Deutsch
Online-CNC-Prototyping-Service
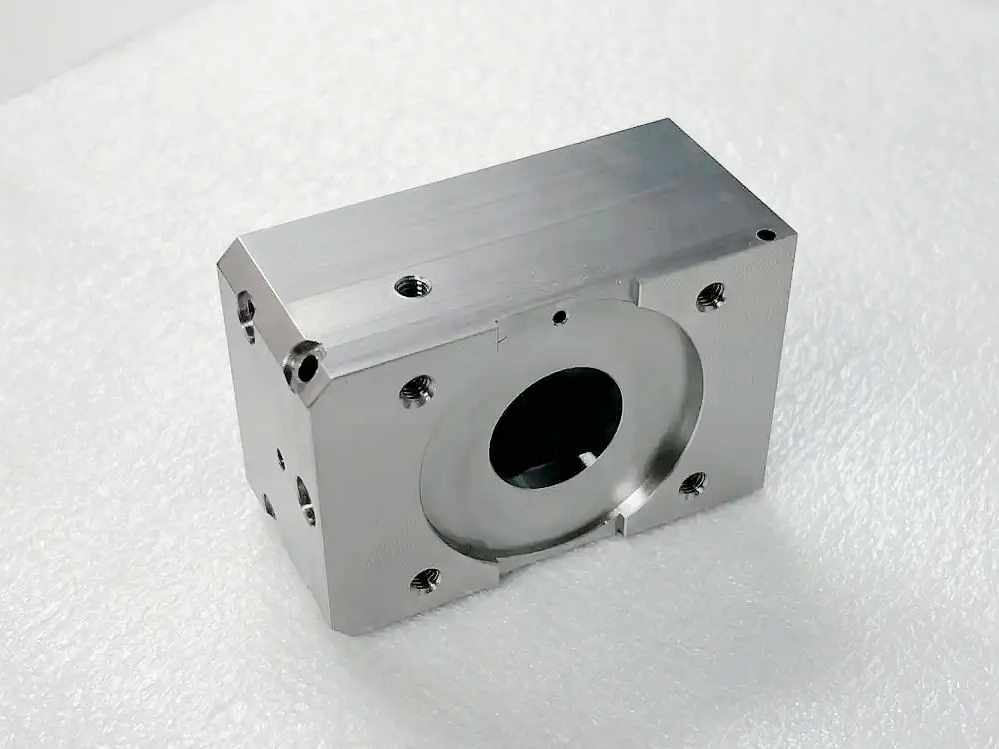
Unser Online-CNC-Prototyping-Service bietet vielfältige Präzisionsbearbeitungen, darunter CNC-Fräsen, Drehen, Bohren, Ausbohren (Feinbohren), Schleifen, Mehrachsenbearbeitung und EDM. Ideal zur Herstellung hochwertiger Prototypen mit herausragender Genauigkeit für zahlreiche Branchen.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Unsere CNC-Prototyping-Fähigkeiten
Unsere CNC-Prototyping-Fähigkeiten umfassen präzise Verfahren wie CNC-Fräsen, Drehen, Bohren, Ausbohren, Schleifen, Mehrachsenbearbeitung und EDM. Diese Services ermöglichen eine schnelle, genaue und kosteneffiziente Fertigung hochwertiger Prototypen für verschiedenste Industrien.

Weitet und verfeinert bestehende Bohrungen, verbessert Genauigkeit, Toleranz und Oberflächengüte für präzise Innengeometrien.

Erreicht mittels Schleifscheiben feine Oberflächen, entfernt kleine Unregelmäßigkeiten an 3D-gedruckten Teilen und steigert Ästhetik und Funktion.

Ermöglicht komplexe Schnitte aus mehreren Richtungen – hohe Präzision und Flexibilität für detaillierte oder asymmetrische Designs.

Sichert enge Toleranzen und exakte Maße, veredelt 3D-gedruckte Teile für höchste Anforderungen in Hochleistungsanwendungen.

Verfeinert 3D-gedruckte Teile hinsichtlich Oberflächengüte, Maßhaltigkeit und Gesamtleistung und sorgt so für hochwertige Endprodukte.

