Français
Service de prototypage d’usinage CNC en ligne
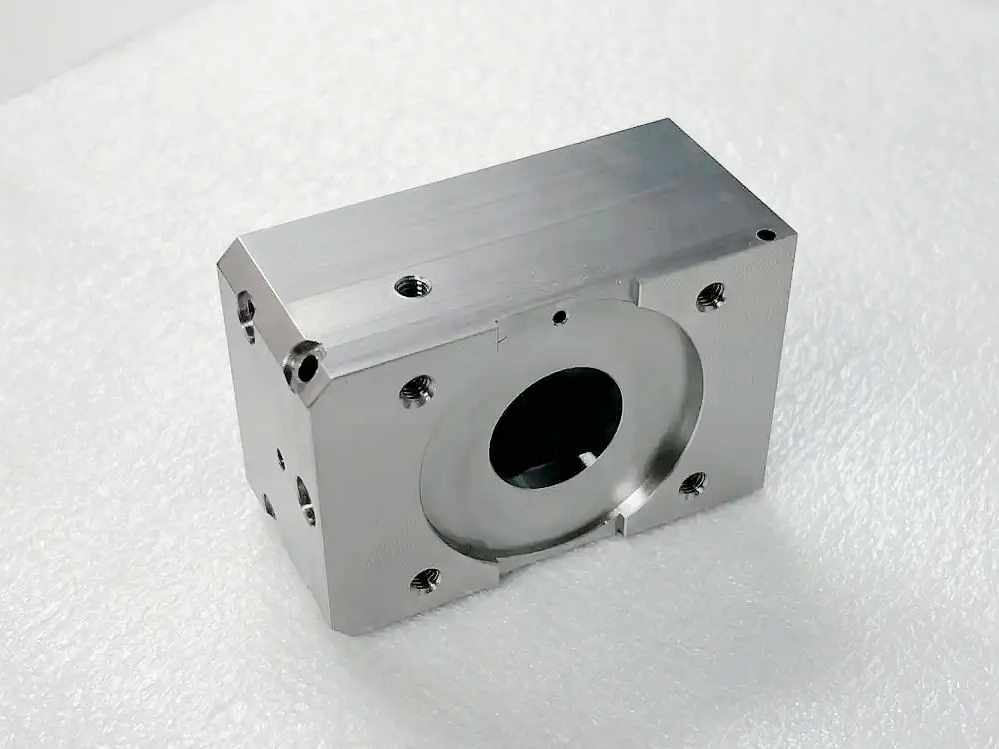
Notre service de prototypage d’usinage CNC en ligne propose une variété de solutions d’usinage de précision, notamment le fraisage CNC, le tournage, le perçage, l’alésage, la rectification, l’usinage multi-axes et l’EDM. Idéal pour produire des prototypes de haute qualité avec une précision exceptionnelle pour de nombreux secteurs.

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
Nos capacités de prototypage en usinage CNC
Nos capacités de prototypage en usinage CNC incluent des techniques de précision telles que le fraisage, le tournage, le perçage, l’alésage, la rectification, l’usinage multi-axes et l’EDM. Ces services garantissent une production rapide, précise et économique de prototypes de haute qualité pour des industries variées.

Élargit et affine des trous existants, améliorant la précision, les tolérances et la qualité de surface pour des caractéristiques internes exigeantes.

Utilise des meules abrasives pour obtenir des finitions fines, enlevant de petites imperfections des pièces imprimées en 3D pour une meilleure esthétique et fonctionnalité.

Autorise des coupes complexes depuis plusieurs directions, offrant une grande précision et polyvalence pour des conceptions détaillées ou asymétriques.

Garantit des tolérances serrées et des mesures exactes, affinant les pièces imprimées en 3D pour répondre aux normes les plus élevées des applications haute performance.

Améliore les pièces imprimées en 3D : meilleure finition de surface, exactitude dimensionnelle et performances globales accrues, garantissant des produits finis de haute qualité.

