Fundición de aluminio de bajo volumen para piezas metálicas personalizadas
Fundición de aluminio de bajo volumen para piezas metálicas personalizadas
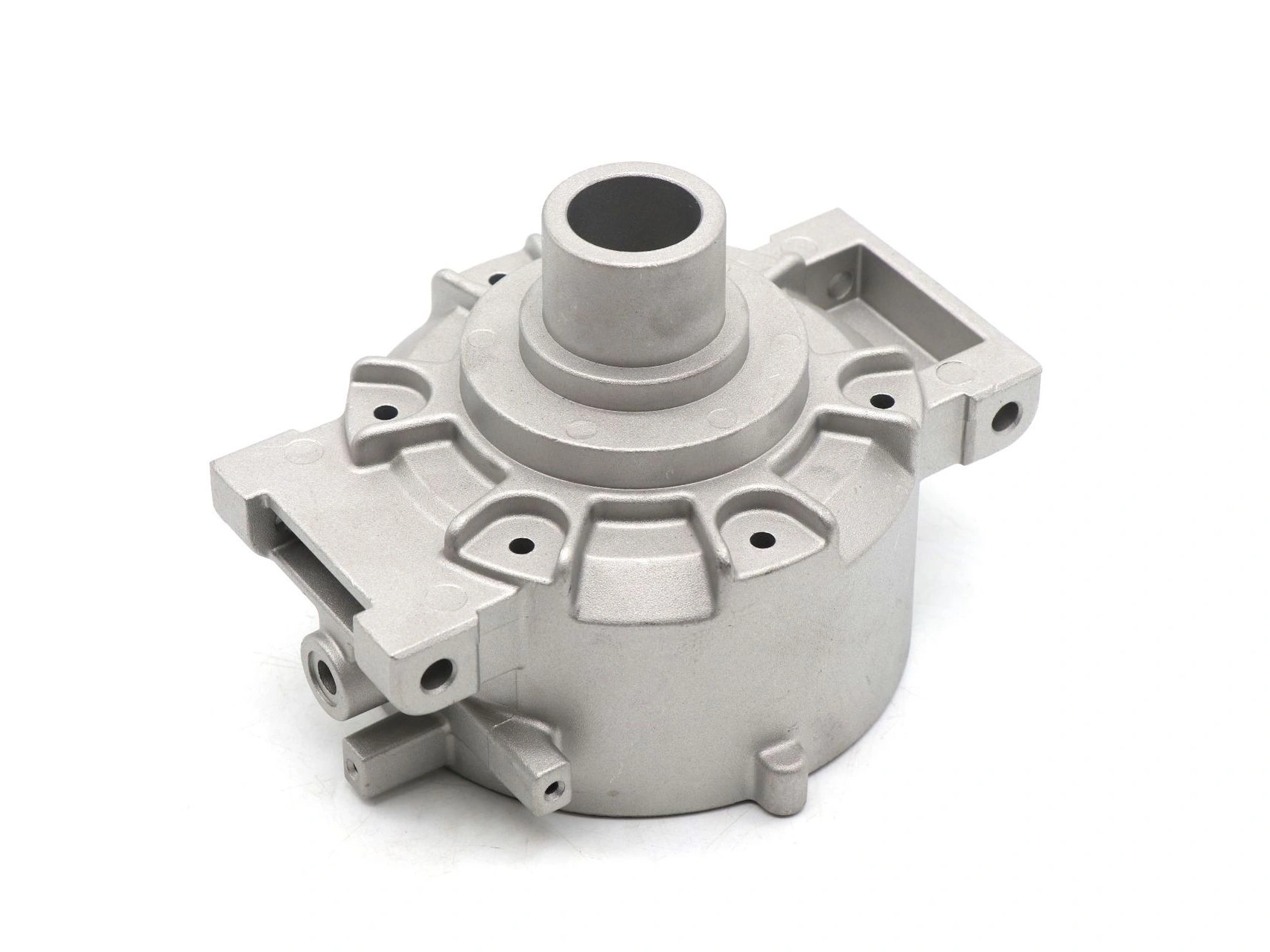
La fundición de aluminio de bajo volumen ayuda a los compradores a pasar de un concepto de diseño o prototipo mecanizado a piezas metálicas fundidas reales sin comprometerse demasiado pronto con herramientas de producción completa. Es útil cuando el comprador necesita carcasas de aluminio, cubiertas, soportes, cuerpos de disipadores de calor, componentes de bombas, piezas de motores, cuerpos de iluminación o recintos industriales en cantidad piloto, cantidad de lanzamiento o producción puente.