Entfernt Material mit rotierenden Werkzeugen und formt 3D-gedruckte Teile auf exakte Spezifikationen mit hoher Präzision und glatten Oberflächen.

Das Werkstück rotiert, während ein Werkzeug Material abträgt – ideal für zylindrische oder sphärische Formen mit verbesserter Genauigkeit und Oberfläche.

Erzeugt Bohrungen und definierte Innenmerkmale präzise, wodurch Funktionalität und Passgenauigkeit von 3D-gedruckten Teilen für die Montage steigen.
Weitet und verfeinert bestehende Bohrungen, verbessert Genauigkeit, Toleranz und Oberflächengüte für präzise Innengeometrien.
Erreicht mittels Schleifscheiben feine Oberflächen, entfernt kleine Unregelmäßigkeiten an 3D-gedruckten Teilen und steigert Ästhetik und Funktion.
Ermöglicht komplexe Schnitte aus mehreren Richtungen – hohe Präzision und Flexibilität für detaillierte oder asymmetrische Designs.
Sichert enge Toleranzen und exakte Maße, veredelt 3D-gedruckte Teile für höchste Anforderungen in Hochleistungsanwendungen.
Verfeinert 3D-gedruckte Teile hinsichtlich Oberflächengüte, Maßhaltigkeit und Gesamtleistung und sorgt so für hochwertige Endprodukte.
Entfernt Material mit rotierenden Werkzeugen und formt 3D-gedruckte Teile auf exakte Spezifikationen mit hoher Präzision und glatten Oberflächen.
Das Werkstück rotiert, während ein Werkzeug Material abträgt – ideal für zylindrische oder sphärische Formen mit verbesserter Genauigkeit und Oberfläche.
Erzeugt Bohrungen und definierte Innenmerkmale präzise, wodurch Funktionalität und Passgenauigkeit von 3D-gedruckten Teilen für die Montage steigen.
Sichert enge Toleranzen und exakte Maße, veredelt 3D-gedruckte Teile für höchste Anforderungen in Hochleistungsanwendungen.
Verfeinert 3D-gedruckte Teile hinsichtlich Oberflächengüte, Maßhaltigkeit und Gesamtleistung und sorgt so für hochwertige Endprodukte.
Entfernt Material mit rotierenden Werkzeugen und formt 3D-gedruckte Teile auf exakte Spezifikationen mit hoher Präzision und glatten Oberflächen.
Das Werkstück rotiert, während ein Werkzeug Material abträgt – ideal für zylindrische oder sphärische Formen mit verbesserter Genauigkeit und Oberfläche.
Erzeugt Bohrungen und definierte Innenmerkmale präzise, wodurch Funktionalität und Passgenauigkeit von 3D-gedruckten Teilen für die Montage steigen.
Weitet und verfeinert bestehende Bohrungen, verbessert Genauigkeit, Toleranz und Oberflächengüte für präzise Innengeometrien.
Erreicht mittels Schleifscheiben feine Oberflächen, entfernt kleine Unregelmäßigkeiten an 3D-gedruckten Teilen und steigert Ästhetik und Funktion.
Ermöglicht komplexe Schnitte aus mehreren Richtungen – hohe Präzision und Flexibilität für detaillierte oder asymmetrische Designs.
Sichert enge Toleranzen und exakte Maße, veredelt 3D-gedruckte Teile für höchste Anforderungen in Hochleistungsanwendungen.
Verfeinert 3D-gedruckte Teile hinsichtlich Oberflächengüte, Maßhaltigkeit und Gesamtleistung und sorgt so für hochwertige Endprodukte.
So nutzen Sie CNC-Bearbeitung für Ihre Projekte
Die CNC-Bearbeitung liefert präzise und effiziente Fertigung für diverse Projekte. Durch rechnergesteuerte Maschinen entstehen komplexe Teile mit hoher Genauigkeit aus Metallen, Kunststoffen und Verbundwerkstoffen. Das Verfahren erlaubt individuelle Designs, enge Toleranzen und hochwertige Oberflächen. Wählen Sie CNC für Rapid Prototyping, kleine bis mittlere Serien und leistungsfähige Komponenten, exakt auf Ihren Bedarf zugeschnitten.
Starten Sie noch heute ein neues Projekt
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.