العربية
خدمة النمذجة الأولية للتصنيع باستخدام الحاسوب عبر الإنترنت
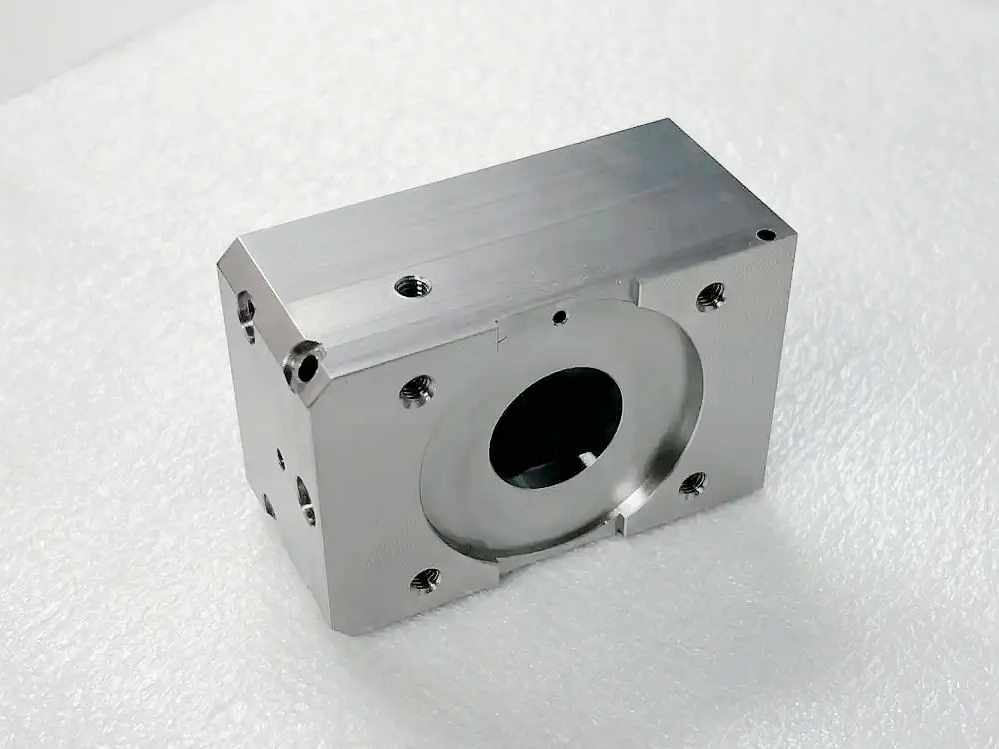
تقدم خدمة النمذجة الأولية للتصنيع باستخدام الحاسوب عبر الإنترنت مجموعة واسعة من حلول التشغيل الدقيق، بما في ذلك الطحن باستخدام الحاسوب، الخراطة، الثقب، تجويف الثقوب (البورنج)، التجليخ/الصقل، التصنيع متعدد المحاور، وEDM. مثالية لإنتاج نماذج أولية عالية الجودة بدقة استثنائية لمختلف الصناعات.

أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
قدراتنا في النمذجة الأولية للتصنيع باستخدام الحاسوب
تشمل قدراتنا في النمذجة الأولية للتصنيع باستخدام الحاسوب تقنيات دقيقة متنوعة مثل الطحن، الخراطة، الثقب، تجويف الثقوب (البورنج)، التجليخ/الصقل، التصنيع متعدد المحاور، وEDM. تضمن هذه الخدمات إنتاج نماذج أولية عالية الجودة بسرعة ودقة وبفعالية من حيث التكلفة لمختلف الصناعات.

توسيع وصقل الثقوب الموجودة لتحسين الدقة والسماحيات وجودة السطح للأجزاء التي تتطلب ميزات داخلية دقيقة.

يستخدم عجلات كاشطة لتحقيق تشطيبات سطحية دقيقة وإزالة العيوب الصغيرة من أجزاء الطباعة ثلاثية الأبعاد لتحسين الأداء والمظهر.

يتيح قصّات معقدة من اتجاهات متعددة مع دقة عالية ومرونة لتصاميم تفصيلية أو غير متناظرة.

يضمن سماحيات ضيقة وقياسات دقيقة، ويُحسّن أجزاء الطباعة ثلاثية الأبعاد لتلبية أعلى المعايير للتطبيقات عالية الأداء.

تحسين أجزاء الطباعة ثلاثية الأبعاد من حيث جودة السطح والأبعاد الدقيقة والأداء العام، لضمان منتج نهائي عالي الجودة.

يستخدم قواطع دوّارة لإزالة المادة وتشكيل أجزاء الطباعة ثلاثية الأبعاد وفق المواصفات الدقيقة مع تشطيبات ناعمة.