La decisión clave no es simplemente si la cantidad es pequeña. Los compradores necesitan saber qué deben demostrar las piezas de bajo volumen. Si el proyecto solo necesita revisión de forma, el mecanizado CNC puede ser suficiente. Si el proyecto necesita comportamiento de superficie fundida, margen de mecanizado, riesgo de porosidad, respuesta al recubrimiento, ajuste de ensamblaje o piezas de prueba para el cliente fabricadas mediante un proceso de fundición, la fundición de aluminio de bajo volumen se vuelve más valiosa.
Un buen plan de bajo volumen evita dos errores comunes. El primero es usar costosas herramientas de producción completa antes de que el diseño, el material y el acabado sean estables. El segundo es confiar en prototipos CNC de barras cuando el proyecto realmente necesita evidencia de la fundición. La mejor ruta se encuentra entre la velocidad, el costo, la inversión en herramientas y la evidencia requerida antes de la ampliación. Para proyectos en etapa de validación, cuándo los prototipos de fundición a presión de aluminio deben pasar a producción de bajo volumen ayuda a los compradores a conectar los hallazgos de los prototipos con el próximo pedido de bajo volumen o repetido.

Cuándo la fundición de aluminio de bajo volumen es la ruta correcta
La fundición de aluminio de bajo volumen se adapta a proyectos donde los compradores necesitan evidencia de aluminio fundido antes de la producción completa. El diseño puede estar cerca del final, pero no listo para herramientas de alto volumen. El comprador puede necesitar piezas piloto para pruebas de campo, muestras para inversores, aprobación del cliente, ensayos de instalación o ventas tempranas. La pieza puede ser demasiado costosa para mecanizarla completamente a partir de una barra sólida, especialmente cuando tiene forma hueca, nervaduras, resaltes o un gran envolvente.
También es útil cuando el comprador necesita validar riesgos relacionados con la fundición: ángulo de desmoldeo, línea de partición, espesor de pared, contracción, porosidad, margen de mecanizado, respuesta al acabado y ajuste de ensamblaje. El mecanizado CNC puede producir una forma precisa, pero no demuestra cómo el aluminio fundido llena la pieza ni cómo se comporta una superficie fundida después del recubrimiento.
Situación del comprador | Por qué ayuda la fundición de aluminio de bajo volumen | Punto de decisión |
|---|---|---|
Diseño cercano al final | Permite piezas fundidas reales antes de las herramientas de producción | Confirmar si la geometría aún puede cambiar |
Necesidad de cantidad piloto | Apoya pruebas con clientes o construcciones de lanzamiento | Definir cantidad y expectativa de pedido repetido |
Pieza grande hueca | Puede reducir el desperdicio de material en comparación con el mecanizado a partir de barra | Comparar el costo de herramientas con el costo de mecanizado |
Necesidad de validación de superficie fundida | Muestra porosidad, línea de partición y respuesta al acabado | Aprobar muestras terminadas, no solo la forma bruta |
Producción futura esperada | Crea datos para la liberación de herramientas y procesos | Registrar lecciones para la ampliación |
Fundición de aluminio de bajo volumen vs. mecanizado CNC
El mecanizado CNC suele ser más rápido para las primeras piezas porque evita las herramientas. Es excelente para prototipos precisos, características mecanizadas complejas y cambios de diseño tempranos. Sin embargo, el mecanizado CNC a partir de barra puede desperdiciar material y puede no reflejar el proceso final de fundición. Si la pieza futura será de aluminio fundido, los prototipos CNC pueden demostrar el ajuste, pero no pueden demostrar los riesgos de la fundición.
La fundición de aluminio de bajo volumen requiere más planificación del proceso, pero puede proporcionar evidencia más sólida para la fundibilidad y la transferencia a producción. Puede mostrar si el espesor de pared se llena correctamente, si un área de macho o inserto necesita cambio, si el margen de mecanizado es suficiente y si el acabado seleccionado funciona en superficies fundidas reales.
