Prototipos de fundición a presión de aluminio para validación de diseño y producción de bajo volumen
Prototipos de fundición a presión de aluminio para validación de diseño y producción de bajo volumen
Los compradores suelen buscar prototipos de fundición a presión de aluminio cuando necesitan validar un diseño de pieza de aluminio antes de pasar a la fabricación de herramientas formales, la fabricación de bajo volumen o la producción en masa. Estos prototipos no son simples muestras. Ayudan a los compradores a verificar la estructura de la pieza, el rendimiento del material, las dimensiones, el ajuste del ensamblaje, el acabado superficial, los requisitos de mecanizado CNC posterior y la viabilidad de producción antes de comenzar una inversión mayor.
Para piezas personalizadas de fundición a presión de aluminio, pasar directamente a la producción en masa sin validación de prototipos puede generar riesgos costosos. Si el espesor de pared, nervios, refuerzos, agujeros, roscas, superficies de sellado, datos de ensamblaje o requisitos de tratamiento superficial no se prueban temprano, los problemas pueden aparecer después de que la fabricación de herramientas, el muestreo o la producción por lotes ya hayan comenzado. En esa etapa, los cambios de diseño, la modificación de moldes, los cambios de mecanizado y el retrabajo pueden volverse mucho más costosos.
Los prototipos de fundición a presión de aluminio ayudan a los compradores a reducir esos riesgos confirmando si la pieza está lista para la siguiente etapa de producción. Un buen plan de prototipos puede conectar la revisión del diseño, la selección de materiales, el prototipado rápido, la fabricación de herramientas y matrices, la fundición a presión de aluminio, el mecanizado CNC posterior, el acabado superficial, la inspección, la fabricación de bajo volumen y la producción en masa en una ruta de validación práctica.
¿Qué son los prototipos de fundición a presión de aluminio?
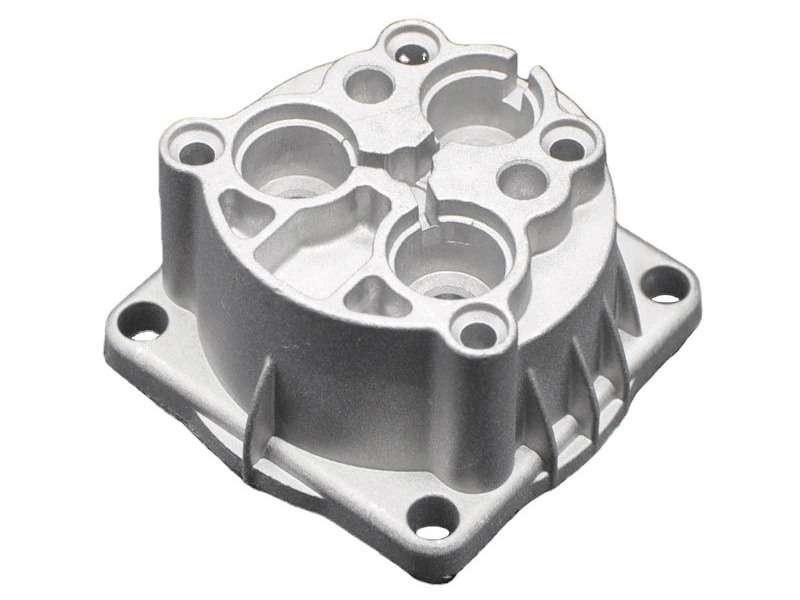
Los prototipos de fundición a presión de aluminio son piezas tempranas de aluminio utilizadas para validar el diseño del producto, el comportamiento del material, la viabilidad de fundición, el control dimensional, el ajuste del ensamblaje y el rendimiento funcional antes de la producción completa. Pueden producirse mediante prototipado rápido, herramientas blandas, herramientas de prueba, fundición de muestras, producción de prueba de bajo volumen, mecanizado CNC posterior y acabado superficial, dependiendo de la etapa del proyecto.
