Deutsch
Nachbearbeitung für kundenspezifische Druckgussteile
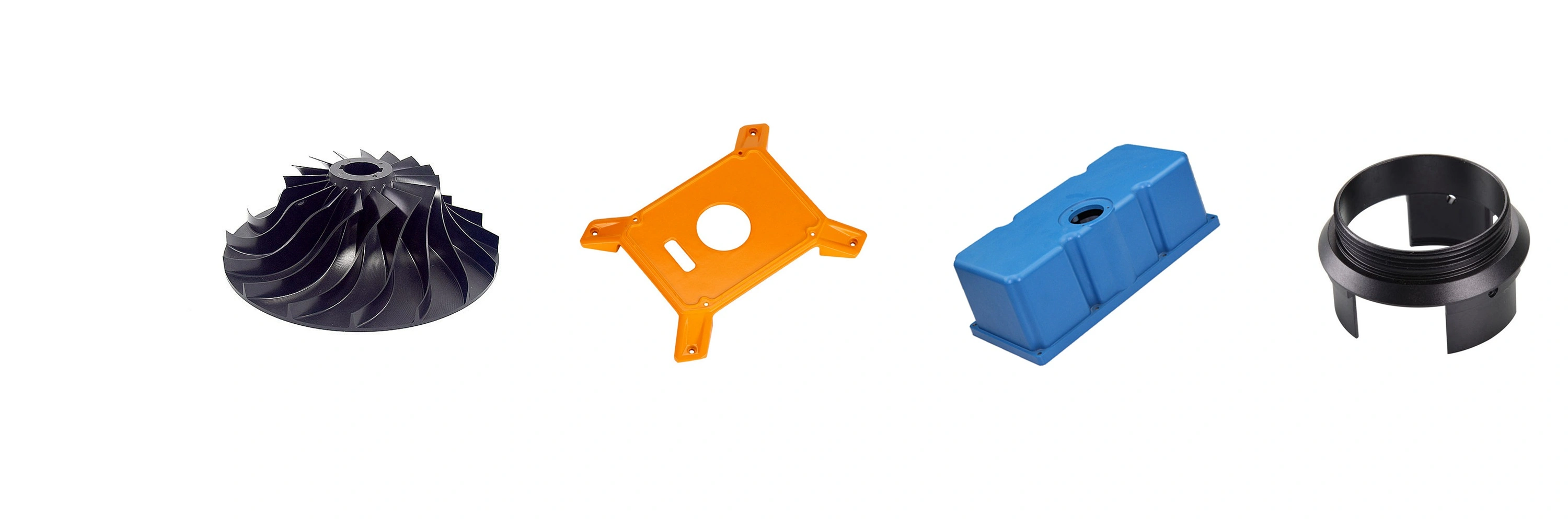
Unsere Nachbearbeitung für kundenspezifische Druckgussteile umfasst wesentliche Verfahren wie Nachbearbeitung, Sandstrahlen, Gleitschleifen, Montage, Lackieren, Pulverbeschichtung, Eloxieren und Plasma-Eloxieren. Diese Prozesse verbessern die Oberflächenqualität, Haltbarkeit und Funktionalität und gewährleisten Präzision und hohe Leistung für jedes Teil.
- Nachbearbeitung für Aluminiumguss
- Nachbearbeitung für Zinkguss
- Nachbearbeitung für Kupferguss
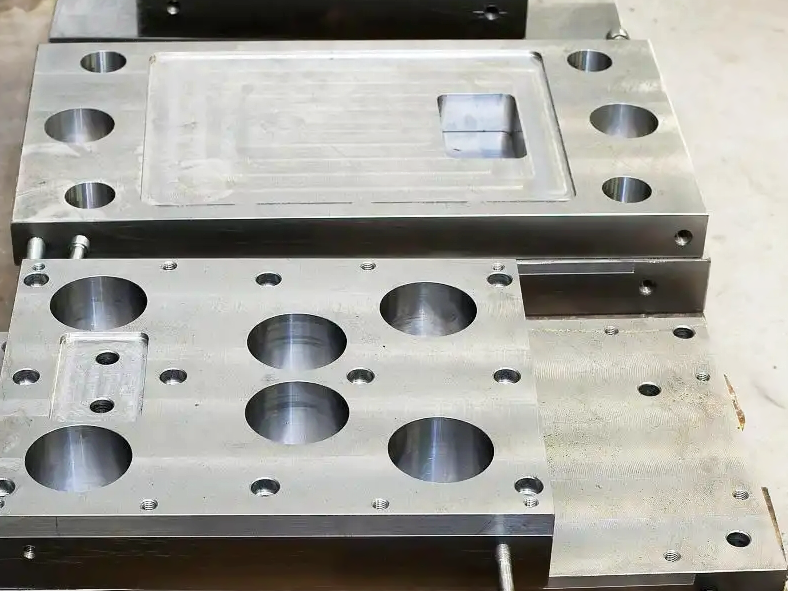
- Nachbearbeitung für Werkzeuge und Formen
Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Typische Nachbearbeitung für Druckgussteile
Typische Nachbearbeitungen für Druckgussteile umfassen Nachbearbeitung, Sandstrahlen, Gleitschleifen, Montage, Lackieren, Pulverbeschichtung, Eloxieren und Plasma-Eloxieren. Diese Verfahren verfeinern die Oberfläche, erhöhen die Haltbarkeit und verbessern die Optik, um Präzision, Funktionalität und Langlebigkeit zu gewährleisten.