Ruta | Mejor para | Limitación |
|---|---|---|
Mecanizado CNC | Forma rápida, prototipos de tolerancia ajustada, cambios de diseño tempranos | No demuestra el comportamiento de fundición |
Fundición en arena | Piezas de aluminio más grandes, menor inversión en herramientas, validación piloto | La superficie y la tolerancia pueden necesitar más mecanizado |
Fundición a presión de prototipo | Características similares a producción para piezas más pequeñas o complejas | El costo de herramientas y el plazo de entrega son mayores que el CNC |
Herramientas puente | Cantidad de lanzamiento limitada antes de las herramientas completas | Debe planificarse en función del volumen esperado |
Herramientas de producción | Diseño estable y producción repetitiva | Riesgoso si el diseño o el material aún están cambiando |
Opciones de material para la fundición de aluminio de bajo volumen
La elección del material depende del método de fundición y la función de la pieza. A380, ADC12 y aleaciones de fundición a presión relacionadas pueden ser revisadas para rutas de fundición a presión de aluminio. A356-T6 se revisa a menudo para rutas de fundición en arena, fundición por gravedad o molde permanente donde el tratamiento térmico y las propiedades estructurales son importantes. Las direcciones de fundición de aluminio 356 o 319 también pueden aparecer en discusiones de fundición de bajo volumen dependiendo de la capacidad del proveedor y la aplicación.
Los compradores no deben forzar una aleación en cada ruta. Un diseño destinado a fundición a presión de alta presión puede no ser adecuado para la fundición en arena A356-T6 sin una revisión de geometría. Una pieza que necesita tratamiento térmico puede no encajar en una ruta de material HPDC estándar. El proveedor debe explicar qué material es realista para el proceso de bajo volumen elegido. Si la función de la pieza depende del comportamiento de la aleación, los materiales y aleaciones para fabricación de bajo volumen ayudan a separar las preocupaciones de resistencia, fundibilidad, mecanizado y acabado.
Para RFQ prácticos, los compradores deben indicar la dirección de propiedad requerida en lugar de solo un nombre de material cuando están abiertos a consejos. Las notas de propiedad útiles incluyen exposición a corrosión, estanqueidad a presión, áreas de carga, comportamiento térmico, acabado cosmético, expectativa de anodizado y superficies de sellado mecanizadas.
Niveles de herramientas para la fundición de aluminio de bajo volumen
El nivel de herramientas es una de las decisiones más importantes en bajo volumen. Un patrón simple o herramienta prototipo puede responder preguntas tempranas de validación. Las herramientas puente pueden soportar cantidades de lanzamiento mientras el mercado o el diseño aún se están confirmando. Las herramientas de producción completa pueden ser mejores una vez que el diseño, el material, el volumen y los requisitos de acabado están definidos. Si el proyecto no está listo para producción completa, las expectativas de MOQ para fundición de bajo volumen ayudan a definir qué se debe aprender antes de escalar el volumen.
El nivel de herramientas incorrecto crea desperdicio. Una herramienta de bajo costo puede no soportar la cantidad o repetibilidad dimensional necesaria. Las herramientas completas pueden ser un desperdicio si el diseño cambia después de las pruebas de campo. Los compradores deben discutir la cantidad esperada, el número de revisiones de diseño, el volumen futuro y los requisitos de calidad antes de elegir las herramientas.
Nivel de herramientas | Propósito típico | El comprador debe confirmar |
|---|---|---|
Patrón prototipo o herramienta blanda | Validación temprana de fundibilidad y muestra | Cuántas revisiones de diseño se esperan |
Herramientas puente | Cantidad de lanzamiento o producción limitada | Cantidad esperada y estándar de calidad |
Herramientas de producción | Pedidos repetidos y producción estable | Congelación de diseño, volumen anual y plan de inspección |
Mecanizado y acabado después de la fundición de aluminio de bajo volumen
Las piezas fundidas de aluminio de bajo volumen a menudo necesitan mecanizado CNC después de la fundición. Las características típicas incluyen agujeros roscados, caras de sellado, asientos de cojinetes, almohadillas de referencia, superficies de montaje planas y áreas de tolerancia ajustada. La ruta de fundición debe dejar suficiente margen de mecanizado donde la pieza terminada necesite precisión. Mecanizar en exceso cada superficie aumenta el costo, mientras que la subplanificación de superficies críticas puede crear chatarra.
