Fundição de Alumínio de Baixo Volume para Peças Metálicas Personalizadas
Fundição de Alumínio de Baixo Volume para Peças Metálicas Personalizadas
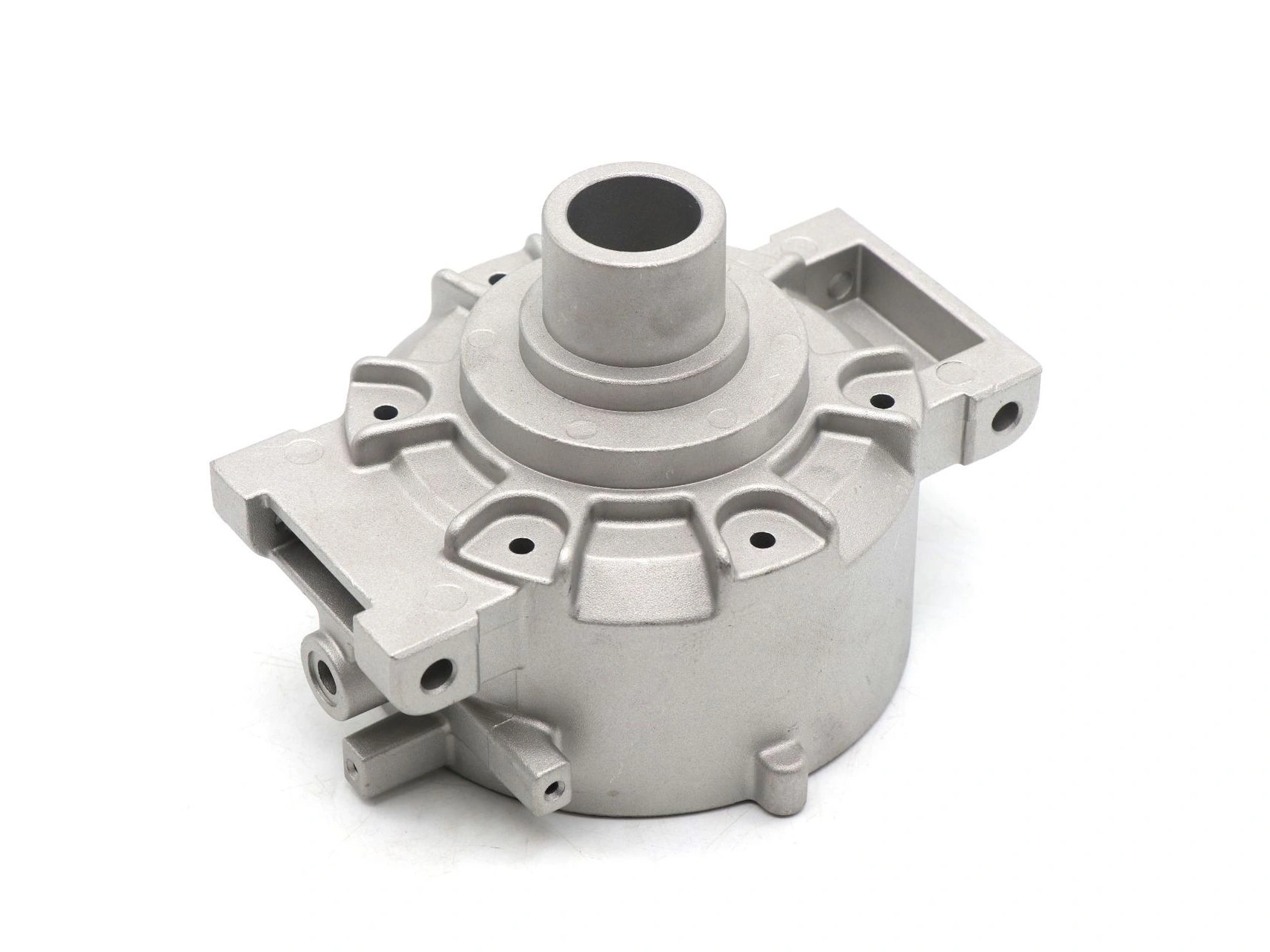
Fundição de alumínio de baixo volume ajuda os compradores a passar de um conceito de design ou protótipo usinado para peças metálicas fundidas reais sem se comprometer muito cedo com ferramentas de produção completa. É útil quando o comprador precisa de invólucros de alumínio, tampas, suportes, corpos de dissipadores de calor, componentes de bombas, peças de motor, corpos de iluminação ou invólucros industriais em quantidade piloto, quantidade de lançamento ou produção de ponte.