El propósito no es solo ver la forma de la pieza. Los compradores utilizan prototipos de fundición a presión de aluminio para comprender si el diseño puede fabricarse de manera fiable como un componente de aluminio fundido. Esto incluye verificar el espesor de pared, ángulos de salida, nervios, refuerzos, riesgo de contracción, ubicaciones de agujeros, margen de mecanizado, superficies de sellado, áreas de recubrimiento e interfaces de ensamblaje.
Para proyectos en etapas tempranas, el servicio de prototipado rápido puede ayudar a crear piezas de prueba antes de que se finalicen las herramientas de producción. Para una validación más relacionada con la producción, la validación de prototipos ayuda a confirmar si la pieza de aluminio está lista para avanzar hacia la producción de bajo volumen o en masa. Los compradores también pueden revisar el servicio de prototipado rápido para piezas de fundición de metal precisas al planificar proyectos de fundición de aluminio para prototipos.
Propósito del prototipo | Qué validan los compradores | Beneficio principal de producción |
|---|---|---|
Validación de diseño | Espesor de pared, nervios, refuerzos, ángulos de salida y estructura de la pieza | Reduce el riesgo de modificación del molde |
Validación de material | Resistencia, peso, resistencia a la corrosión, comportamiento térmico y maquinabilidad | Confirma la idoneidad del material antes de la producción |
Validación de ensamblaje | Ajuste, puntos de montaje, superficies de referencia e interfaces de acoplamiento | Reduce el riesgo de fallo en el ensamblaje |
Validación de mecanizado | Agujeros, roscas, caras de sellado, bridas y dimensiones de precisión | Confirma la estrategia de mecanizado CNC posterior |
Validación de acabado superficial | Apariencia, adhesión del recubrimiento, color, textura y protección contra la corrosión | Reduce el retrabajo de acabado antes de la producción por lotes |

¿Cuándo necesitan los compradores prototipos de fundición a presión de aluminio?
Los compradores necesitan prototipos de fundición a presión de aluminio cuando un nuevo diseño de pieza de aluminio debe probarse antes de una mayor inversión en producción. Esto es común en el desarrollo de nuevos productos, la aprobación de muestras de clientes, la evaluación de herramientas, pruebas previas a la producción y proyectos que se preparan para pasar de prototipos CNC a la producción de fundición a presión de aluminio.
La validación de prototipos es especialmente útil cuando la pieza tiene relaciones de ensamblaje inciertas, espesor de pared complejo, ubicaciones importantes de agujeros, características roscadas, superficies de sellado, superficies estéticas o requisitos de tratamiento superficial. Si estas áreas no se confirman antes de la producción, los problemas posteriores pueden aumentar el costo de las herramientas, retrasar la entrega y crear riesgos de calidad en los lotes.
Los compradores suelen utilizar primero la validación de prototipos y luego pasan a la fabricación de bajo volumen cuando el diseño se vuelve más estable. Una vez confirmados el material, las herramientas, las áreas de mecanizado CNC, el acabado superficial, el método de inspección y el rendimiento del ensamblaje, el proyecto puede avanzar hacia la producción en masa. Si los resultados del prototipo muestran que se necesitan cambios en las herramientas, el soporte de fabricación de herramientas y matrices se vuelve importante antes de continuar con la producción.
Situación del comprador | Por qué se necesitan prototipos de fundición a presión de aluminio | Riesgo reducido |
|---|---|---|
Desarrollo de nuevos productos | El diseño de la pieza no ha sido probado en condiciones reales de producción | Fallo de diseño después de la inversión en herramientas |
La relación de ensamblaje es incierta | Los puntos de montaje, agujeros y datos necesitan verificación física | Malo ajuste y retrabajo de ensamblaje |
Se debe probar el rendimiento del material | La aleación debe cumplir con necesidades de resistencia, peso, corrosión o térmicas | Selección incorrecta de material |
Se debe aprobar el tratamiento superficial | El color, recubrimiento, textura y protección contra la corrosión necesitan validación | Rechazo estético y retrabajo de acabado |
El proyecto avanza hacia la producción | El comprador necesita confianza antes de la producción de bajo volumen o en masa | Defectos en lotes y cambios de producción costosos |
Prototipos de fundición a presión de aluminio frente a prototipos de aluminio CNC
Los prototipos de aluminio CNC y los prototipos de fundición a presión de aluminio sirven para propósitos diferentes. El mecanizado CNC es útil para muestras rápidas, verificación temprana de formas, comprobaciones de precisión local y piezas de bajo volumen cuando el diseño aún está cambiando. Puede producir prototipos de aluminio precisos sin herramientas de producción.