El acabado superficial debe validarse en muestras fundidas reales. La pintura, el recubrimiento en polvo, el granallado, el pulido, la revisión de anodizado o el recubrimiento protector pueden revelar poros, líneas de partición, limpieza de rebabas o rugosidad superficial que no importaban en las muestras brutas. Para piezas fundidas de aluminio con caras cosméticas, la aprobación de la muestra debe definir las zonas visibles, las marcas aceptables y la protección de empaque.
Neway puede conectar la fundición de aluminio de bajo volumen con servicios de mecanizado CNC y post-proceso para que los compradores aprueben la condición de la pieza terminada, no solo la fundición en bruto.
Planificación de costos y plazos para la fundición de aluminio de bajo volumen
El costo de la fundición de aluminio de bajo volumen está determinado por el trabajo de herramientas o patrones, material, pruebas de fundición, mecanizado CNC, acabado, inspección y ciclos de corrección. Un comprador puede ver un costo inicial más alto que el mecanizado CNC porque la fundición necesita una herramienta, patrón o configuración. El costo por pieza puede volverse más atractivo cuando la pieza es grande, hueca o se necesita en docenas o cientos de piezas. Por eso, el comprador debe comparar el costo total del proyecto para la cantidad objetivo, no solo el precio de la primera pieza.
El plazo de entrega también tiene etapas. Una muestra CNC simple puede comenzar rápidamente, mientras que una ruta de fundición de bajo volumen puede requerir diseño de herramientas, construcción de herramientas, primera prueba, corrección, segunda muestra, mecanizado, acabado e inspección. Un cronograma realista debe mostrar cuándo estará lista la primera fundición en bruto, cuándo se pueden revisar las muestras terminadas y cuándo puede comenzar el lote piloto. Para la planificación del lanzamiento, esto es más útil que una única fecha de entrega optimista.
Elemento de costo o tiempo | Qué lo impulsa | Punto de control del comprador |
|---|---|---|
Herramientas o patrón | Tamaño de pieza, complejidad, machos, deslizadores y cantidad esperada | Elegir nivel prototipo, puente o producción |
Prueba de fundición | Espesor de pared, sistema de alimentación, contracción y corrección de defectos | Aprobar plan de prueba y responsabilidad de corrección |
Mecanizado | Roscas, referencias, agujeros, caras de sellado y configuración del dispositivo | Marcar características mecanizadas críticas |
Acabado | Tipo de recubrimiento, enmascaramiento, zonas cosméticas y riesgo de retrabajo | Aprobar muestra de acabado antes del lanzamiento del lote |
Inspección | CMM, calibres, prueba de fugas, FAI o estándar visual | Igualar el nivel del informe al riesgo de producción |
Defectos de fundición a revisar en piezas de aluminio de bajo volumen
Las piezas fundidas de bajo volumen deben revisarse para detectar los defectos que afectan la pieza terminada. La porosidad, la contracción, los frentes fríos, las rebabas, la alabeo, las líneas de partición rugosas y los hoyos superficiales no tienen el mismo riesgo. Un pequeño poro dentro de una nervadura no visible puede ser aceptable. Un poro abierto en una cara de sellado mecanizada puede rechazar la pieza. Una línea de partición en un borde oculto puede ser aceptable, mientras que la misma línea en una cara de cubierta visible puede requerir cambios en las herramientas o el acabado. Si el proyecto no está listo para producción completa, la fabricación de bajo volumen para soluciones de fundición personalizadas ayuda a definir qué se debe aprender antes de escalar el volumen.
Los compradores deben definir las zonas de defectos antes de aprobar las muestras. Las zonas funcionales incluyen roscas, caras de sellado, asientos de cojinetes, almohadillas de montaje planas y superficies de referencia. Las zonas cosméticas incluyen caras exteriores visibles, puntos de contacto con el cliente y cubiertas terminadas. Las zonas no críticas incluyen nervaduras ocultas o superficies internas que no afectan el rendimiento. Esta zonificación ayuda al proveedor a aplicar esfuerzo donde cambia el valor de la pieza.