A decisão chave não é simplesmente se a quantidade é pequena. Os compradores precisam saber o que as peças de baixo volume devem provar. Se o projeto precisa apenas de revisão de forma, a usinagem CNC pode ser suficiente. Se o projeto precisa de comportamento de superfície fundida, margem de usinagem, risco de porosidade, resposta ao revestimento, ajuste de montagem ou peças de teste do cliente feitas a partir de um processo de fundição, a fundição de alumínio de baixo volume se torna mais valiosa.
Um bom plano de baixo volume evita dois erros comuns. O primeiro é usar ferramentas caras de produção completa antes que o design, material e acabamento estejam estáveis. O segundo é confiar em protótipos CNC de tarugo quando o projeto realmente precisa de evidências da fundição. A melhor rota fica entre velocidade, custo, investimento em ferramentas e as evidências necessárias antes da ampliação. Para projetos em fase de validação, quando os protótipos de fundição sob pressão de alumínio devem passar para a produção de baixo volume ajuda os compradores a conectar os achados do protótipo com o próximo pedido de baixo volume ou repetição.

Quando a Fundição de Alumínio de Baixo Volume é a Rota Certa
A fundição de alumínio de baixo volume se encaixa em projetos onde os compradores precisam de evidências de alumínio fundido antes da produção completa. O design pode estar próximo do final, mas não pronto para ferramentas de alto volume. O comprador pode precisar de peças piloto para testes de campo, amostras para investidores, aprovação do cliente, testes de instalação ou vendas iniciais. A peça pode ser muito cara para ser totalmente usinada a partir de tarugo sólido, especialmente quando tem forma oca, nervuras, bossas ou grande envelope.
Também é útil quando o comprador precisa validar riscos relacionados à fundição: ângulo de saída, linha de partição, espessura de parede, contração, porosidade, margem de usinagem, resposta ao acabamento e ajuste de montagem. A usinagem CNC pode produzir uma forma precisa, mas não prova como o alumínio fundido preenche a peça ou como uma superfície fundida se comporta após o revestimento.
Situação do Comprador | Por que a Fundição de Alumínio de Baixo Volume Ajuda | Ponto de Decisão |
|---|---|---|
Design próximo do final | Permite peças fundidas reais antes das ferramentas de produção | Confirmar se a geometria ainda pode mudar |
Necessidade de quantidade piloto | Suporta testes do cliente ou lotes de lançamento | Definir quantidade e expectativa de pedido repetido |
Peça oca grande | Pode reduzir desperdício de material em comparação com usinagem a partir de tarugo | Comparar custo de ferramenta com custo de usinagem |
Necessidade de validação de superfície fundida | Mostra porosidade, linha de partição e resposta ao acabamento | Aprovar amostras acabadas, não apenas forma bruta |
Produção futura esperada | Cria dados para liberação de ferramentas e processo | Registrar lições para ampliação |
Fundação de Alumínio de Baixo Volume vs Usinagem CNC
A usinagem CNC é frequentemente mais rápida para as primeiras peças porque evita ferramentas. É excelente para protótipos precisos, características usinadas complexas e mudanças iniciais de design. No entanto, a usinagem CNC a partir de tarugo pode desperdiçar material e pode não refletir o processo de fundição final. Se a peça futura for fundida em alumínio, os protótipos CNC podem provar o ajuste, mas podem não provar os riscos da fundição.
A fundição de alumínio de baixo volume requer mais planejamento de processo, mas pode fornecer evidências mais fortes para fundibilidade e transferência de produção. Pode mostrar se a espessura da parede preenche corretamente, se uma área de núcleo ou inserto precisa de mudança, se a margem de usinagem é suficiente e se o acabamento selecionado funciona em superfícies fundidas reais.
Rota | Melhor Para | Limitação |
|---|---|---|
Usinagem CNC | Forma rápida, protótipos com tolerância apertada, mudanças iniciais de design | Não prova o comportamento da fundição |
Fundação em areia | Peças de alumínio maiores, menor investimento em ferramentas, validação piloto | Superfície e tolerância podem precisar de mais usinagem |
Fundação sob pressão protótipo | Características semelhantes à produção para peças menores ou complexas | Custo de ferramenta e prazo de entrega maiores que CNC |
Ferramentas de ponte | Quantidade de lançamento limitada antes das ferramentas completas | Deve ser planejado em torno do volume esperado |
Ferramentas de produção | Design estável e produção repetitiva | Arriscado se o design ou material ainda estiver mudando |
Escolhas de Material para Fundição de Alumínio de Baixo Volume
A escolha do material depende do método de fundição e da função da peça. A380, ADC12 e ligas de fundição sob pressão relacionadas podem ser revisadas para rotas de fundição sob pressão de alumínio. A356-T6 é frequentemente revisada para rotas de fundição em areia, fundição por gravidade ou molde permanente onde o tratamento térmico e as propriedades estruturais importam. Direções de fundição de alumínio 356 ou 319 também podem aparecer em discussões de fundição de baixo volume, dependendo da capacidade do fornecedor e da aplicação.
