صب أجزاء زاماك وتصنيع المرايا بالطلاء بالتبخير الفيزيائي (PVD) لشركة Adamonyte-Keidune
أصبح صب الزاماك تحت الضغط ركيزة أساسية في صناعة المعادن الزخرفية، مما يتيح الإنتاج الفعال للأجزاء عالية التفاصيل والمستقرة أبعادياً. فهو يوفر التوازن المثالي بين القوة والسيولة وجودة التشطيب لتجميعات المرايا الفاخرة.
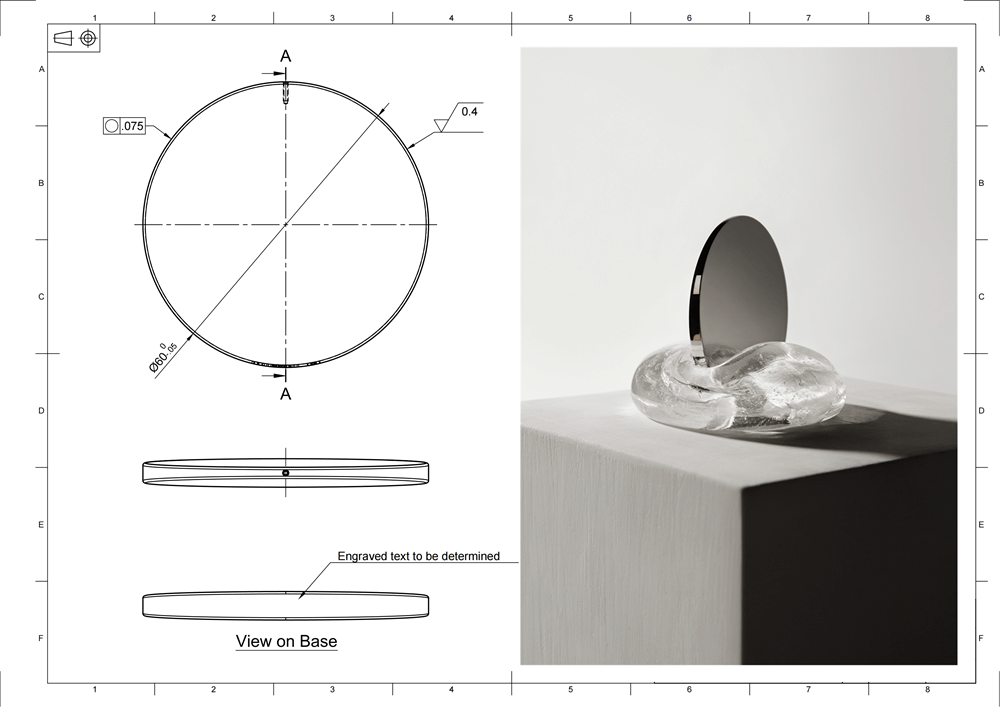
يركز هذا المشروع على التصنيع التعاوني لمكونات سبائك الزاماك ذات المظهر الشبيه بالمرآة، والذي تم تحقيقه من خلال الصب الدقيق والمعالجة السطحية المتقدمة بالتبخير الفيزيائي (PVD). والنتيجة هي سلسلة من الأجزاء الزخرفية التي تلبي المتطلبات الجمالية والوظيفية في منتجات المستهلك المتميزة.
صب الزاماك تحت الضغط للأجزاء الزخرفية والوظيفية
تم اختيار الزاماك 3 والزاماك 5 نظرًا لسيولتهما الممتازة وتفاصيل سطحهما عالية الدقة، مما يجعلهما مثاليين لزخارف إطارات المرايا وهياكل الدعم. تُستخدم هذه السبائك على نطاق واسع في صب الزنك تحت الضغط للمكونات الزخرفية والتجميلية التي تتطلب جودة تشطيب فائقة.
بيانات المواد والعملية:
قوة الشد: 280–310 ميجا باسكال
سمك الجدار: 1.2–2.5 ملم
تحمل الصب: ±0.05 ملم (ISO 8062 CT6)
صلادة برينل: ~85 HB
مسامية السطح: <0.3% (تم التحقق منها عبر التفتيش بالأشعة السينية)
ضمنت عملية صب الزاماك تحت الضغط استنساخًا دقيقًا للكفاف، وتقليل العيوب الداخلية، وإمكانية تكرار الأبعاد للتجميعات الزخرفية.
