एडमोनाइट-कीड्यून ज़ैमक पार्ट्स कास्टिंग और पीवीडी कोटिंग मिरर निर्माण
ज़ैमक डाई कास्टिंग सजावटी धातु निर्माण उद्योग में एक मुख्य आधार बन गई है, जो उच्च विस्तार, आयामी रूप से स्थिर पुर्जों के कुशल उत्पादन को सक्षम बनाती है। यह उच्च-स्तरीय दर्पण असेंबलियों के लिए ताकत, प्रवाहशीलता और फिनिश गुणवत्ता का आदर्श संतुलन प्रदान करती है।
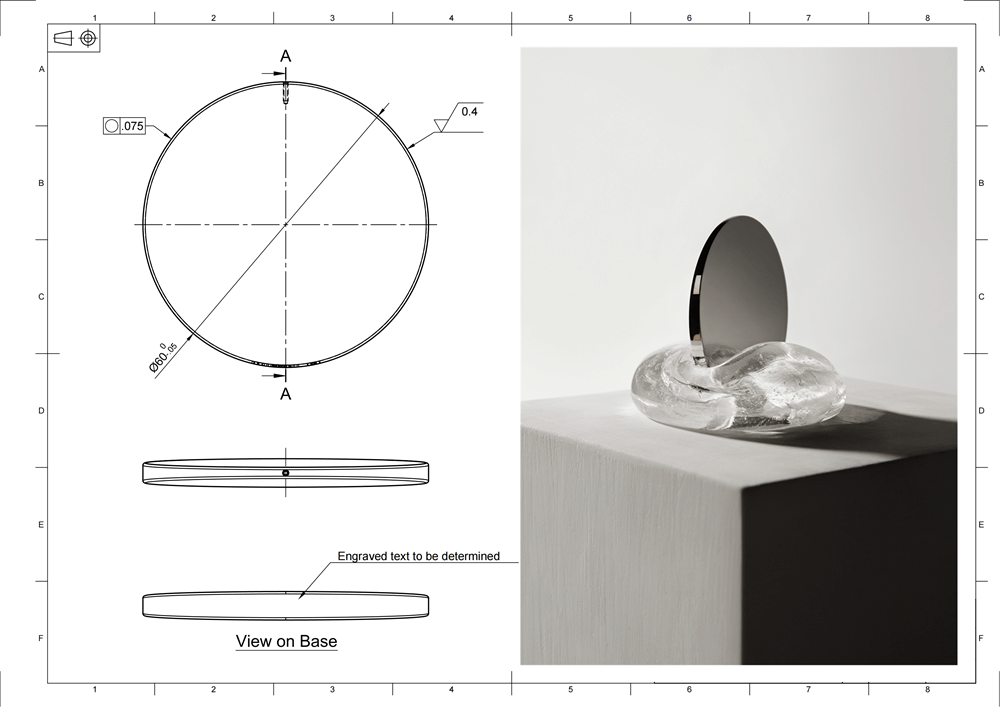
यह परियोजना एक दर्पण जैसी उपस्थिति वाले ज़ैमक मिश्र धातु घटकों के सहयोगात्मक निर्माण पर केंद्रित है, जो सटीक कास्टिंग और उन्नत पीवीडी सतह उपचार के माध्यम से प्राप्त किया गया है। परिणाम सजावटी पुर्जों की एक श्रृंखला है जो प्रीमियम उपभोक्ता उत्पादों में सौंदर्य और कार्यात्मक मांगों को पूरा करती है।
सजावटी और कार्यात्मक पुर्जों के लिए ज़ैमक डाई कास्टिंग
ज़ैमक 3 और ज़ैमक 5 को उनकी उत्कृष्ट प्रवाहशीलता और उच्च-निष्ठा सतह विस्तार के कारण चुना गया था, जो दर्पण फ्रेम अलंकरण और समर्थन संरचनाओं के लिए आदर्श हैं। ये मिश्र धातुएं जिंक डाई कास्टिंग में उन सजावटी और सौंदर्य घटकों के लिए व्यापक रूप से उपयोग की जाती हैं जिनके लिए श्रेष्ठ फिनिश गुणवत्ता की आवश्यकता होती है।
सामग्री और प्रक्रिया डेटा:
तन्य शक्ति: 280–310 MPa
दीवार की मोटाई: 1.2–2.5 mm
कास्टिंग सहनशीलता: ±0.05 mm (ISO 8062 CT6)
ब्रिनेल कठोरता: ~85 HB
सतह छिद्रता: <0.3% (एक्स-रे निरीक्षण के माध्यम से सत्यापित)
ज़ैमक डाई कास्टिंग प्रक्रिया ने सजावटी असेंबलियों के लिए बारीक समोच्च प्रतिकृति, कम आंतरिक दोष और आयामी पुनरावर्तनीयता सुनिश्चित की।
मोल्ड इंजीनियरिंग और सतह अनुकूलन
मोल्ड में Ra ≤ 0.4 µm सतह फिनिश वाले दर्पण-ग्रेड गुहा इन्सर्ट और अंडरकट और अवकाशित ज्यामिति को समायोजित करने के लिए मल्टी-स्लाइड एक्शन थे। वैक्यूम हीट ट्रीटमेंट के साथ H13 टूल स्टील ने डाई लाइफ को 100,000 चक्रों से अधिक तक बढ़ाया।
टूलिंग विनिर्देश:
मोल्ड सामग्री: नाइट्राइडेड सतह के साथ H13
ड्राफ्ट कोण: ऊर्ध्वाधर सतहों के लिए सामान्यतः 1.5°
मल्टी-स्लाइड कोर एक्शन: आंतरिक अवकाशों के लिए
कूलिंग सिस्टम: सेंसर फीडबैक के साथ एम्बेडेड चैनल
सौंदर्य या उपभोक्ता हार्डवेयर में उपयोग किए जाने वाले छोटे, अत्यधिक विस्तृत धातु पुर्जों के लिए टूल और डाई निर्माण के बारे में और जानें।
पोस्ट-प्रोसेसिंग और सीएनसी फिनिशिंग
कास्टिंग के बाद, पुर्जों ने किनारों को नरम करने के लिए बर्र हटाने और टम्बलिंग की प्रक्रिया से गुजरा, इसके बाद मेटिंग फीचर्स और माउंटिंग होल तैयार करने के लिए सटीक सीएनसी पोस्ट-मशीनिंग की गई।
मुख्य मशीनिंग मेट्रिक्स:
