカストの利点
アルミダイカストは、±0.05 mmの寸法公差、約2.7 g/cm³の密度、300 MPaの引張強度、最薄1.0 mmの壁厚など、測定可能な利点を提供します。これらの特性は航空宇宙、自動車、電子機器の筐体における効率的な大量生産を支えます。

代表的な鋳造用アルミ合金
当社は、A356、A360、A380、ADC12(A383)、B390、A413、陽極酸化アルミニウムなどの高品質なアルミ合金を提供しています。各合金は自動車、航空宇宙、電子機器などの産業に適した特性を持ちます。
アルミダイカストの代表的な表面処理
アルミダイカストの代表的な表面処理には、陽極酸化処理、アーク陽極酸化処理、クロメート変換処理、粉体塗装、電気めっき、塗装、研磨、ショットブラスト、振動仕上げ、化学エッチング、クリアコーティング、熱処理などがあります。これらの処理は耐食性、耐摩耗性、外観、強度を向上させるとともに、産業用途における耐久性と性能の向上に寄与します。
アルミダイカストの用途
アルミダイカストは軽量で高強度なソリューションを各産業に提供します。耐久性の高い自動車エンジン部品から航空宇宙構造物、消費者向け電子機器筐体、産業機械部品まで、精度と信頼性に優れています。医療機器、海洋用途、熱管理、LED照明に最適で、効率性、耐久性、耐腐食性を保証します。






本日新しいプロジェクトを開始しましょう
アルミダイカスト設計
優れたアルミダイカスト設計は、強度向上、材料廃棄削減、生産速度の向上などの利点をもたらします。均一な壁厚、最適な金属流れを確保し、気泡などの欠陥を最小化します。部品の耐久性を高め、後処理を減らし、精密な公差を実現し、最終的にコスト削減と製造品質・効率の向上につながります。
Frequently Asked Questions
関連リソースを探索




Neway Precision Works Ltd.
Lefushan Industry West Road 3番地
中国 東莞市 鳳崗鎮
郵便番号 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.