Para la fundición de aluminio de bajo volumen, la revisión de defectos también es una herramienta de aprendizaje. Si el lote piloto muestra un frente frío repetido cerca de una nervadura, el diseño o el plan de compuerta pueden necesitar cambios antes de las herramientas de producción. Si el recubrimiento en polvo expone marcas de desgasificación, el pretratamiento, el horneado o la ruta del material pueden necesitar revisión. El punto es convertir los defectos en acciones correctivas específicas en lugar de un rechazo vago de la muestra.
Inspección para la fundición de aluminio de bajo volumen
La inspección debe coincidir con el objetivo de validación. Para muestras tempranas, los compradores pueden necesitar informes dimensionales, verificaciones de ajuste de ensamblaje, revisión visual y confirmación de material. Para producción piloto o puente, la inspección puede incluir CMM, calibres de rosca, calibres de tapón, verificaciones de espesor de recubrimiento, pruebas de fugas o informes de primer artículo. El plan de inspección debe centrarse en las características que controlan la función.
Bajo volumen no significa baja disciplina. Los lotes pequeños a menudo conllevan un mayor riesgo porque el proceso aún está aprendiendo. Los compradores deben registrar los cambios de herramientas, las decisiones del dispositivo de mecanizado, las muestras de acabado y los criterios de inspección para que los lotes repetidos usen el mismo estándar.
Flujo de trabajo del proveedor para la fundición de aluminio de bajo volumen
Un flujo de trabajo sólido del proveedor comienza con el modelo 3D del comprador, el dibujo 2D, el requisito de material, la cantidad y el volumen futuro. El proveedor debe revisar si la pieza se ajusta a la fundición a presión de aluminio, fundición en arena, fundición por gravedad, mecanizado CNC o una ruta combinada. La revisión debe identificar el espesor de pared, el ángulo de desmoldeo, los socavados, las necesidades de machos, el margen de mecanizado, las caras visibles, las áreas de presión o sellado y los requisitos de acabado.
Después de la selección de la ruta, el trabajo de herramientas o patrón debe planificarse en torno al objetivo de validación. Las fundiciones de prueba deben inspeccionarse antes y después del mecanizado. Las muestras de acabado deben producirse en fundiciones reales cuando la calidad de la superficie sea importante. La inspección debe centrarse en las características críticas, no en cada dimensión con el mismo esfuerzo. Finalmente, el lote de bajo volumen debe crear registros que puedan respaldar el próximo pedido: material, cambio de herramienta, dispositivo de mecanizado, estándar de acabado, informe de inspección y método de empaque.
Este flujo de trabajo convierte la fundición de aluminio de bajo volumen en un puente entre el prototipo y la producción. Sin el flujo de trabajo, un comprador puede recibir piezas utilizables pero perder las lecciones necesarias para la ampliación. Con el flujo de trabajo, cada pedido de bajo volumen mejora la próxima decisión de fabricación. Cuando la geometría o el riesgo de herramientas están involucrados, los prototipos de fundición a presión de aluminio para validación y producción de bajo volumen ayudan a los compradores a detectar problemas de fabricabilidad antes de que los cambios de molde se vuelvan costosos.
Ejemplo breve: Fundición puente para una carcasa electrónica de aluminio
Un comprador necesitaba 120 carcasas electrónicas de aluminio para un lanzamiento de campo. El mecanizado CNC a partir de barra podía cumplir con las primeras muestras, pero el costo unitario era alto y el producto futuro requeriría fundición. La pieza tenía nervaduras delgadas, resaltes de montaje, una cara de junta mecanizada y un exterior con recubrimiento en polvo negro. Las herramientas de producción completa eran arriesgadas porque la prueba de campo podría cambiar las aberturas de cables y los puntos de montaje.
El proyecto utilizó una ruta de fundición de aluminio de bajo volumen con herramientas puente, mecanizado CNC local y muestras de recubrimiento en polvo. El lote piloto expuso una nervadura que necesitaba ángulo de desmoldeo adicional y una cara de junta que requería margen de mecanizado extra. Después de la corrección, el comprador usó las piezas de lanzamiento para validación de campo y llevó las lecciones al plan de herramientas de producción.
