कास्टिंग के बाद डाई कास्ट पार्ट्स को CNC मशीनिंग की क्यों आवश्यकता होती है?
कास्टिंग के बाद डाई कास्ट पार्ट्स को CNC मशीनिंग की क्यों आवश्यकता होती है?
डाई कास्ट पार्ट्स को अक्सर कास्टिंग के बाद CNC मशीनिंग की आवश्यकता होती है क्योंकि कास्टिंग जटिल आकारों को कुशलतापूर्वक बना सकती है, लेकिन कुछ कार्यात्मक क्षेत्रों को उच्च आयामी सटीकता की आवश्यकता होती है जो कि 'जैसा-कास्ट' (as-cast) स्थिति प्रदान नहीं कर सकती। छिद्र स्थितियों, थ्रेड्स, सीलिंग फेस, बेयरिंग बोर्स, फ्लैंज फेस, माउंटिंग सतहों और असेंबली डेटम को फिनिश करने के लिए आमतौर पर CNC मशीनिंग का उपयोग किया जाता है।
खरीदारों के लिए, कास्टिंग के बाद की मशीनिंग यह संकेत नहीं है कि डाई कास्टिंग सटीक नहीं है। यह नेयर-नेट-शेप (near-net-shape) कास्टिंग को परिशुद्ध फिनिशिंग के साथ जोड़ने का एक सामान्य और लागत-प्रभावी तरीका है। कास्टिंग प्रक्रिया मुख्य ज्यामिति बनाती है, जबकि CNC मशीनिंग केवल那些 महत्वपूर्ण क्षेत्रों को नियंत्रित करता है जो असेंबली फिट, सीलिंग, फास्टनिंग, रोटेशन, संरेखण और अंतिम उत्पाद प्रदर्शन को प्रभावित करते हैं।
1. केवल कास्टिंग हमेशा क्यों पर्याप्त नहीं होती?
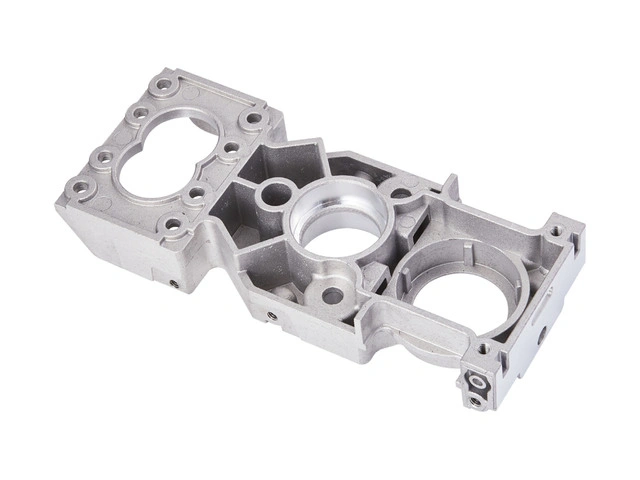
डाई कास्टिंग रिब्स, बॉसेस, हाउसिंग, कवर, ब्रैकेट, आंतरिक गुहाओं और बार-बार उत्पादन ज्यामिति वाले जटिल धातु पुर्जों के उत्पादन के लिए उत्कृष्ट है। हालांकि, पुर्जे के कुछ क्षेत्रों को ऐसे कसकर सहनशीलता (tighter tolerances), चिकनी सतहों या अधिक सटीक स्थिति की आवश्यकता होती है जिसे केवल कास्टिंग विश्वसनीय रूप से प्राप्त नहीं कर सकती।
यह विशेष रूप से तब सत्य होता है जब पुर्जे को अन्य घटकों से जोड़ना हो, बेयरिंग पकड़ना हो, गैस्केट के खिलाफ सील करना हो, स्क्रू का समर्थन करना हो, शाफ्ट के साथ संरेखित करना हो, या नियंत्रित असेंबली डेटम को पूरा करना हो। ऐसे मामलों में, कास्टिंग के बाद CNC मशीनिंग आयामी सटीकता को बढ़ाने और कार्यात्मक जोखिम को कम करने में मदद करती है।
जैसा-कास्ट सीमा (As-Cast Limitation) | यह महत्वपूर्ण क्यों है | CNC मशीनिंग समाधान |
|---|---|---|
छिद्र स्थिति में भिन्नता | माउंटिंग छिद्रों को स्क्रू, पिन या मिलान भागों के साथ संरेखित होना चाहिए | बेहतर स्थान और व्यास नियंत्रण के लिए कास्टिंग के बाद छिद्रों को मशीन करें |
सतह खुरदरापन में भिन्नता | सीलिंग फेस और संपर्क क्षेत्रों को चिकनी सतहों की आवश्यकता हो सकती है | सीलिंग फेस, फ्लैंज फेस और संपर्क सतहों को मशीन करें |
