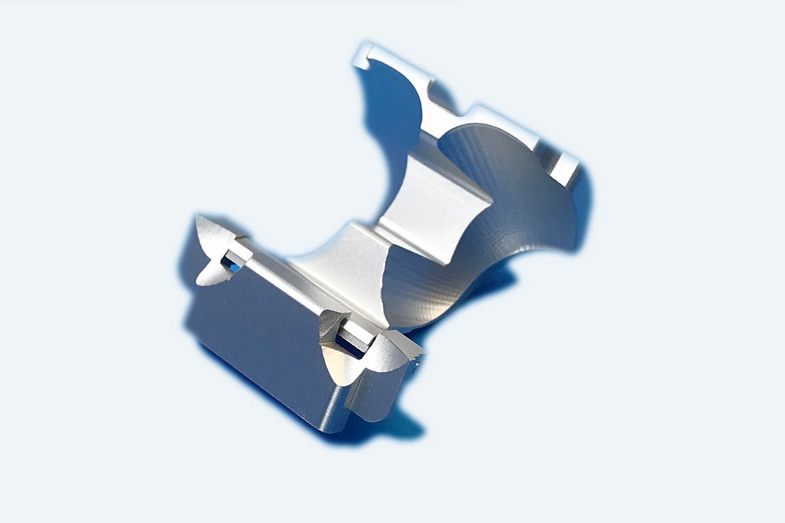
एप्पल ब्लूटूथ वायरलेस इयरफोन हिंज प्रोजेक्ट डाई कास्टिंग और सीएनसी मशीनिंग
वायरलेस इयरफोन में कॉम्पैक्ट प्रिसिजन हिंज को असाधारण आयामी नियंत्रण, यांत्रिक स्थायित्व और उपयोगकर्ता आराम की आवश्यकता होती है। डाई कास्टिंग के साथ सीएनसी मशीनिंग इन सूक्ष्म-घटकों को उच्च उत्पादन मात्रा में दोहराए जाने योग्य प्रदर्शन के साथ निर्मित करने के लिए एक स्केलेबल समाधान प्रदान करती है।
यह परियोजना ब्लूटूथ वायरलेस इयरफोन में उपयोग किए जाने वाले जिंक मिश्र धातु हिंज असेंबली के विकास और निर्माण प्रक्रिया प्रस्तुत करती है। यह कास्टिंग नियंत्रण, सहनशीलता प्रबंधन, सतह परिष्करण और अंतिम असेंबली सत्यापन को उजागर करती है, जो सभी सख्त उपभोक्ता इलेक्ट्रॉनिक्स मानकों को पूरा करने के लिए इंजीनियर की गई हैं।
सूक्ष्म-यांत्रिक हिंज के लिए जिंक डाई कास्टिंग क्यों?
ज़मक 3 और ज़मक 5 अपने श्रेष्ठ प्रवाह विशेषताओं, उच्च आयामी स्थिरता और रेंगने और थकान के प्रतिरोध के कारण सूक्ष्म-हिंज के लिए आदर्श हैं। ये मिश्र धातु ASTM B86 मानकों का अनुपालन करते हैं और नेट-शेप या नियर-नेट-शेप पार्ट्स के लिए इष्टतम कास्टेबिलिटी प्रदान करते हैं।
सामग्री विनिर्देश (ASTM B240 के अनुसार ज़मक 3):
तन्य शक्ति: 283 MPa
उपज शक्ति: 221 MPa
टूटने पर बढ़ाव: 7–10%
कठोरता: 82–85 HRB
रैखिक संकुचन: ~1.2 mm/m
प्राप्त करने योग्य कास्टिंग सहनशीलता: ±0.03 mm (ISO 8062-CT5)
उच्च मात्रा वाले लघु घटक उत्पादन में ज़मक 3 गुण और अनुप्रयोगों के बारे में अधिक जानें।
उच्च-सटीकता हिंज उत्पादन के लिए मोल्ड डिजाइन
हिंज ज्यामिति में एक बेलनाकार धुरी, एकीकृत स्प्रिंग प्रतिधारण रिसेस और मेटिंग टैब शामिल थे, जिनके लिए कड़ी स्थितिगत सटीकता और दोष-मुक्त सतह परिष्करण की आवश्यकता थी। टूलिंग उच्च-कठोरता टूल स्टील (H13) का उपयोग करके बनाई गई थी, जिसे घिसाव प्रतिरोध बढ़ाने के लिए नाइट्राइड किया गया था।
टूलिंग पैरामीटर:
मोल्ड स्टील: H13 (HRc 48–52), नाइट्राइडेड
ड्राफ्ट कोण: ऊर्ध्वाधर दीवारों के लिए 1.0–1.5°
न्यूनतम त्रिज्या: आंतरिक संक्रमण पर 0.3 mm
टूल जीवन प्रत्याशा: >150,000 चक्र
गुहा परिष्करण: Ra ≤ 0.4 µm (दृश्य क्षेत्रों के लिए प्रकाशीय रूप से पॉलिश किया गया)
उपभोक्ता इलेक्ट्रॉनिक्स में सटीकता वाले जिंक सूक्ष्म घटकों के लिए हमारी टूल और डाई निर्माण क्षमताओं का अन्वेषण करें।
डाई कास्टिंग प्रक्रिया और नियंत्रण
उत्पादन 160-टन हॉट चैम्बर जिंक डाई कास्टिंग मशीनों पर किया गया था, जिसमें अशांति और गैस फंसने को कम करने के लिए प्रोग्रामेबल शॉट प्रोफाइल और वैक्यूम सहायता का उपयोग किया गया था। इनलाइन सेंसरों ने शॉट दबाव, चक्र समय और मोल्ड तापमान की वास्तविक समय में निगरानी की।
प्रक्रिया विनिर्देश:
शॉट गति: 3.8–4.5 m/s
भरने का समय: ≤0.1 सेकंड
मोल्ड तापमान: 200–220°C
इंजेक्शन दबाव: 35–45 MPa
शॉट वजन विचरण: ≤2%