Sin embargo, los prototipos de aluminio CNC no siempre representan el comportamiento final de la fundición a presión. Pueden no revelar problemas relacionados con la fundición, como problemas de espesor de pared, contracción, riesgo de porosidad, requisitos de ángulo de salida, efectos de ubicación de compuertas, diferencias superficiales o cómo interactuará el mecanizado posterior con una pieza fundida en bruto. Los prototipos de fundición a presión de aluminio son más útiles cuando el comprador necesita validar la pieza más cerca de su estado final de producción.
La comparación entre mecanizado CNC frente a fundición puede ayudar a los compradores a decidir qué método de prototipado se ajusta a la etapa del proyecto. En muchos proyectos, ambos métodos trabajan juntos: los prototipos CNC ayudan a verificar el diseño temprano, mientras que los prototipos de fundición a presión de aluminio validan la viabilidad de producción. Después de la fundición, el mecanizado posterior puede finalizar agujeros críticos, roscas, superficies de sellado y datos de ensamblaje.
Punto de comparación | Prototipos de aluminio CNC | Prototipos de fundición a presión de aluminio |
|---|---|---|
Propósito principal | Verificación rápida de diseño y dimensional | Validación de fundición orientada a la producción |
Requisito de herramientas | No se requiere herramienta de fundición a presión | Puede requerir herramientas blandas, herramientas de prueba o herramientas relacionadas con la producción |
Comportamiento del material | Valida el comportamiento del aluminio mecanizado | Valida mejor el comportamiento del aluminio fundido |
Valor de referencia de producción | Útil para el diseño temprano, pero puede no reflejar los riesgos de fundición | Más útil para el proceso de fundición a presión, acabado y decisiones de escalado |
Mejor etapa | Prototipo temprano o iteración de diseño | Validación previa a la producción y planificación de bajo volumen |
Cómo ayudan los prototipos a validar el diseño de fundición a presión de aluminio
Los prototipos de fundición a presión de aluminio ayudan a los compradores a confirmar si un diseño de pieza es adecuado para la fundición antes de que comience la producción a gran escala. Un diseño puede parecer aceptable en CAD, pero las pruebas físicas de prototipos pueden revelar problemas relacionados con el espesor de pared, la disposición de nervios, las posiciones de agujeros, los ángulos de salida, la contracción, la deformación, el acabado superficial, el margen de mecanizado y la estabilidad del ensamblaje.
El soporte de diseño temprano y la revisión de ingeniería pueden ayudar a identificar riesgos de fabricabilidad antes de la producción de prototipos. Los compradores también pueden revisar el diseño innovador para piezas de fundición de metal personalizadas y los diseños de componentes optimizados para mejorar la fabricabilidad y la eficiencia al preparar proyectos de fundición a presión de aluminio.
Las pruebas de prototipos ayudan a los compradores a decidir si la pieza está lista para la siguiente etapa. Si el prototipo confirma dimensiones estables, calidad superficial aceptable, ajuste de ensamblaje adecuado, rendimiento de material suitable y requisitos claros de mecanizado CNC posterior, el proyecto puede avanzar con más confianza hacia la fabricación de bajo volumen o la producción en masa.
