Español
Posprocesado para fundiciones a presión personalizadas
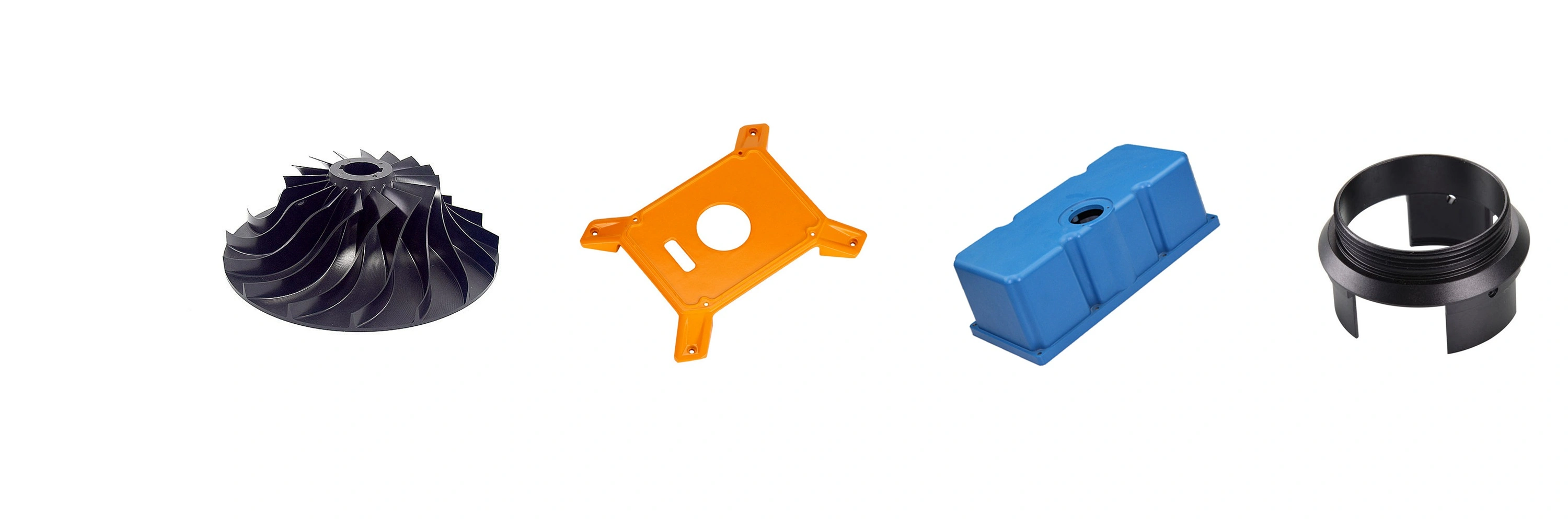
Nuestro posprocesado para fundiciones a presión personalizadas incluye técnicas esenciales como mecanizado posterior, chorro de arena, vibrado, ensamblaje, pintado, recubrimiento en polvo, anodizado y anodizado por arco. Estos procesos mejoran la calidad superficial, la durabilidad y la funcionalidad, garantizando precisión y alto rendimiento en cada pieza.
- Posprocesado de fundición de aluminio
- Posprocesado de fundición de zinc
- Posprocesado de fundición de cobre
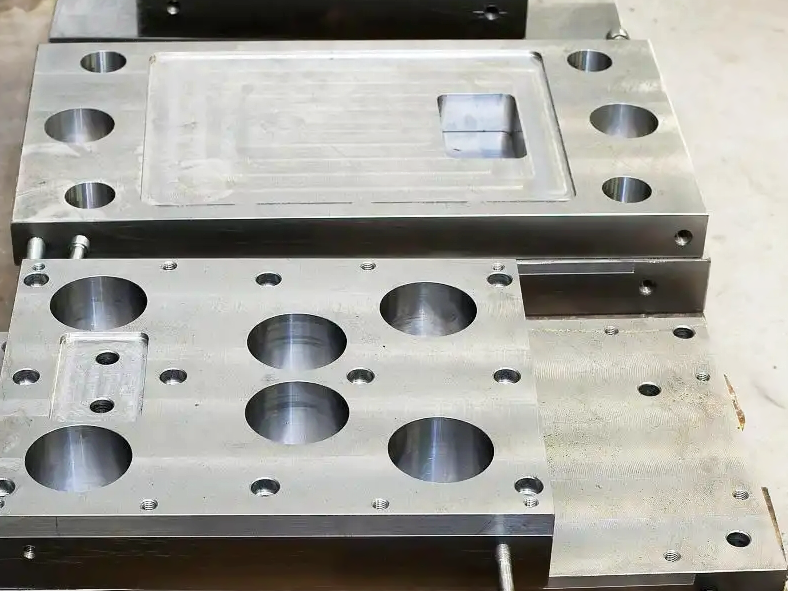
- Posprocesado de herramientas y moldes
Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Posprocesado típico para fundiciones a presión
Los posprocesados típicos para fundiciones a presión incluyen mecanizado posterior, chorro de arena, vibrado, ensamblaje, pintado, recubrimiento en polvo, anodizado y anodizado por arco. Estas técnicas refinan la calidad superficial, mejoran la durabilidad y la estética, garantizando precisión, funcionalidad y un rendimiento duradero en cada pieza.

