مشروع صب القوالب والتصنيع باستخدام ماكينات التحكم الرقمي لمفصل سماعة أبل اللاسلكية بلوتوث
تتطلب المفصلات الدقيقة المدمجة في السماعات اللاسلكية تحكماً استثنائياً في الأبعاد، ومتانة ميكانيكية، وراحة للمستخدم. يوفر صب القوالب المدمج مع التصنيع باستخدام ماكينات التحكم الرقمي حلاً قابلاً للتطوير لتصنيع هذه المكونات الدقيقة بأداء قابل للتكرار عبر أحجام إنتاج كبيرة.
يقدم هذا المشروع عملية التطوير والتصنيع لمجموعات مفصلات سبائك الزنك المستخدمة في سماعات البلوتوث اللاسلكية. يسلط الضوء على التحكم في الصب، وإدارة التسامحات، وتشطيب الأسطح، والتحقق النهائي من التجميع، وكلها مصممة هندسياً لتلبية معايير الإلكترونيات الاستهلاكية الصارمة.
لماذا صب قوالب الزنك للمفصلات الميكانيكية الدقيقة؟
تعتبر سبائك زاماك 3 و زاماك 5 مثالية للمفصلات الدقيقة بسبب خصائصها المتفوقة في التدفق، والاستقرار البعدي العالي، ومقاومة الزحف والإجهاد. تتوافق هذه السبائك مع معايير ASTM B86 وتوفر قابلية صب مثالية للأجزاء ذات الشكل النهائي أو القريب من الشكل النهائي.
مواصفات المادة (زاماك 3 حسب ASTM B240):
قوة الشد: 283 ميجا باسكال
قوة الخضوع: 221 ميجا باسكال
الاستطالة عند الكسر: 7–10%
الصلادة: 82–85 HRB
الانكماش الخطي: ~1.2 مم/م
التسامح القابل للتحقيق في الصب: ±0.03 مم (ISO 8062-CT5)
تعرف على المزيد حول خصائص وتطبيقات زاماك 3 في إنتاج المكونات المصغرة بأحجام كبيرة.
تصميم القالب لإنتاج المفصلات عالية الدقة
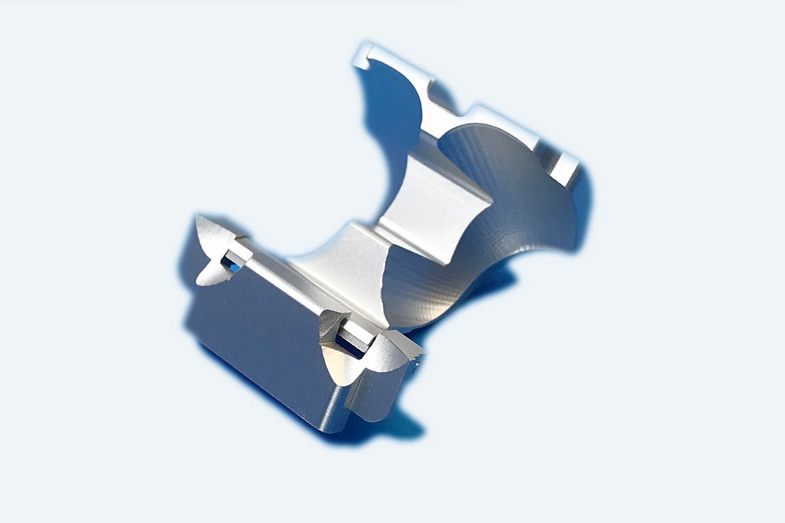
تضمنت هندسة المفصل محوراً أسطوانياً، وفتحة احتجاز زنبرك مدمجة، وألسنة تزاوج، مما تطلب دقة موضعية محكمة وتشطيب سطح خالٍ من العيوب. تم بناء الأدوات باستخدام فولاد الأدوات عالي الصلادة (H13)، ومعاملته بالنتريد لتعزيز مقاومة التآكل.
معلمات الأدوات:
فولاد القالب: H13 (HRc 48–52)، معامل بالنتريد
زاوية الميل: 1.0–1.5° للجدران الرأسية
أقل نصف قطر: 0.3 مم عند الانتقالات الداخلية
العمر المتوقع للأداة: >150,000 دورة
تشطيب التجويف: Ra ≤ 0.4 ميكرومتر (مصقول بصرياً للمناطق المرئية)
استكشف قدراتنا في صنع الأدوات والقوالب لمكونات الزنك الدقيقة في الإلكترونيات الاستهلاكية.