Área de validación | Qué revela el prototipo | Por qué es importante antes de la producción |
|---|---|---|
Espesor de pared | Si la pieza se llena correctamente y evita la contracción o distorsión | Reduce el riesgo de defectos de fundición |
Nervios y refuerzos | Si las características de refuerzo causan hundimientos, tensión o deformación | Mejora la fiabilidad estructural |
Ángulos de salida y esquinas | Si la pieza puede liberarse correctamente del molde | Reduce problemas de herramientas y eyección |
Áreas de agujeros y roscas | Si se necesita mecanizado CNC posterior y dónde se requiere margen | Mejora el ajuste final y la fiabilidad de sujeción |
Datos de ensamblaje | Si las superficies de acoplamiento y puntos de referencia son estables | Mejora la calidad repetible del ensamblaje |
Áreas de acabado superficial | Si las superficies estéticas o recubiertas cumplen con el requisito final | Reduce el retrabajo de acabado y el rechazo visual |
¿Qué aleaciones de aluminio son adecuadas para la fundición a presión de prototipos?
Los prototipos de fundición a presión de aluminio deben utilizar la aleación de producción final o un material cercano al rendimiento final siempre que sea posible. Esto es importante porque diferentes aleaciones de aluminio afectan la resistencia, el peso, la fluidez, la resistencia a la corrosión, el rendimiento térmico, la compatibilidad con tratamientos superficiales, la maquinabilidad y el costo de producción.
Los compradores pueden comparar aleaciones de fundición a presión de aluminio antes de confirmar el material del prototipo. La A380 se usa comúnmente para piezas estructurales, carcasas, soportes y aplicaciones generales de fundición a presión de aluminio. La A356 puede considerarse para proyectos que necesitan diferentes requisitos de resistencia o rendimiento. La A413 puede ser útil cuando la fluidez y las estructuras complejas son importantes.
Para necesidades comunes de fundición a presión de alta presión, también pueden revisarse la A383 o ADC12. La A360 puede considerarse cuando la resistencia a la corrosión y las necesidades de aplicación estructural son parte del proyecto. La aleación correcta debe coincidir con las condiciones de uso real en lugar de elegirse solo por disponibilidad o precio.
Dirección de aleación de aluminio | Valor típico del prototipo | Punto de decisión del comprador |
|---|---|---|
A380 | Opción común de fundición a presión de aluminio para carcasas y piezas estructurales | Útil cuando los compradores necesitan fundibilidad equilibrada y rendimiento general |
A356 | Puede apoyar proyectos con diferentes necesidades de resistencia y rendimiento | Útil cuando el rendimiento mecánico es una preocupación principal |
A413 | Puede ayudar con la fluidez y formas complejas | Útil para estructuras de fundición delgadas o detalladas |
A383 o ADC12 | Dirección común para la producción de fundición a presión de alta presión | Útil para la evaluación de prototipos orientada a la producción |
A360 | Puede considerarse para resistencia a la corrosión y aplicaciones estructurales | Útil cuando la exposición ambiental es importante |
Cómo mejora el mecanizado CNC posterior los prototipos de fundición a presión de aluminio
Muchos prototipos de fundición a presión de aluminio no pueden depender solo de la fundición para lograr la precisión funcional final. Incluso cuando la forma fundida es correcta, áreas como agujeros de montaje, agujeros roscados, agujeros de posicionamiento, caras de sellado, superficies de brida, zonas de planitud y datos de ensamblaje pueden necesitar mecanizado CNC posterior.
El mecanizado CNC posterior mejora la precisión del prototipo acabando las características que afectan directamente al ensamblaje y la función. Ayuda a los compradores a confirmar si el margen de mecanizado, la estrategia de sujeción, el plan de datos y el método de inspección son prácticos antes de que comience la producción de bajo volumen o en masa.
Los compradores también pueden revisar cómo el mecanizado CNC mejora la precisión dimensional en piezas de fundición a presión y cómo el mecanizado CNC posterior garantiza el ajuste del ensamblaje y la fiabilidad funcional. Para prototipos personalizados que requieren agujeros de precisión, roscas, barrenos o caras de sellado, el mecanizado CNC debe planificarse en la etapa de prototipo en lugar de añadirse solo después de que aparezcan problemas de producción.