El chorro de arena limpia, suaviza y texturiza las piezas de fundición a presión, mejorando el acabado y preparándolas para procesados posteriores.

El vibrado suaviza y pule piezas, eliminando rebabas e imperfecciones, resultando en superficies uniformes y mejores acabados.

El ensamblaje consiste en unir componentes individuales para formar el producto final de fundición, asegurando la funcionalidad adecuada.

El anodizado mejora la capa superficial, aumentando la resistencia a la corrosión y ofreciendo opciones de color para las piezas de aluminio fundido a presión.
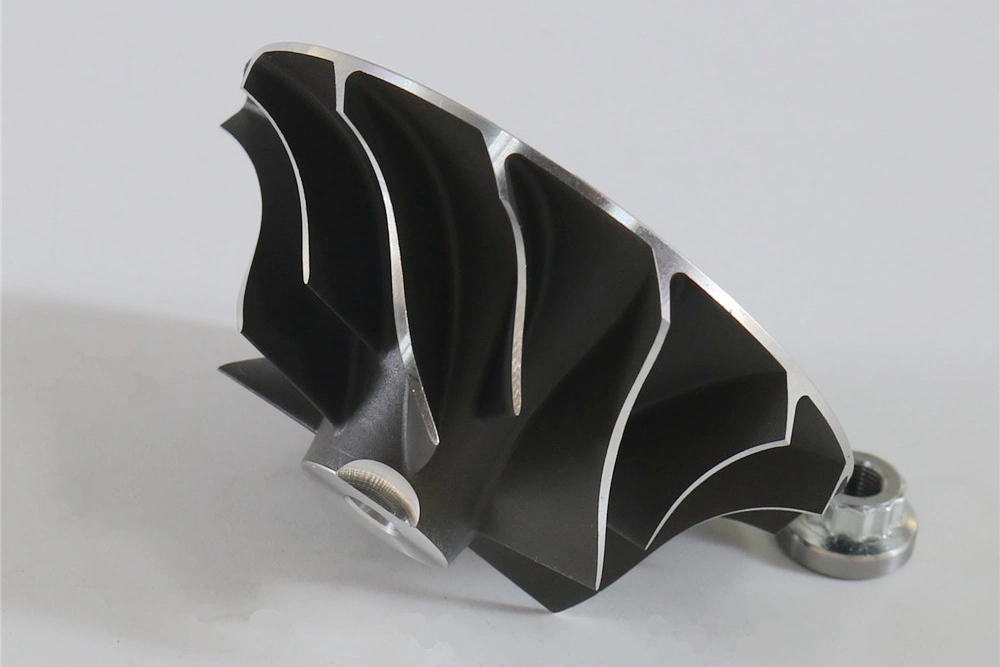
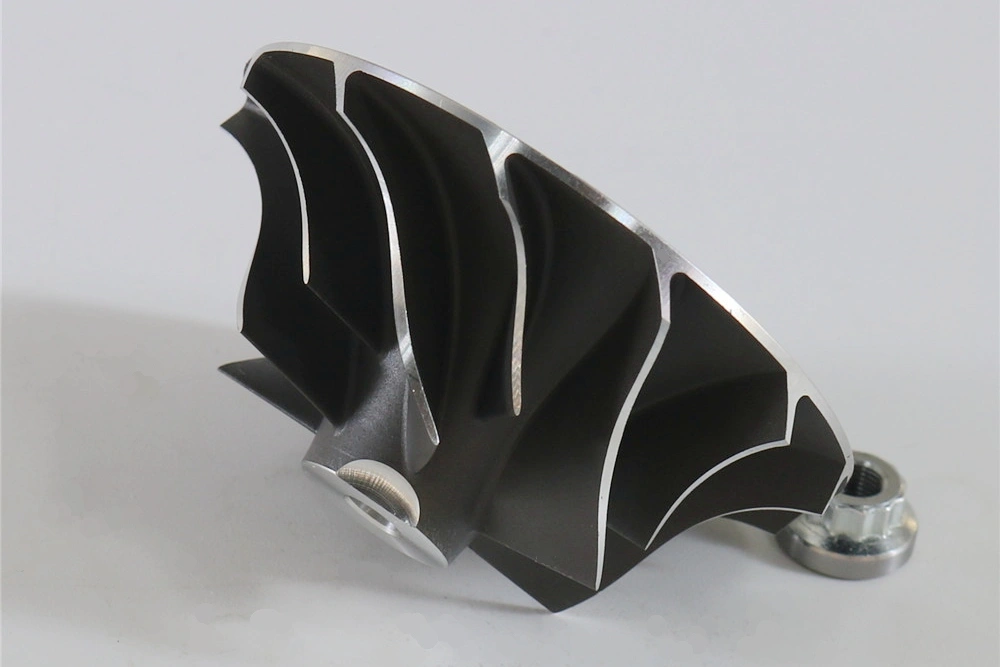
El mecanizado posterior mejora la precisión dimensional y el acabado superficial al mecanizar piezas de fundición a presión según especificaciones exactas.