Qué incluir en un RFQ de fundición de aluminio de bajo volumen
Un RFQ de fundición de aluminio de bajo volumen debe incluir archivos CAD, dibujos 2D, cantidad objetivo, volumen futuro, material preferido, entorno de aplicación, dimensiones críticas, características mecanizadas, requisito de acabado, necesidades de inspección, estabilidad de diseño esperada y tiempo de lanzamiento. El proveedor necesita estos detalles para recomendar CNC, fundición en arena, fundición a presión de prototipo, herramientas puente o herramientas de producción.
Elemento del RFQ | Por qué es importante |
|---|---|
Cantidad de bajo volumen | Separa las necesidades de prototipo, lote piloto y producción puente |
Volumen futuro | Guía si las herramientas puente o de producción son apropiadas |
Dirección del material | Conecta A380, ADC12, A356-T6 u otras opciones al proceso |
Áreas de mecanizado | Define agujeros, caras, referencias y características críticas de tolerancia |
Estándar de acabado | Controla el recubrimiento, los defectos visibles, el enmascaramiento y el empaque |
Objetivo de validación | Muestra si las piezas son para revisión del cliente, prueba de campo o liberación de producción |
Newapuede apoyar proyectos de fundición de aluminio de bajo volumen revisando juntos el material, la ruta de fundición, el nivel de herramientas, el mecanizado CNC, el acabado superficial, la inspección y la transferencia a producción. Esto ayuda a los compradores a usar piezas de bajo volumen como evidencia de fabricación confiable antes de comprometerse con la producción completa. Para proyectos en etapa de validación, el soporte de fabricación de bajo volumen ayuda a los compradores a conectar los hallazgos de los prototipos con el próximo pedido de bajo volumen o repetido.
Cómo los resultados de bajo volumen se transfieren a la producción completa
El valor de la fundición de aluminio de bajo volumen aumenta cuando los resultados se transfieren a la planificación de producción completa. Si la ruta de bajo volumen demuestra que una cara de junta mecanizada necesita material adicional, las herramientas de producción deben incluir ese margen. Si el lote piloto muestra que una cara visible con recubrimiento en polvo necesita una línea de partición o método de limpieza diferente, la herramienta de producción debe proteger esa superficie. Si un resalte roscado necesita una estrategia de referencia más sólida, el dispositivo de producción debe usar la referencia aprobada.
Los compradores deben solicitar un resumen de transferencia a producción después del lote de bajo volumen. El resumen debe enumerar el material aprobado, las notas de herramientas, las revisiones de dibujo, el dispositivo de mecanizado, la muestra de acabado, el método de inspección, el método de empaque y los problemas abiertos restantes. Esto evita que el equipo de producción repita pruebas antiguas y ayuda a compras a entender qué supuestos están definidos.
La fundición de aluminio de bajo volumen es más potente cuando no se trata como un pedido de muestra aislado. Debe crear evidencia para futuras decisiones de producción, calificación de proveedores y planificación de costos.
Los compradores también deben decidir qué hallazgos deben cerrarse antes del próximo pedido. El material y la geometría pueden estar aprobados, mientras que el color del recubrimiento o el empaque aún pueden necesitar ajustes. Una nota de liberación clara permite que el próximo lote proceda con cambios controlados en lugar de reiniciar todo el ciclo de aprobación. Así es como la fundición de bajo volumen protege el tiempo de lanzamiento sin ocultar el riesgo de fabricación.
Esa nota de liberación debe nombrar la revisión de dibujo aprobada, el material aceptado, la fecha de la muestra y el método de inspección utilizado para las características críticas.
También debe identificar quién aprobó la muestra terminada, para que ingeniería, compras y calidad usen la misma base durante los pedidos repetidos.
Preguntas frecuentes
¿Cuándo es la fundición de aluminio de bajo volumen la opción correcta?
¿Cómo se compara la fundición de aluminio de bajo volumen con el mecanizado CNC?
¿Qué opciones de herramientas se adaptan a las piezas fundidas de aluminio de bajo volumen?
¿Qué información se necesita para una cotización de fundición de aluminio de bajo volumen?