Característica mecanizada | Por qué es importante en los prototipos | Decisión de producción respaldada |
|---|---|---|
Agujeros de montaje | Confirma la alineación del ensamblaje y la posición del agujero | Define la estrategia de mecanizado de producción |
Agujeros roscados | Verifica el rendimiento de sujeción y la calidad de la rosca | Confirma requisitos de roscado, profundidad y tolerancia |
Caras de sellado | Comprueba la planitud y calidad superficial para el sellado | Reduce el riesgo de fugas en la producción |
Datos de ensamblaje | Define cómo se ubica la pieza durante el ensamblaje y el mecanizado | Mejora la planificación de sujeción e inspección |
Superficies de brida | Verifica el contacto, planitud y calidad de acoplamiento | Apoya la planificación final de tolerancias |
Opciones de acabado superficial para prototipos de fundición a presión de aluminio
El acabado superficial debe probarse durante la etapa de prototipo porque el acabado puede afectar la apariencia, la resistencia a la corrosión, la adhesión del recubrimiento, el color, la textura, el margen dimensional y el costo final. Si el tratamiento superficial no se valida hasta la producción en masa, los compradores pueden descubrir problemas estéticos o funcionales demasiado tarde.
Los prototipos de fundición a presión de aluminio pueden utilizar opciones de acabado superficial y postprocesamiento como anodizado, anodizado por arco, pintura, recubrimiento en polvo, granallado y tumbado. El acabado correcto depende de la aplicación del producto, el requisito visual, el entorno de corrosión, la condición de desgaste y el presupuesto.
La guía sobre opciones de acabado superficial para fundición a presión de aluminio puede ayudar a los compradores a comparar el costo de acabado, la apariencia visual, la resistencia a la corrosión y la idoneidad del proceso antes de escalar la producción.
Opción de acabado | Qué ayuda a validar | Por qué es importante antes de la producción |
|---|---|---|
Anodizado | Apariencia superficial, protección contra la corrosión y compatibilidad con la aleación | Reduce el riesgo de inconsistencia de color o acabado |
Anodizado por arco | Rendimiento de superficie más dura y comportamiento del recubrimiento | Útil para requisitos exigentes de durabilidad |
Pintura | Color, adhesión y calidad estética | Mejora el control de apariencia面向客户 |
Recubrimiento en polvo | Espesor del recubrimiento, protección y apariencia | Ayuda a planificar el margen dimensional y la calidad del recubrimiento |
Granallado | Textura y preparación superficial | Mejora la consistencia del acabado antes del recubrimiento |
Tumbado | Eliminación de rebabas y calidad de manipulación | Mejora el acabado de piezas pequeñas y la consistencia de lotes |
De los prototipos de fundición a presión de aluminio a la producción de bajo volumen y en masa
La etapa de prototipo no es el objetivo final. Es un punto de decisión que ayuda a los compradores a determinar si la pieza está lista para la fabricación de bajo volumen o la producción en masa. Un prototipo exitoso de fundición a presión de aluminio debe confirmar la estabilidad del diseño, la selección de materiales, las áreas de mecanizado CNC posterior, los requisitos de acabado superficial, los estándares de inspección, el ajuste del ensamblaje y la capacidad de entrega del proveedor.
Cuando el prototipo está aprobado pero la demanda aún se está probando, la fabricación de bajo volumen puede ayudar a los compradores a validar la consistencia de lotes, los comentarios de los clientes, el rendimiento del ensamblaje y la capacidad de respuesta del proveedor. El blog sobre fabricación eficiente de bajo volumen para soluciones de fundición personalizadas es útil para esta etapa.
Cuando el diseño está congelado, la demanda es estable, los requisitos de inspección son claros y las condiciones de producción están aprobadas, el proyecto puede pasar a la producción en masa. Los compradores pueden revisar la producción en masa rentable de piezas personalizadas en fundición a presión de metal al planificar la etapa de ampliación de la producción.