عملية صب القوالب والضوابط
تم تنفيذ الإنتاج على ماكينات صب قوالب الزنك ذات الغرفة الساخنة بقوة 160 طن باستخدام ملفات حقن قابلة للبرمجة ومساعدة تفريغ الهواء لتقليل الاضطرابات واحتجاز الغاز. راقبت أجهزة الاستشعار المدمجة ضغط الحقن، ووقت الدورة، ودرجة حرارة القالب في الوقت الفعلي.
مواصفات العملية:
سرعة الحقن: 3.8–4.5 م/ث
وقت الملء: ≤0.1 ثانية
درجة حرارة القالب: 200–220°م
ضغط الحقن: 35–45 ميجا باسكال
تباين وزن الحقنة: ≤2%
تتضمن عملية صب قوالب الزنك لدينا أنظمة تفريغ وتحقق بالأشعة السينية لضمان سلامة الهيكل الداخلي للأجزاء الميكانيكية الدقيقة.
التصنيع باستخدام ماكينات التحكم الرقمي للتسامحات الوظيفية
بينما أنتج صب القوالب الشكل النهائي، تم تشطيب الأسطح الحرجة باستخدام معدات تحكم رقمي دقيقة، مما يضمن التوافق مع دبابيس الضغط، والآليات الزنبركية، وزوايا دوران المفصل.
معايير تسامح التصنيع (حسب ISO 286-2):
تسامح قطر الثقب: H6 (±0.006 مم لـ Ø2–4 مم)
تسامح عرض الفتحة: ±0.01 مم
استواء أسطح التزاوج: ≤0.02 مم
التركيز بين المحور والتركيب: ≤0.015 مم
تشطيب السطح: Ra ≤ 0.4 ميكرومتر (على الواجهات الوظيفية)
اطلع على خدماتنا للتشغيل اللاحق المستخدمة لإنهاء مكونات الأجهزة القابلة للارتداء المعقدة ذات التسامحات الضيقة.
معالجة السطح لمقاومة التآكل والجماليات
تطلبت واجهات المفصل ملمساً ناعماً، ومقاومة ممتازة للتآكل، واتساقاً جمالياً عالياً. تم استخدام عملية سطح مزدوجة المرحلة: التشطيب بالكتلة يليه الطلاء الكهربائي اللاحادي بالنيكل (ENP).
تفاصيل معالجة السطح:
وسائط التشطيب بالدوران: سيراميك، 3 مم؛ المدة: ساعتان
نوع الطلاء: ENP، حسب ASTM B733
سمك الطلاء: 5–8 ميكرومتر
صلادة السطح: ~500 HV
مقاومة رذاذ الملح: >96 ساعة (حسب ASTM B117)
تتوفر خيارات أخرى مثل الطلاء بالبودرة للتشطيب التجميلي أو التأنود للحماية من التآكل لخطوط المنتجات البديلة.
التجميع النهائي، والاختبار، والتعبئة
خضع كل مفصل للتحقق من المتانة واختبار المحاكاة الوظيفية كجزء ميكانيكي متفاعل مع المستخدم. قامت المعدات الآلية بإجراء قياسات عزم الدوران واستجابة الزنبرك.
بروتوكول ضمان الجودة:
فحص العينة الأولى (FAI) مع التحقق من GD&T
اختبار دورة الحياة: 5,000 دورة للمفصل، <5% تباين في الاحتكاك
فحص بصري تحت إضاءة موحدة 600 لوكس
وسم بالليزر لتتبع الدفعة
شهادة مطابقة المواد لـ RoHS و REACH
تم تعبئة جميع المكونات باستخدام بطانة آمنة من الكهرباء الساكنة وصواني مقاومة للكشط. يضمن سير عملنا الإنتاجي الشامل خدمة كاملة من الصب إلى التشطيب والخدمات اللوجستية.
الأسئلة الشائعة
لماذا يُفضل زاماك 3 على السبائك الأخرى لمكونات مفصل السماعة الدقيقة؟
ما التسامحات الأبعاد القابلة للتحقيق في المجموعات المصبوبة والمشغولة دقيقة الحجم؟
كيف يتم تطبيق الطلاء الكهربائي اللاحادي بالنيكل والتحقق منه على أجزاء الزنك؟
ما معايير الاختبار المتبعة لأداء المفصلات الميكانيكية؟
كيف يتم الحفاظ على إمكانية تتبع الدفعة للمكونات المصبوبة الصغيرة ذات الأحجام الكبيرة؟
