Can anodized die-cast parts be machined or reworked afterward?
Anodized Layer Properties and Machining Considerations
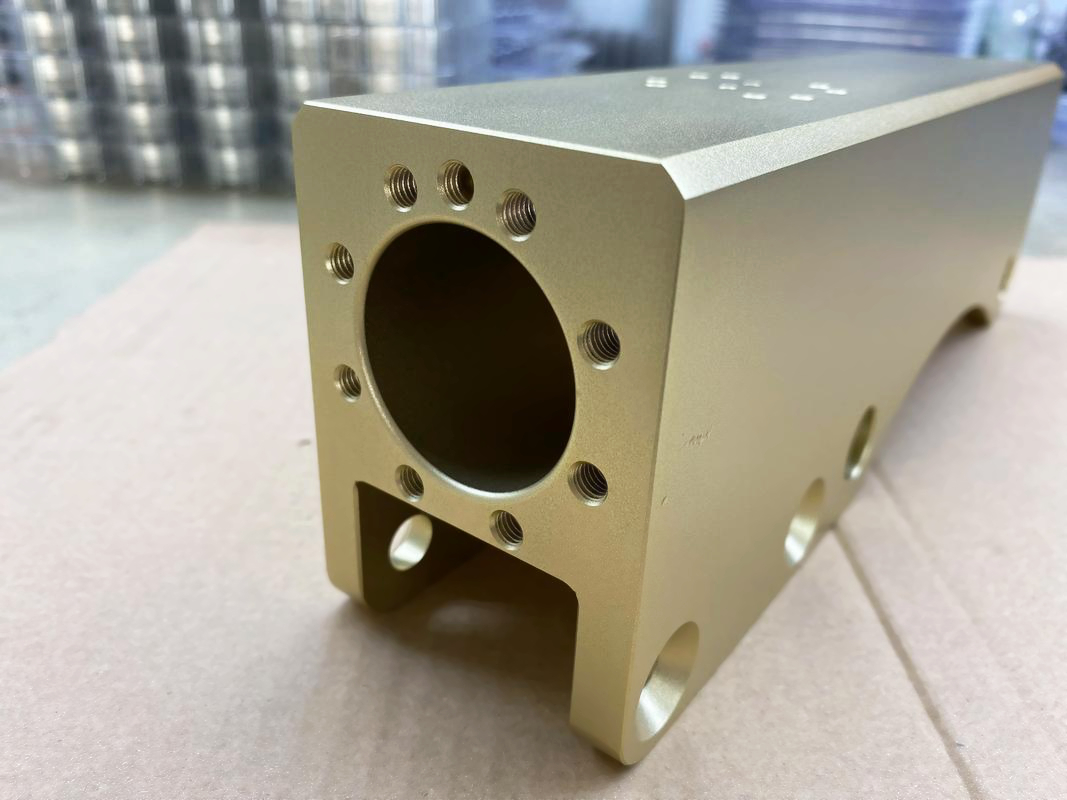
Yes, anodized die-cast parts can be machined or reworked, but the process requires careful consideration of the anodized layer's properties. Anodizing creates a hard, ceramic-like oxide coating on the aluminum surface, which is excellent for wear and corrosion resistance but is also brittle. When performing post-machining on an anodized surface, this brittleness can lead to micro-chipping or flaking at the cut lines if not managed correctly. Successful machining requires sharp tools, appropriate feed rates, and cooling to achieve a clean cut without compromising the integrity of the remaining anodized film.
Material Compatibility and Alloy Selection
The feasibility of post-anodizing machining is also influenced by the base material. While our Aluminum Die Casting service typically uses alloys like A380 and ADC12, it is crucial to note that these high-silicon content die-casting alloys are not always ideal for decorative anodizing. The silicon particles can lead to a non-uniform, dark-gray appearance. For parts where both high-quality anodizing and subsequent machining are anticipated, we often recommend considering alloys like A360, which offer better anodizing results. This is a key consideration during our die castings Design service and die castings Engineering phases.
Post-Machining and Re-anodizing Process
The most critical factor when reworking an anodized part is that any machining operation will remove the anodized layer in the processed area, exposing the bare, unprotected substrate. This creates a pathway for corrosion. Therefore, any significant CNC Machining that breaks the anodized surface seal must be followed by a re-application of the surface treatment. The part would need to undergo a stripping process to remove the original anodized layer entirely, then be re-machined as required, and finally go through the anodizing process again to ensure complete corrosion protection and a uniform cosmetic finish.
Alternative Approaches and Best Practices
To avoid the complexities and added cost of post-anodizing machining, the best practice is to complete all critical machining operations during the die castings Post Machining stage, immediately after casting and before the component is sent for surface finishing like anodizing or powder coating. This workflow ensures dimensional accuracy and a high-quality, continuous protective finish. For prototyping or low-volume manufacturing runs where design changes are frequent, we may advise delaying anodizing until the design is fully validated.