Etapa | Propósito principal | Decisión del comprador |
|---|---|---|
Validación de prototipos | Comprobar diseño, material, ajuste, mecanizado, acabado y función | Decidir si el diseño está listo para pruebas de producción |
Fabricación de bajo volumen | Validar calidad de pequeños lotes, entrega y comentarios de clientes | Decidir si la demanda y la calidad son lo suficientemente estables para escalar |
Producción en masa | Producir lotes estables con herramientas aprobadas y control de procesos | Reducir el costo unitario a largo plazo y mejorar la consistencia de entrega |
Cómo elegir un proveedor para prototipos de fundición a presión de aluminio
Elegir un proveedor para prototipos de fundición a presión de aluminio no debe basarse solo en el precio del prototipo. Los compradores deben verificar si el proveedor puede apoyar la revisión del diseño, la fundición a presión de aluminio, el prototipado rápido, la fabricación de herramientas y matrices, el mecanizado CNC posterior, el acabado superficial, la inspección, la fabricación de bajo volumen y la transición a la producción en masa.
Un proveedor calificado debe proporcionar retroalimentación DFM antes de la producción. Esto ayuda a identificar problemas de espesor de pared, problemas de ángulo de salida, riesgo de línea de separación, riesgo de contracción, margen de mecanizado, preocupaciones sobre el acabado superficial y complejidad de las herramientas. El proveedor también debe ayudar a los compradores a decidir si el prototipo debe fabricarse mediante mecanizado CNC, prototipado rápido, herramientas de prueba, fundición a presión de aluminio o un proceso combinado.
Para proyectos orientados a la producción, los compradores deben confirmar si el proveedor puede apoyar la fabricación de herramientas y matrices, el mecanizado CNC posterior, el acabado superficial y postprocesamiento y la coordinación completa del proyecto. Un proveedor con capacidad de servicio de fabricación integral puede reducir las brechas de comunicación entre el diseño, la fundición, el mecanizado, el acabado, la inspección y el escalado de la producción.
Capacidad del proveedor | Por qué los compradores deben verificarlo | Qué ayuda a prevenir |
|---|---|---|
Análisis DFM | Los diseños de prototipos a menudo necesitan revisión de fabricabilidad | Cambios en herramientas y defectos de fundición |
Fundición a presión de aluminio | El prototipo debe reflejar el comportamiento de fundición de producción cuando sea posible | Mala transición de muestra a producción |
Prototipado rápido | Pueden necesitarse muestras tempranas antes de las decisiones de herramientas | Validación lenta del diseño |
Fabricación de herramientas y matrices | Las herramientas afectan la precisión del prototipo y la preparación para la producción | Calidad inestable de muestras y cambios de molde |
Mecanizado CNC posterior | Agujeros críticos, roscas, caras de sellado y datos a menudo necesitan mecanizado | Fallo de ensamblaje y funcional |
Acabado superficial | La apariencia del prototipo y el comportamiento del recubrimiento deben validarse temprano | Rechazo estético y retrabajo de acabado |
Escalado de producción | El proveedor debe apoyar la producción de bajo volumen y en masa después de la aprobación del prototipo | Riesgo de cambio de proveedor durante el escalado |
Neway admite proyectos de prototipos de fundición a presión de aluminio que requieren fundición a presión de aluminio, prototipado rápido, validación de prototipos, fabricación de herramientas y matrices, mecanizado CNC posterior, acabado superficial, inspección, fabricación de bajo volumen y transición a la producción en masa. Para compradores que buscan piezas personalizadas de fundición a presión de aluminio, un proveedor integrado puede ayudar a reducir el riesgo de prototipos y preparar el proyecto para una producción estable.
Preguntas frecuentes
¿Para qué se utilizan los prototipos de fundición a presión de aluminio?
¿Pueden los prototipos de fundición a presión de aluminio utilizar la aleación de producción final?
¿Cómo reducen los prototipos de fundición a presión de aluminio el riesgo de producción en masa?
¿Necesitan los prototipos de fundición a presión de aluminio mecanizado CNC y acabado superficial?


