Which Areas of Precision Die Cast Parts Usually Need CNC Post-Machining?
Which Areas of Precision Die Cast Parts Usually Need CNC Post-Machining?
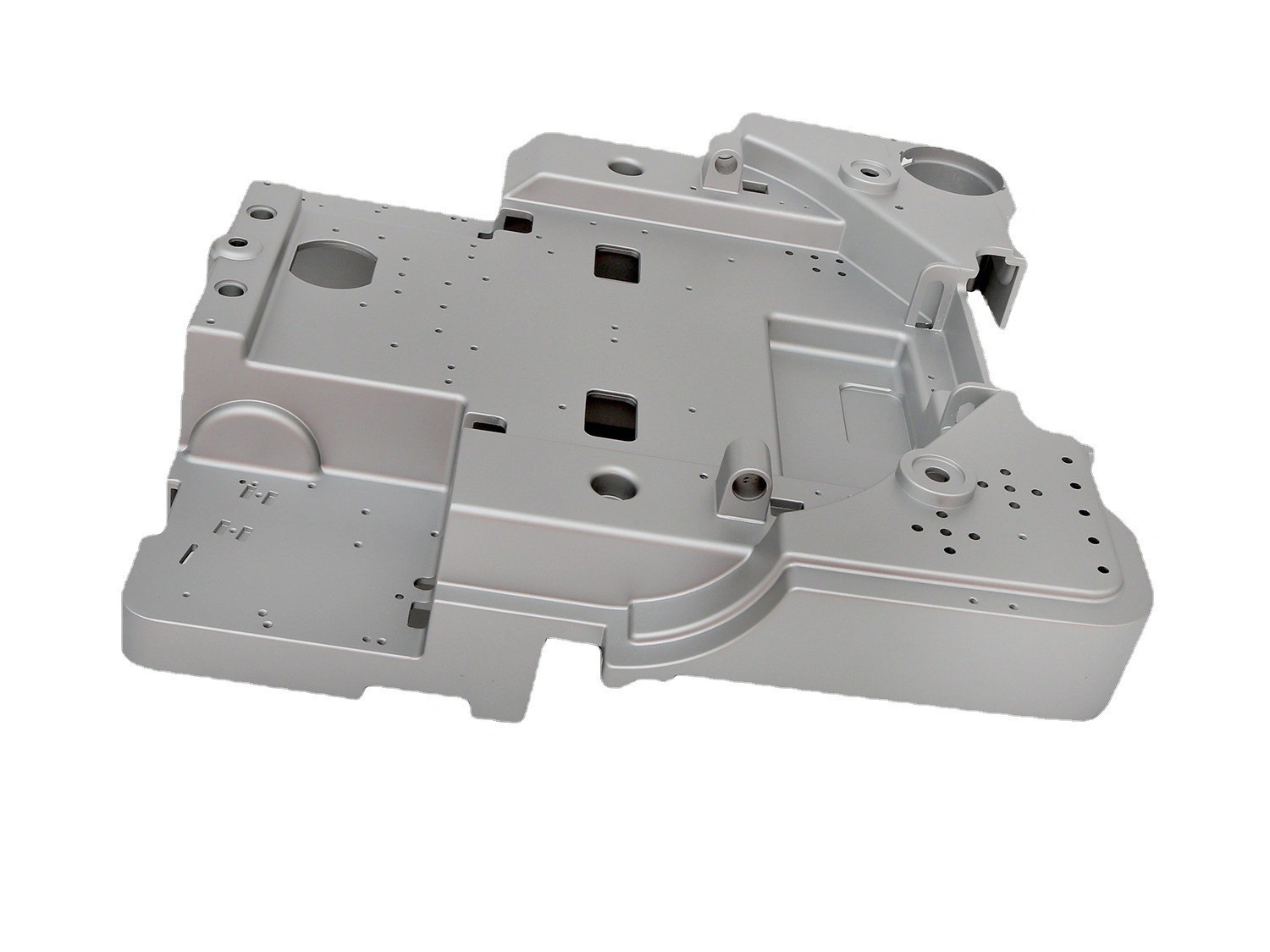
Precision die cast parts usually need CNC post-machining on threaded holes, sealing surfaces, locating holes, bearing seats, mounting faces, datum surfaces, precision bores and assembly interfaces. These areas often require tighter control than as-cast features can provide.
1. Why Only Functional Areas Need Post-Machining
Not every surface on a precision die cast part needs CNC machining. Non-functional outer shapes and hidden areas can often remain as-cast. CNC post-machining should focus on areas that control assembly, sealing, fastening, rotation, positioning and measurement.
This selective approach helps buyers control cost while protecting the features that determine final product performance. Neway can review the drawing and identify which areas require CNC machining and which areas can remain as-cast.
Part Area | Post-Machining Reason | Quality Check |
|---|---|---|
Threaded hole | Fastening reliability | Thread gauge. |
Sealing face | Leakage prevention | Flatness inspection. |
Locating hole | Assembly positioning | CMM inspection. |
Bearing seat | Coaxiality and fit | Bore measurement. |
Mounting face | Stable assembly | Surface and flatness check. |
Datum surface | Measurement reference | Controlled inspection. |
2. Which Features Should Not Rely Only on As-Cast Accuracy?
Threaded holes, locating holes, bearing seats, sealing faces, O-ring grooves, mounting faces, precision bores and datum surfaces should usually be reviewed for post-machining. These features affect assembly fit, leakage prevention, rotation, support or inspection accuracy.
If these areas are left as-cast without enough control, the part may pass general appearance inspection but fail during assembly or functional testing.
3. Why Machining Allowance and Deburring Should Be Planned Early
Post-machining requires machining allowance. If the mold is designed without enough material in the functional area, CNC machining may not correct the feature properly. Buyers should mark machined areas before tooling so the mold can be planned with enough stock and proper datum references.
After machining, burrs must be removed and functional dimensions should be inspected again. Neway can support post-machining for precision casting, dimensional accuracy in die casting parts and assembly fit for precision die cast parts.
Post-Machining Risk | Possible Result | Recommended Control |
|---|---|---|
Critical holes are not machined. | Assembly position or fastening may fail. | Machine threaded, locating and mounting holes when accuracy is required. |
Sealing faces remain as-cast. | Leakage or poor contact may occur. | Use post-machining and flatness inspection. |
Machining allowance is insufficient. | Functional features cannot be corrected after casting. | Plan machining allowance before tooling. |
Burrs are not removed after machining. | Assembly interference or user handling issues may appear. | Use deburring, edge inspection and final dimensional checks. |
Casting and CNC are handled separately. | Dimensional responsibility may become unclear. | Use integrated casting and CNC post-machining support. |
4. How Neway Supports Casting Plus CNC for Precision Parts
Neway can combine metal casting with CNC post-machining so precision die cast parts can achieve stable functional accuracy. For buyers who want fewer supplier coordination risks, Neway can provide one-stop precision die casting service from casting to CNC, inspection, finishing and packaging.
Summary
Buyer Question | Recommended Decision |
|---|---|
Do all surfaces need CNC post-machining? | No. CNC post-machining should focus on functional and precision-critical areas. |
Which areas usually need machining? | Threads, sealing faces, locating holes, bearing seats, datum surfaces and precision bores. |
When should machining allowance be planned? | Before tooling, so the casting can support later CNC machining. |
How can Neway help? | Neway can combine casting, CNC machining and inspection for precision die cast parts. |