Sandstrahlen reinigt, glättet und strukturiert Druckgussteile und verbessert die Oberfläche für weitere Verarbeitung.

Das Gleitschleifen glättet und poliert Teile, entfernt Grate und Unebenheiten und sorgt für gleichmäßige Oberflächen.

Die Montage verbindet einzelne Komponenten zum Endprodukt aus Druckguss und stellt die volle Funktionalität sicher.

Eloxieren verbessert die Oberflächenschicht, erhöht die Korrosionsbeständigkeit und bietet Farboptionen für Aluminium-Druckguss.
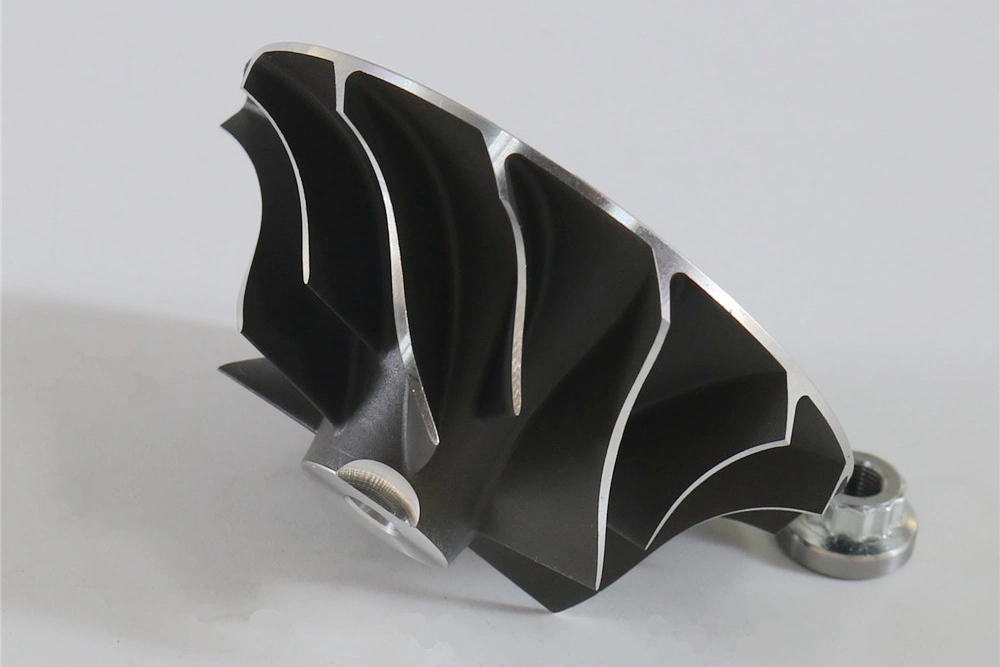
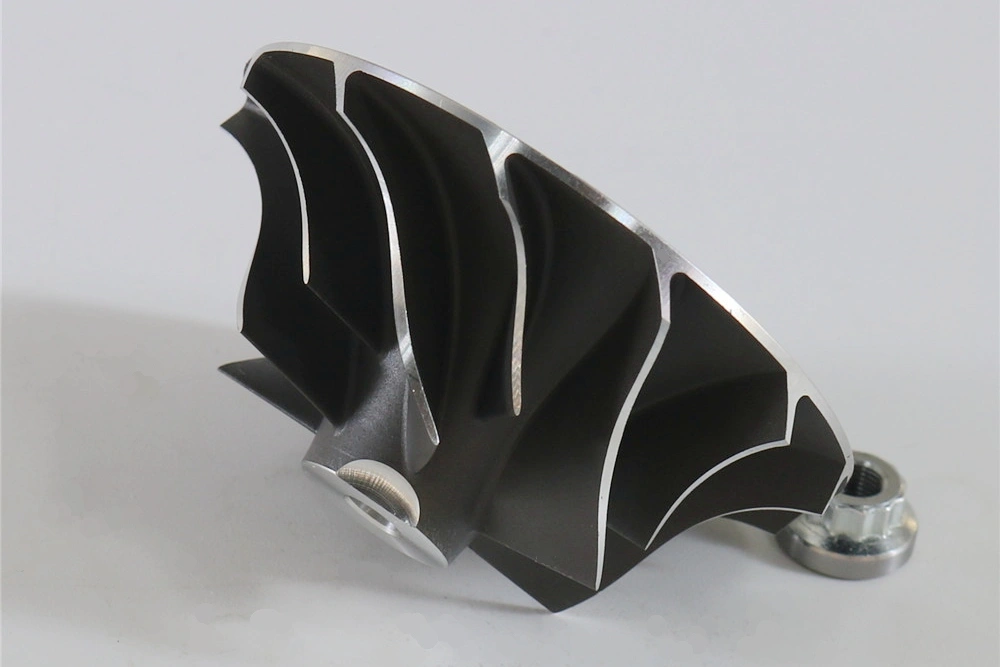
Die Nachbearbeitung verbessert die Maßgenauigkeit und die Oberflächenqualität, indem Druckgussteile präzise bearbeitet werden.