हमारी जिंक डाई कास्टिंग प्रक्रिया में सटीक यांत्रिक पार्ट्स के लिए आंतरिक संरचनात्मक अखंडता सुनिश्चित करने के लिए वैक्यूम सिस्टम और एक्स-रे सत्यापन शामिल है।
कार्यात्मक सहनशीलताओं के लिए सीएनसी मशीनिंग
जबकि डाई कास्टिंग ने नेट शेप का उत्पादन किया, महत्वपूर्ण सतहों को सटीक सीएनसी उपकरणों का उपयोग करके परिष्कृत किया गया, जिससे प्रेस-फिट पिन, स्प्रिंग-लोडेड तंत्र और हिंज रोटेशन कोणों के साथ संगतता सुनिश्चित हुई।
मशीनिंग सहनशीलता मानक (ISO 286-2 के अनुसार):
बोर व्यास सहनशीलता: H6 (Ø2–4 mm के लिए ±0.006 mm)
स्लॉट चौड़ाई सहनशीलता: ±0.01 mm
मेटिंग फेस की समतलता: ≤0.02 mm
धुरी और माउंट के बीच संकेंद्रितता: ≤0.015 mm
सतह परिष्करण: Ra ≤ 0.4 µm (कार्यात्मक इंटरफेस पर)
जटिल, कड़ी-सहनशीलता वाले वियरेबल घटकों को अंतिम रूप देने के लिए उपयोग की जाने वाली हमारी पोस्ट-मशीनिंग सेवाओं को देखें।
घिसाव प्रतिरोध और सौंदर्यशास्त्र के लिए सतह उपचार
हिंज इंटरफेस को एक चिकनी अनुभूति, उत्कृष्ट जंग प्रतिरोध और उच्च सौंदर्य संगति की आवश्यकता थी। एक दो-चरणीय सतह प्रक्रिया अपनाई गई: मास फिनिशिंग के बाद इलेक्ट्रोलेस निकल प्लेटिंग (ENP)।
सतह उपचार विवरण:
टम्बलिंग मीडिया: सिरेमिक, 3 mm; अवधि: 2 घंटे
प्लेटिंग प्रकार: ENP, ASTM B733 के अनुसार
प्लेटिंग मोटाई: 5–8 µm
सतह कठोरता: ~500 HV
नमक स्प्रे प्रतिरोध: >96 घंटे (ASTM B117 के अनुसार)
अन्य विकल्प जैसे सौंदर्य परिष्करण के लिए पाउडर कोटिंग या जंग सुरक्षा के लिए एनोडाइजिंग भी वैकल्पिक उत्पाद लाइनों के लिए उपलब्ध हैं।
अंतिम असेंबली, परीक्षण और पैकेजिंग
प्रत्येक हिंज एक उपयोगकर्ता-संवादात्मक यांत्रिक भाग के रूप में स्थायित्व सत्यापन और कार्यात्मक सिमुलेशन परीक्षण से गुजरा। स्वचालित उपकरणों ने टॉर्क चक्रण और स्प्रिंग प्रतिक्रिया माप किए।
गुणवत्ता आश्वासन प्रोटोकॉल:
जीडी एंड टी सत्यापन के साथ प्रथम लेख निरीक्षण (FAI)
जीवनचक्र परीक्षण: 5,000 हिंज रोटेशन, <5% घर्षण विचरण
600-लक्स समान प्रकाश व्यवस्था के तहत दृश्य निरीक्षण
बैच ट्रेसेबिलिटी के लिए लेजर मार्किंग
RoHS और REACH-अनुपालन सामग्री प्रमाणन
सभी घटकों को ESD-सुरक्षित लाइनर और एंटी-अब्रेशन ट्रे का उपयोग करके पैकेज किया गया था। हमारा वन-स्टॉप उत्पादन वर्कफ़्लो कास्टिंग से लेकर फिनिशिंग और लॉजिस्टिक्स तक पूरी सेवा सुनिश्चित करता है।
अक्सर पूछे जाने वाले प्रश्न
सूक्ष्म-स्तरीय इयरफोन हिंज घटकों के लिए ज़मक 3 को अन्य मिश्र धातुओं पर क्यों प्राथमिकता दी जाती है?
लघु डाई कास्ट और मशीनीकृत असेंबली में कौन सी आयामी सहनशीलताएँ प्राप्त की जा सकती हैं?
जिंक पार्ट्स पर इलेक्ट्रोलेस निकल प्लेटिंग कैसे लागू और सत्यापित की जाती है?
यांत्रिक हिंज प्रदर्शन के लिए कौन से परीक्षण मानकों का पालन किया जाता है?
छोटे, उच्च मात्रा वाले कास्ट घटकों के लिए बैच ट्रेसेबिलिटी कैसे बनाए रखी जाती है?