El recubrimiento en polvo proporciona un acabado duradero y uniforme, mejorando la apariencia y aumentando la resistencia al desgaste de las piezas de fundición.

El pintado proporciona acabados estéticos, permite la personalización de colores y agrega una capa adicional de resistencia a la corrosión.

El anodizado por arco crea recubrimientos únicos, decorativos y duraderos, aportando una apariencia distintiva y protección adicional.
El chorro de arena limpia, suaviza y texturiza las piezas de fundición a presión, mejorando el acabado y preparándolas para procesados posteriores.
El vibrado suaviza y pule piezas, eliminando rebabas e imperfecciones, resultando en superficies uniformes y mejores acabados.
El ensamblaje consiste en unir componentes individuales para formar el producto final de fundición, asegurando la funcionalidad adecuada.
El anodizado mejora la capa superficial, aumentando la resistencia a la corrosión y ofreciendo opciones de color para las piezas de aluminio fundido a presión.
El mecanizado posterior mejora la precisión dimensional y el acabado superficial al mecanizar piezas de fundición a presión según especificaciones exactas.
El recubrimiento en polvo proporciona un acabado duradero y uniforme, mejorando la apariencia y aumentando la resistencia al desgaste de las piezas de fundición.
El pintado proporciona acabados estéticos, permite la personalización de colores y agrega una capa adicional de resistencia a la corrosión.
El anodizado por arco crea recubrimientos únicos, decorativos y duraderos, aportando una apariencia distintiva y protección adicional.
El anodizado mejora la capa superficial, aumentando la resistencia a la corrosión y ofreciendo opciones de color para las piezas de aluminio fundido a presión.
El mecanizado posterior mejora la precisión dimensional y el acabado superficial al mecanizar piezas de fundición a presión según especificaciones exactas.
El recubrimiento en polvo proporciona un acabado duradero y uniforme, mejorando la apariencia y aumentando la resistencia al desgaste de las piezas de fundición.
El pintado proporciona acabados estéticos, permite la personalización de colores y agrega una capa adicional de resistencia a la corrosión.
El anodizado por arco crea recubrimientos únicos, decorativos y duraderos, aportando una apariencia distintiva y protección adicional.
El chorro de arena limpia, suaviza y texturiza las piezas de fundición a presión, mejorando el acabado y preparándolas para procesados posteriores.
El vibrado suaviza y pule piezas, eliminando rebabas e imperfecciones, resultando en superficies uniformes y mejores acabados.
El ensamblaje consiste en unir componentes individuales para formar el producto final de fundición, asegurando la funcionalidad adecuada.
El anodizado mejora la capa superficial, aumentando la resistencia a la corrosión y ofreciendo opciones de color para las piezas de aluminio fundido a presión.
El mecanizado posterior mejora la precisión dimensional y el acabado superficial al mecanizar piezas de fundición a presión según especificaciones exactas.
Comparación de métodos de posprocesado
Los métodos de posprocesado varían según el material, la aplicación y los requisitos de acabado. Técnicas como el chorro de arena y el vibrado son rápidas y rentables para limpiar y pulir. El anodizado y el anodizado por arco aportan resistencia a la corrosión, mientras que el recubrimiento en polvo y el pintado mejoran la durabilidad y la estética. El mecanizado posterior garantiza tolerancias ajustadas. Cada método equilibra velocidad, coste y calidad según las necesidades del proyecto.
Comencemos un nuevo proyecto hoy
Frequently Asked Questions
Explorar blogs relacionados



Explorar recursos relacionados


Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.