Pulverbeschichtung bietet eine langlebige, gleichmäßige Oberfläche, die das Erscheinungsbild verbessert und die Verschleißfestigkeit erhöht.

Lackieren sorgt für ästhetische Oberflächen, ermöglicht Farbanpassungen und bietet zusätzlichen Korrosionsschutz.

Plasma-Eloxieren erzeugt einzigartige, dekorative und widerstandsfähige Schichten mit zusätzlichem Schutz.
Sandstrahlen reinigt, glättet und strukturiert Druckgussteile und verbessert die Oberfläche für weitere Verarbeitung.
Das Gleitschleifen glättet und poliert Teile, entfernt Grate und Unebenheiten und sorgt für gleichmäßige Oberflächen.
Die Montage verbindet einzelne Komponenten zum Endprodukt aus Druckguss und stellt die volle Funktionalität sicher.
Eloxieren verbessert die Oberflächenschicht, erhöht die Korrosionsbeständigkeit und bietet Farboptionen für Aluminium-Druckguss.
Die Nachbearbeitung verbessert die Maßgenauigkeit und die Oberflächenqualität, indem Druckgussteile präzise bearbeitet werden.
Pulverbeschichtung bietet eine langlebige, gleichmäßige Oberfläche, die das Erscheinungsbild verbessert und die Verschleißfestigkeit erhöht.
Lackieren sorgt für ästhetische Oberflächen, ermöglicht Farbanpassungen und bietet zusätzlichen Korrosionsschutz.
Plasma-Eloxieren erzeugt einzigartige, dekorative und widerstandsfähige Schichten mit zusätzlichem Schutz.
Eloxieren verbessert die Oberflächenschicht, erhöht die Korrosionsbeständigkeit und bietet Farboptionen für Aluminium-Druckguss.
Die Nachbearbeitung verbessert die Maßgenauigkeit und die Oberflächenqualität, indem Druckgussteile präzise bearbeitet werden.
Pulverbeschichtung bietet eine langlebige, gleichmäßige Oberfläche, die das Erscheinungsbild verbessert und die Verschleißfestigkeit erhöht.
Lackieren sorgt für ästhetische Oberflächen, ermöglicht Farbanpassungen und bietet zusätzlichen Korrosionsschutz.
Plasma-Eloxieren erzeugt einzigartige, dekorative und widerstandsfähige Schichten mit zusätzlichem Schutz.
Sandstrahlen reinigt, glättet und strukturiert Druckgussteile und verbessert die Oberfläche für weitere Verarbeitung.
Das Gleitschleifen glättet und poliert Teile, entfernt Grate und Unebenheiten und sorgt für gleichmäßige Oberflächen.
Die Montage verbindet einzelne Komponenten zum Endprodukt aus Druckguss und stellt die volle Funktionalität sicher.
Eloxieren verbessert die Oberflächenschicht, erhöht die Korrosionsbeständigkeit und bietet Farboptionen für Aluminium-Druckguss.
Die Nachbearbeitung verbessert die Maßgenauigkeit und die Oberflächenqualität, indem Druckgussteile präzise bearbeitet werden.
Vergleich der Nachbearbeitungsverfahren
Nachbearbeitungsverfahren variieren je nach Material, Anwendung und Anforderungen an die Oberfläche. Sandstrahlen und Gleitschleifen sind schnelle und kostengünstige Methoden zur Reinigung und Politur. Eloxieren und Plasma-Eloxieren bieten Korrosionsschutz, während Pulverbeschichtung und Lackieren Haltbarkeit und Ästhetik verbessern. Die Nachbearbeitung stellt enge Toleranzen sicher. Jedes Verfahren balanciert Geschwindigkeit, Kosten und Qualität, um unterschiedlichen Projektanforderungen gerecht zu werden.
Starten Sie noch heute ein neues Projekt
Frequently Asked Questions
Verwandte Blogs erkunden



Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.