थ्रेड गुणवत्ता आवश्यकता | थ्रेड्स को आमतौर पर सटीक रूप, गहराई और ताकत की आवश्यकता होती है | कास्टिंग के बाद टैप करें, थ्रेड मिल करें या थ्रेडेड सुविधाओं को मशीन करें |
असेंबली डेटम नियंत्रण | महत्वपूर्ण डेटम निर्धारित करते हैं कि पुर्जा अंतिम असेंबली में कैसे फिट बैठता है | संदर्भ सतहों को मशीन करें और ड्राइंग आवश्यकताओं केagainst उनका निरीक्षण करें |
2. डाई कास्ट किन सुविधाओं को आमतौर पर CNC मशीनिंग की आवश्यकता होती है
डाई कास्ट पार्ट की हर सतह को मशीनिंग की आवश्यकता नहीं होती। अधिकांश लागत-प्रभावी परियोजनाओं में, केवल महत्वपूर्ण कार्यात्मक क्षेत्रों को मशीन किया जाता है। इससे खरीदारों को कास्टिंग के लागत लाभ को बनाए रखते हुए भी असेंबली और प्रदर्शन के लिए आवश्यक परिशुद्धता प्राप्त करने में मदद मिलती है।
सुविधा (Feature) | इसे CNC मशीनिंग की क्यों आवश्यकता है | विशिष्ट अनुप्रयोग |
|---|---|---|
माउंटिंग छिद्र | छिद्र की स्थिति और आकार मिलान भागों या फास्टनरों से मेल खाना चाहिए | हाउसिंग, ब्रैकेट, कवर, फ्रेम |
थ्रेड्स | थ्रेड सटीकता फास्टनिंग ताकत और असेंबली विश्वसनीयता को प्रभावित करती है | वाल्व बॉडी, हाउसिंग, कनेक्टर, यांत्रिक पुर्जे |
सीलिंग फेस | समतलता और सतह खुरदरापन लीकेज नियंत्रण को प्रभावित करता है | पंप पार्ट्स, वाल्व बॉडी, एन्क्लोजर, द्रव प्रणाली घटक |
बेयरिंग बोर्स | बोर व्यास, गोलता और संरेखण गति प्रदर्शन को प्रभावित करते हैं | मोटर हाउसिंग, घूमने वाले पुर्जे, यांत्रिक असेंबली |
फ्लैंज फेस | फ्लैंज समतलता सीलिंग, माउंटिंग और कनेक्शन स्थिरता को प्रभावित करती है | पंप हाउसिंग, पाइप फिटिंग, उपकरण कवर |
असेंबली डेटम | डेटम असेंबली और निरीक्षण के दौरान पुर्जे की स्थिति को नियंत्रित करते हैं | परिशुद्ध कास्ट हाउसिंग, संरचनात्मक पुर्जे, असेंबल किए गए घटक |
3. CNC मशीनिंग असेंबली फिट को कैसे बेहतर बनाती है
असेंबली फिट मुख्य कारणों में से एक है कि डाई कास्ट पार्ट्स को पोस्ट मशीनिंग की आवश्यकता क्यों होती है। एक डाई कास्ट पार्ट में जटिल आकार और अच्छी समग्र उत्पादन दक्षता हो सकती है, लेकिन अंतिम उत्पाद को अन्य पुर्जों के साथ सही ढंग से असेंबल करने के लिए सटीक छिद्रों, समतल सतहों, थ्रेडेड क्षेत्रों और संदर्भ डेटम की अभी भी आवश्यकता होती है।