هندسة القالب وتحسين السطح
تميز القالب بقطع تجويف من درجة المرآة مع تشطيب سطح Ra ≤ 0.4 ميكرومتر وإجراءات انزلاق متعددة لاستيعاب القواطع والهندسة الغائرة. أدت معالجة الفولاد الأداة H13 بالحرارة تحت الفراغ إلى إطالة عمر القالب لأكثر من 100,000 دورة.
مواصفات الأدوات:
مادة القالب: H13 بسطح نيتريد
زاوية الميل: 1.5° نموذجية للأسطح الرأسية
إجراءات قلب الانزلاق المتعددة: للتجويفات الداخلية
نظام التبريد: قنوات مدمجة مع ردود فعل من أجهزة الاستشعار
اكتشف المزيد حول صنع الأدوات والقالب للأجزاء المعدنية الصغيرة عالية التفاصيل المستخدمة في الأجهزة التجميلية أو الاستهلاكية.
المعالجة اللاحقة والتشطيب بالتحكم الرقمي
بعد الصب، خضعت الأجزاء لإزالة الحواف والتلميع لتليين الحواف، تليها تشطيب دقيق بالتحكم الرقمي لتحضير ميزات التزاوج وثقوب التثبيت.
المقاييس الرئيسية للتصنيع:
دقة موضع الثقب: ±0.02 ملم
حافة مشطوفة: 0.3 ملم موحدة
خشونة السطح النهائية: Ra ≤ 0.8 ميكرومتر
ضمن هذا التشطيب الدقيق التكامل المثالي مع مكونات الفولاذ المقاوم للصدأ أو الزجاج في تجميعات المرايا النهائية.
طلاء التبخير الفيزيائي (PVD) للتشطيب الشبيه بالمرآة والمتانة
تم تطبيق طلاء متعدد الطبقات بالتبخير الفيزيائي (PVD) لتقديم مظهر كرومي فاخر عالي الانعكاسية. تنتج العملية تشطيبات معدنية عالية المتانة تُستخدم في الأجهزة الفاخرة للحمامات والأثاث والإلكترونيات.
معلمات عملية الطلاء:
الطبقة الأساسية: تيتانيوم أو CrN للالتصاق
الطبقة العاكسة العلوية: كروم أو ذهب
سمك الطلاء: 0.3–0.5 ميكرومتر
صلادة السطح: >3H
مقاومة التآكل: >240 ساعة رذاذ ملح وفقًا لـ ASTM B117
تم التحقق من الانتظام ومستوى الالتصاق باستخدام اختبار شريط القطع المتقاطع ASTM D3359 واختبارات صلادة القلم الرصاص.
مراقبة الجودة ودعم التجميع
للوفاء بمعايير الجمالية الصارمة، خضعت جميع الأجزاء للتفتيش متعدد المراحل، بما في ذلك:
فحص بصري بنسبة 100% تحت إضاءة منتشرة 600 لوكس
قياس سمك الطلاء عبر مسبار التيار الدوامي
أخذ عينات أبعاد باستخدام آلة القياس الإحداثي
تعبئة في غرفة نظيفة مضادة للكهرباء الساكنة
استخدمت التعبئة صواني مضادة للخدش وطبقات بولي لحماية أسطح الطلاء بالتبخير الفيزيائي من التآكل أثناء الشحن. هذا النهج هو جزء من نموذج خدمة شاملة - تبسيط الإنتاج والتشطيب والتفتيش والتعبئة في سير عمل موحد.
إنتاج مرن بكميات صغيرة للعلامات التجارية المتميزة
كان هذا المشروع جزءًا من خط إنتاج مرايا محدود الإصدار بتشطيبات وأشكال متنوعة. دعم نهجنا للتصنيع بكميات منخفضة أحجام دفعات صغيرة تصل إلى 2000 وحدة لكل طراز، مما يضمن حصرية التصميم والتحكم في التكاليف.
استخدم كل طراز جديد أدوات قياسية مع قطع قابلة للتبديل، مما قلل من تكلفة الأدوات بنسبة 30% ووقت تغيير الأدوات إلى أقل من 24 ساعة.
الأسئلة الشائعة
لماذا يُفضل الزاماك في الصب تحت الضغط الزخرفي عن سبائك الزنك الأخرى؟
ما هي معايير متانة الطلاء للأجهزة الزخرفية عالية اللمعان؟
كيف تتم إدارة تحملات الأبعاد للتجميعات التجميلية متعددة الأجزاء؟
ما هي طرق المعالجة اللاحقة الأساسية قبل طلاء التبخير الفيزيائي (PVD)؟
كيف يؤثر الإنتاج بكميات منخفضة على مرونة الأدوات والتصميم؟