होल पोजिशन सटीकता: ±0.02 mm
एज चैम्फरिंग: 0.3 mm समान
अंतिम सतह खुरदरापन: Ra ≤ 0.8 µm
इस कड़ी फिनिशिंग ने अंतिम दर्पण असेंबलियों में स्टेनलेस या ग्लास घटकों के साथ सही एकीकरण सुनिश्चित किया।
दर्पण जैसी फिनिश और स्थायित्व के लिए पीवीडी कोटिंग
एक शानदार, उच्च-परावर्तकता क्रोम उपस्थिति प्रदान करने के लिए एक बहु-परत पीवीडी (फिजिकल वेपर डिपॉजिशन) कोटिंग लगाई गई थी। यह प्रक्रिया उच्च-स्तरीय बाथरूम, फर्नीचर और इलेक्ट्रॉनिक्स हार्डवेयर में उपयोग की जाने वाली अत्यधिक टिकाऊ धात्विक फिनिश तैयार करती है।
कोटिंग प्रक्रिया पैरामीटर:
आधार परत: आसंजन के लिए टाइटेनियम या CrN
परावर्तक शीर्ष परत: क्रोम या सोना
कोटिंग मोटाई: 0.3–0.5 µm
सतह कठोरता: >3H
जंग प्रतिरोध: ASTM B117 के अनुसार >240 घंटे नमक स्प्रे
समरूपता और आसंजन स्तर को ASTM D3359 क्रॉस-कट टेप और पेंसिल कठोरता परीक्षणों का उपयोग करके सत्यापित किया गया था।
गुणवत्ता नियंत्रण और असेंबली सहायता
कठोर सौंदर्य मानकों को पूरा करने के लिए, सभी पुर्जों ने बहु-चरणीय निरीक्षण से गुजरा, जिसमें शामिल हैं:
600 लक्स विसरित प्रकाश के तहत 100% दृश्य जांच
एडी करंट प्रोब के माध्यम से कोटिंग मोटाई माप
सीएमएम का उपयोग करके आयामी नमूनाकरण
स्थैतिक-सुरक्षित क्लीनरूम पैकेजिंग
पैकेजिंग में पीवीडी सतहों को शिपिंग के दौरान घर्षण से बचाने के लिए एंटी-स्क्रैच ट्रे और पॉली परतों का उपयोग किया गया। यह दृष्टिकोण हमारे वन-स्टॉप सर्विस मॉडल का हिस्सा है—एक एकीकृत वर्कफ़्लो में उत्पादन, फिनिशिंग, निरीक्षण और पैकेजिंग को सुव्यवस्थित करना।
प्रीमियम ब्रांडों के लिए लचीली शॉर्ट-रन उत्पादन
यह परियोजना विभिन्न फिनिश और प्रारूपों वाली एक सीमित-संस्करण दर्पण उत्पाद लाइन का हिस्सा थी। हमारा लो-वॉल्यूम निर्माण दृष्टिकोण प्रति वेरिएंट 2,000 इकाइयों जितने छोटे बैच आकार का समर्थन करता है, जिससे डिज़ाइन विशिष्टता और लागत नियंत्रण सुनिश्चित होता है।
प्रत्येक नए वेरिएंट ने विनिमेय इन्सर्ट के साथ मानक टूलिंग का उपयोग किया, जिससे टूलिंग लागत 30% कम हुई और टूलिंग परिवर्तन समय 24 घंटे से कम हो गया।
अक्सर पूछे जाने वाले प्रश्न
सजावटी डाई कास्टिंग के लिए ज़ैमक को अन्य जिंक मिश्र धातुओं पर प्राथमिकता क्यों दी जाती है?
उच्च-चमक सजावटी हार्डवेयर के लिए कोटिंग स्थायित्व मानक क्या हैं?
बहु-भाग सौंदर्य असेंबलियों के लिए आयामी सहनशीलता का प्रबंधन कैसे किया जाता है?
पीवीडी कोटिंग से पहले कौन सी पोस्ट-प्रोसेसिंग विधियाँ आवश्यक हैं?
लो-वॉल्यूम उत्पादन टूलिंग और डिज़ाइन लचीलेपन को कैसे प्रभावित करता है?