उदाहरण के लिए, एक हाउसिंग को स्क्रू के ठीक से फिट बैठने के लिए मशीन किए गए माउंटिंग छिद्रों की आवश्यकता हो सकती है। एक पंप बॉडी को लीकेज कम करने के लिए मशीन किए गए सीलिंग फेस की आवश्यकता हो सकती है। एक यांत्रिक ब्रैकेट को दूसरे घटक के साथ संरेखित करने के लिए मशीन किए गए डेटम की आवश्यकता हो सकती है। यही कारण है कि CNC पोस्ट मशीनिंग असेंबली फिट और कार्यात्मक विश्वसनीयता की गारंटी देने में मदद कर सकती है।
असेंबली आवश्यकता | CNC मशीनिंग के बिना जोखिम | मशीनिंग लाभ |
|---|---|---|
फास्टनर संरेखण | स्क्रू मिलान भागों के साथ सही ढंग से संरेखित नहीं हो सकते | छिद्र स्थिति और फास्टनिंग विश्वसनीयता में सुधार करता है |
सीलिंग फिट | असमान सतहें लीकेज या गैस्केट विफलता का कारण बन सकती हैं | समतलता, खुरदरापन और सीलिंग प्रदर्शन में सुधार करता है |
घटक स्थिति | पुर्जे.shift हो सकते हैं, झुक सकते हैं, या अंतिम असेंबली विफल हो सकती है | दोहराए जाने योग्य असेंबली के लिए सटीक डेटम बनाता है |
चलते पुर्जे की निकासी (Clearance) | बोर्स या स्लॉट सुचारू गति का समर्थन नहीं कर सकते | बोर आकार, संरेखण और कार्यात्मक निकासी को नियंत्रित करता है |
4. पोस्ट मशीनिंग आयामी विचलन के जोखिम को क्यों कम करती है
डाई कास्टिंग में पिघली हुई धातु को सांचे में भरना और फिर अंतिम पुर्जे में ठंडा करना शामिल है। शीतलन के दौरान, सिकुड़न, सांचे का तापमान, दीवार की मोटाई, मिश्र धातु का प्रकार और पुर्जे की ज्यामिति जैसे कारक अंतिम आयामों को प्रभावित कर सकते हैं। जबकि अच्छे टूलिंग और प्रक्रिया नियंत्रण भिन्नता को कम कर सकते हैं, कुछ उच्च-परिशुद्धता वाली सुविधाओं को अंतिम सहनशीलता को पूरा करने के लिए अभी भी CNC मशीनिंग की आवश्यकता होती है।
पोस्ट मशीनिंग महत्वपूर्ण आयामों के लिए आपूर्तिकर्ता को एक नियंत्रित प्रक्रिया देकर आयामी विचलन के जोखिम को कम करती है। यह विशेष रूप से उन सुविधाओं के लिए उपयोगी है जो सीलिंग, असेंबली, फास्टनिंग, रोटेशन, संरेखण या निरीक्षण अनुमोदन को प्रभावित करते हैं।
आयामी जोखिम | कारण | पोस्ट मशीनिंग कैसे मदद करती है |
|---|---|---|
सिकुड़न में भिन्नता | विभिन्न दीवार की मोटाई और शीतलन दरें अंतिम आयामों को प्रभावित कर सकती हैं | कास्टिंग के बाद महत्वपूर्ण क्षेत्रों को अंतिम आकार में मशीन किया जा सकता है |
डेटम असंगति | जैसा-कास्ट सतहें स्थिर संदर्भ बिंदु प्रदान नहीं कर सकतीं | मशीन किए गए डेटम निरीक्षण और असेंबली के लिए विश्वसनीय संदर्भ बनाते हैं |
सतह समतलता में भिन्नता | शीतलन और बाहर निकालना (ejection) समतल चेहरों को प्रभावित कर सकता है | मशीनिंग सीलिंग या माउंटिंग सतहों पर समतलता में सुधार करती है |