يدور الجزء بينما تزيل أداة القطع المادة؛ مثالي للأشكال الأسطوانية أو الكروية مع تحسين الدقة وجودة السطح.

إنشاء ثقوب وميزات داخلية محددة بدقة، ما يعزز الوظيفة والملاءمة التركيبية لأجزاء الطباعة ثلاثية الأبعاد.
توسيع وصقل الثقوب الموجودة لتحسين الدقة والسماحيات وجودة السطح للأجزاء التي تتطلب ميزات داخلية دقيقة.
يستخدم عجلات كاشطة لتحقيق تشطيبات سطحية دقيقة وإزالة العيوب الصغيرة من أجزاء الطباعة ثلاثية الأبعاد لتحسين الأداء والمظهر.
يتيح قصّات معقدة من اتجاهات متعددة مع دقة عالية ومرونة لتصاميم تفصيلية أو غير متناظرة.
يضمن سماحيات ضيقة وقياسات دقيقة، ويُحسّن أجزاء الطباعة ثلاثية الأبعاد لتلبية أعلى المعايير للتطبيقات عالية الأداء.
تحسين أجزاء الطباعة ثلاثية الأبعاد من حيث جودة السطح والأبعاد الدقيقة والأداء العام، لضمان منتج نهائي عالي الجودة.
يستخدم قواطع دوّارة لإزالة المادة وتشكيل أجزاء الطباعة ثلاثية الأبعاد وفق المواصفات الدقيقة مع تشطيبات ناعمة.
يدور الجزء بينما تزيل أداة القطع المادة؛ مثالي للأشكال الأسطوانية أو الكروية مع تحسين الدقة وجودة السطح.
إنشاء ثقوب وميزات داخلية محددة بدقة، ما يعزز الوظيفة والملاءمة التركيبية لأجزاء الطباعة ثلاثية الأبعاد.
يضمن سماحيات ضيقة وقياسات دقيقة، ويُحسّن أجزاء الطباعة ثلاثية الأبعاد لتلبية أعلى المعايير للتطبيقات عالية الأداء.
تحسين أجزاء الطباعة ثلاثية الأبعاد من حيث جودة السطح والأبعاد الدقيقة والأداء العام، لضمان منتج نهائي عالي الجودة.
يستخدم قواطع دوّارة لإزالة المادة وتشكيل أجزاء الطباعة ثلاثية الأبعاد وفق المواصفات الدقيقة مع تشطيبات ناعمة.
يدور الجزء بينما تزيل أداة القطع المادة؛ مثالي للأشكال الأسطوانية أو الكروية مع تحسين الدقة وجودة السطح.
إنشاء ثقوب وميزات داخلية محددة بدقة، ما يعزز الوظيفة والملاءمة التركيبية لأجزاء الطباعة ثلاثية الأبعاد.
توسيع وصقل الثقوب الموجودة لتحسين الدقة والسماحيات وجودة السطح للأجزاء التي تتطلب ميزات داخلية دقيقة.
يستخدم عجلات كاشطة لتحقيق تشطيبات سطحية دقيقة وإزالة العيوب الصغيرة من أجزاء الطباعة ثلاثية الأبعاد لتحسين الأداء والمظهر.
يتيح قصّات معقدة من اتجاهات متعددة مع دقة عالية ومرونة لتصاميم تفصيلية أو غير متناظرة.
يضمن سماحيات ضيقة وقياسات دقيقة، ويُحسّن أجزاء الطباعة ثلاثية الأبعاد لتلبية أعلى المعايير للتطبيقات عالية الأداء.
تحسين أجزاء الطباعة ثلاثية الأبعاد من حيث جودة السطح والأبعاد الدقيقة والأداء العام، لضمان منتج نهائي عالي الجودة.
كيفية الاستفادة من خدمة التصنيع باستخدام الحاسوب لمشاريعك
توفر خدمة التصنيع باستخدام الحاسوب تصنيعًا دقيقًا وفعالًا لمجموعة واسعة من المشاريع. وباستخدام آلات متحكم بها حاسوبيًا يُمكن إنتاج أجزاء معقدة بدقة عالية من المعادن والبلاستيك والمركبات. تتيح العملية تخصيص التصاميم مع ضمان حدود سماحية ضيقة وتشطيبات عالية الجودة. اختر التصنيع باستخدام الحاسوب للنمذجة السريعة، والإنتاج منخفض إلى متوسط الكمية، والمكونات عالية الأداء المصممة وفق احتياجات مشروعك.
لنبدأ مشروعًا جديدًا اليوم
Frequently Asked Questions
استكشف الموارد ذات الصلة



شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.