Utilise des fraises rotatives pour enlever la matière et façonner les pièces imprimées en 3D selon des spécifications exactes, avec haute précision et surfaces lisses.

La pièce tourne tandis qu’un outil enlève la matière ; idéal pour des formes cylindriques ou sphériques, avec une précision et une qualité de surface améliorées.

Crée des trous et des caractéristiques internes spécifiques avec précision, améliorant la fonctionnalité et l’ajustement des pièces imprimées en 3D pour l’assemblage.
Élargit et affine des trous existants, améliorant la précision, les tolérances et la qualité de surface pour des caractéristiques internes exigeantes.
Utilise des meules abrasives pour obtenir des finitions fines, enlevant de petites imperfections des pièces imprimées en 3D pour une meilleure esthétique et fonctionnalité.
Autorise des coupes complexes depuis plusieurs directions, offrant une grande précision et polyvalence pour des conceptions détaillées ou asymétriques.
Garantit des tolérances serrées et des mesures exactes, affinant les pièces imprimées en 3D pour répondre aux normes les plus élevées des applications haute performance.
Améliore les pièces imprimées en 3D : meilleure finition de surface, exactitude dimensionnelle et performances globales accrues, garantissant des produits finis de haute qualité.
Utilise des fraises rotatives pour enlever la matière et façonner les pièces imprimées en 3D selon des spécifications exactes, avec haute précision et surfaces lisses.
La pièce tourne tandis qu’un outil enlève la matière ; idéal pour des formes cylindriques ou sphériques, avec une précision et une qualité de surface améliorées.
Crée des trous et des caractéristiques internes spécifiques avec précision, améliorant la fonctionnalité et l’ajustement des pièces imprimées en 3D pour l’assemblage.
Garantit des tolérances serrées et des mesures exactes, affinant les pièces imprimées en 3D pour répondre aux normes les plus élevées des applications haute performance.
Améliore les pièces imprimées en 3D : meilleure finition de surface, exactitude dimensionnelle et performances globales accrues, garantissant des produits finis de haute qualité.
Utilise des fraises rotatives pour enlever la matière et façonner les pièces imprimées en 3D selon des spécifications exactes, avec haute précision et surfaces lisses.
La pièce tourne tandis qu’un outil enlève la matière ; idéal pour des formes cylindriques ou sphériques, avec une précision et une qualité de surface améliorées.
Crée des trous et des caractéristiques internes spécifiques avec précision, améliorant la fonctionnalité et l’ajustement des pièces imprimées en 3D pour l’assemblage.
Élargit et affine des trous existants, améliorant la précision, les tolérances et la qualité de surface pour des caractéristiques internes exigeantes.
Utilise des meules abrasives pour obtenir des finitions fines, enlevant de petites imperfections des pièces imprimées en 3D pour une meilleure esthétique et fonctionnalité.
Autorise des coupes complexes depuis plusieurs directions, offrant une grande précision et polyvalence pour des conceptions détaillées ou asymétriques.
Garantit des tolérances serrées et des mesures exactes, affinant les pièces imprimées en 3D pour répondre aux normes les plus élevées des applications haute performance.
Améliore les pièces imprimées en 3D : meilleure finition de surface, exactitude dimensionnelle et performances globales accrues, garantissant des produits finis de haute qualité.
Comment utiliser le service d’usinage CNC pour vos projets
Le service d’usinage CNC fournit une fabrication précise et efficace pour divers projets. À l’aide de machines contrôlées par ordinateur, il permet de produire des pièces complexes avec une grande exactitude dans les métaux, plastiques et composites. Le procédé autorise la personnalisation des conceptions, en assurant des tolérances serrées et des finitions de haute qualité. Choisissez l’usinage CNC pour le prototypage rapide, les productions de faible à moyen volume et les composants haute performance adaptés aux besoins de votre projet.
Commençons un nouveau projet aujourd'hui
Frequently Asked Questions
Explorer les ressources associées



Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.