बोर और छिद्र में भिन्नता | जैसा-कास्ट छिद्र अंतिम कार्यात्मक सहनशीलता को पूरा नहीं कर सकते | ड्रिलिंग, बोरिंग, रीमिंग या मिलिंग छिद्र सटीकता में सुधार करती है |
5. केवल प्रमुख क्षेत्रों को ही मशीन क्यों किया जाना चाहिए
डाई कास्ट पार्ट की हर सतह को मशीन करना आमतौर पर अनावश्यक और महंगा होता है। कास्टिंग का मुख्य लाभ यह है कि यह ज्यामिति के अधिकांश हिस्से को कुशलतापूर्वक बना सकती है। CNC मशीनिंग को केवल उन क्षेत्रों के लिए आरक्षित रखना चाहिए जिन्हें वास्तव में परिशुद्धता की आवश्यकता होती है, जैसे कि छिद्र, थ्रेड्स, बोर्स, सीलिंग फेस, माउंटिंग डेटम और कार्यात्मक इंटरफेस।
यह दृष्टिकोण खरीदारों को प्रदर्शन आवश्यकताओं को पूरा करते हुए लागत कम करने में मदद करता है। पुर्जा कास्टिंग की लागत दक्षता को बनाए रखता है और केवल वहीं परिशुद्धता प्राप्त करता है जहां यह मायने रखता है।
मशीनिंग रणनीति | लागत प्रभाव | अनुशंसित उपयोग |
|---|---|---|
हर सतह को मशीन करें | उच्च मशीनिंग समय, फिक्स्चर लागत, निरीक्षण लागत और लंबा लीड टाइम | आमतौर पर अनावश्यक जब तक कि पूरे पुर्जे को परिशुद्ध सतहों की आवश्यकता न हो |
केवल महत्वपूर्ण क्षेत्रों को मशीन करें | कम मशीनिंग लागत और छोटा उत्पादन चक्र | स्थानीय परिशुद्धता आवश्यकताओं वाले अधिकांश डाई कास्ट पार्ट्स के लिए सर्वोत्तम |
गैर-महत्वपूर्ण सतहों को जैसा-कास्ट छोड़ दें | डाई कास्टिंग लागत लाभ बनाए रखता है | छिपी हुई सतहों, गैर-मिलान क्षेत्रों और सामान्य ज्यामिति के लिए उपयुक्त |
कोटेशन से पहले मशीन किए गए क्षेत्रों को परिभाषित करें | लागत सटीकता और प्रक्रिया योजना में सुधार करता है | असेंबली आवश्यकताओं वाले कस्टम डाई कास्टिंग परियोजनाओं के लिए अनुशंसित |
6. कोटेशन से पहले खरीदारों को क्या पुष्टि करनी चाहिए
खरीदारों को कोटेशन चरण के दौरान CNC मशीनिंग क्षेत्रों की पुष्टि करनी चाहिए। इससे आपूर्तिकर्ता को मशीनिंग भत्ता, फिक्स्चर डिजाइन, टूल पाथ, निरीक्षण विधि, सहनशीलता आवश्यकताओं और अंतिम लागत का अधिक सटीक अनुमान लगाने में मदद मिलती है। यदि मशीनिंग क्षेत्रों को शुरू में स्पष्ट रूप से परिभाषित नहीं किया गया है, तो कोटेशन में महत्वपूर्ण लागत आइटम छूट सकते हैं या बाद में समायोजन की आवश्यकता हो सकती है।
कोटेशन जानकारी | यह महत्वपूर्ण क्यों है | लागत और प्रक्रिया प्रभाव |
|---|---|---|
मशीन की गई सतहें | दर्शाता है कि कास्टिंग के बाद किन क्षेत्रों को CNC फिनिशिंग की आवश्यकता है | मशीनिंग समय, फिक्स्चर डिजाइन और निरीक्षण लागत को प्रभावित करता है |
महत्वपूर्ण सहनशीलता | परिभाषित करता है कि किन आयामों को कसकर नियंत्रित किया जाना चाहिए | टूल पाथ, मशीनिंग विधि और गुणवत्ता नियंत्रण को प्रभावित करता है |
डेटम संदर्भ | नियंत्रित करता है कि मशीनिंग और निरीक्षण के दौरान पुर्जे को कैसे स्थित किया जाए | दोहराव और असेंबली फिट को प्रभावित करता है |
थ्रेड और छिद्र आवश्यकताएं | थ्रेड्स और छिद्रों को अक्सर द्वितीयक मशीनिंग की आवश्यकता होती है | ड्रिलिंग, टैपिंग, बोरिंग, रीमिंग और निरीक्षण योजना को प्रभावित करता है |
सीलिंग या फ्लैंज आवश्यकताएं | सीलिंग फेस को नियंत्रित समतलता और खुरदरापन की आवश्यकता होती है | मशीनिंग भत्ता, सतह गुणवत्ता और लीकेज जोखिम को प्रभावित करता है |
7. सारांश
प्रश्न | उत्तर |
|---|---|
कास्टिंग के बाद डाई कास्ट पार्ट्स को CNC मशीनिंग की क्यों आवश्यकता होती है? | क्योंकि कास्टिंग जटिल आकारों को कुशलतापूर्वक बनाती है, लेकिन प्रमुख कार्यात्मक क्षेत्रों को अक्सर उस परिशुद्धता से अधिक की आवश्यकता होती है जो जैसा-कास्ट स्थिति प्रदान कर सकती है। |
किन क्षेत्रों को आमतौर पर CNC मशीनिंग की आवश्यकता होती है? | माउंटिंग छिद्र, थ्रेड्स, सीलिंग फेस, बेयरिंग बोर्स, फ्लैंज फेस, समतल सतहें और असेंबली डेटम को अक्सर मशीनिंग की आवश्यकता होती है। |
क्या हर सतह को मशीनिंग की आवश्यकता होती है? | नहीं। प्रक्रिया को लागत-प्रभावी बनाए रखने के लिए केवल महत्वपूर्ण कार्यात्मक क्षेत्रों को मशीन किया जाना चाहिए। |
मशीनिंग असेंबली में कैसे सुधार करती है? | यह छिद्र सटीकता, थ्रेड गुणवत्ता, सीलिंग सतह समतलता, डेटम नियंत्रण और मिलान भाग संरेखण में सुधार करती है। |
कोटेशन से पहले खरीदारों को क्या पुष्टि करनी चाहिए? | खरीदारों को मशीन किए गए क्षेत्रों, महत्वपूर्ण सहनशीलता, डेटम, छिद्र और थ्रेड आवश्यकताओं, सीलिंग फेस, निरीक्षण आवश्यकताओं और अंतिम असेंबली आवश्यकताओं की पुष्टि करनी चाहिए। |
संक्षेप में, जब महत्वपूर्ण कार्यात्मक क्षेत्रों को उच्च परिशुद्धता, बेहतर सतह नियंत्रण या अधिक विश्वसनीय असेंबली फिट की आवश्यकता होती है, तो डाई कास्ट पार्ट्स को कास्टिंग के बाद CNC मशीनिंग की आवश्यकता होती है। कास्टिंग जटिल नेयर-नेट आकार बनाती है, जबकि CNC मशीनिंग छिद्रों, थ्रेड्स, सीलिंग फेस, बेयरिंग बोर्स, फ्लैंज फेस और डेटम को नियंत्रित करती है। खरीदार केवल हर सतह के बजाय केवल प्रमुख क्षेत्रों को मशीन करके और कोटेशन चरण के दौरान मशीनिंग क्षेत्रों, भत्तों, फिक्स्चर, सहनशीलता और निरीक्षण आवश्यकताओं की पुष्टि करके लागत कम कर सकते हैं।