Os compradores não devem forçar uma liga em todas as rotas. Um design destinado à fundição sob pressão de alta pressão pode não ser adequado para fundição em areia A356-T6 sem revisão de geometria. Uma peça que precisa de tratamento térmico pode não se adequar a uma rota de material HPDC padrão. O fornecedor deve explicar qual material é realista para o processo de baixo volume escolhido. Se a função da peça depender do comportamento da liga, materiais e ligas para fabricação de baixo volume ajuda a separar preocupações de resistência, fundibilidade, usinagem e acabamento.
Para RFQs práticos, os compradores devem declarar a direção de propriedade necessária em vez de apenas um nome de material quando estiverem abertos a conselhos. Notas de propriedade úteis incluem exposição à corrosão, estanqueidade à pressão, áreas de suporte de carga, comportamento térmico, acabamento cosmético, expectativa de anodização e superfícies de vedação usinadas.
Níveis de Ferramentas para Fundição de Alumínio de Baixo Volume
O nível de ferramentas é uma das decisões mais importantes para baixo volume. Um padrão simples ou ferramenta protótipo pode responder a perguntas iniciais de validação. Ferramentas de ponte podem suportar quantidades de lançamento enquanto o mercado ou design ainda está sendo confirmado. Ferramentas de produção completa podem ser melhores uma vez que o design, material, volume e requisitos de acabamento estejam definidos. Se o projeto não estiver pronto para produção completa, expectativas de MOQ para fundição de baixo volume ajuda a definir o que deve ser aprendido antes de escalar o volume.
O nível de ferramentas errado cria desperdício. Uma ferramenta de baixo custo pode não suportar a quantidade ou repetibilidade dimensional necessária. Ferramentas completas podem ser desperdiçadas se o design mudar após os testes de campo. Os compradores devem discutir a quantidade esperada, número de revisões de design, volume futuro e requisitos de qualidade antes de escolher as ferramentas.
Nível de Ferramentas | Propósito Típico | O Comprador Deve Confirmar |
|---|---|---|
Padrão protótipo ou ferramenta macia | Validação inicial de fundibilidade e amostra | Quantas revisões de design são esperadas |
Ferramentas de ponte | Quantidade de lançamento ou produção limitada | Quantidade esperada e padrão de qualidade |
Ferramentas de produção | Pedidos repetidos e saída estável | Congelamento de design, volume anual e plano de inspeção |
Usinagem e Acabamento Após a Fundição de Alumínio de Baixo Volume
As peças fundidas de alumínio de baixo volume frequentemente precisam de usinagem CNC após a fundição. Características típicas incluem furos roscados, faces de vedação, assentos de rolamentos, bases de referência, superfícies de montagem planas e áreas de tolerância apertada. A rota de fundição deve deixar margem de usinagem suficiente onde a peça acabada precisa de precisão. Usinar demais cada superfície aumenta o custo, enquanto o subplanejamento de superfícies críticas pode criar sucata.
O acabamento superficial deve ser validado em amostras fundidas reais. Pintura, revestimento em pó, jateamento, polimento, revisão de anodização ou revestimento protetor podem revelar poros, linhas de partição, limpeza de rebarbas ou rugosidade superficial que não importavam em amostras brutas. Para peças de alumínio fundido com faces cosméticas, a aprovação da amostra deve definir zonas visíveis, marcas aceitáveis e proteção de embalagem.
A Neway pode conectar a fundição de alumínio de baixo volume com usinagem CNC e serviços de pós-processamento para que os compradores aprovem a condição da peça acabada, não apenas a fundição bruta.
Planejamento de Custo e Prazo de Entrega para Fundição de Alumínio de Baixo Volume
O custo da fundição de alumínio de baixo volume é moldado pelo trabalho de ferramentas ou padrão, material, testes de fundição, usinagem CNC, acabamento, inspeção e loops de correção. Um comprador pode ver um custo inicial maior do que a usinagem CNC porque a fundição precisa de uma ferramenta, padrão ou configuração. O custo por peça pode se tornar mais atraente quando a peça é grande, oca ou necessária em dezenas ou centenas de peças. É por isso que o comprador deve comparar o custo total do projeto para a quantidade alvo, não apenas o preço da primeira peça.
O prazo de entrega também tem estágios. Uma amostra CNC simples pode começar rapidamente, enquanto uma rota de fundição de baixo volume pode exigir design de ferramenta, construção de ferramenta, primeiro teste, correção, segunda amostra, usinagem, acabamento e inspeção. Um cronograma realista deve mostrar quando a primeira fundição bruta estará pronta, quando as amostras acabadas podem ser revisadas e quando o lote piloto pode começar. Para planejamento de lançamento, isso é mais útil do que uma única data de entrega otimista.
Item de Custo ou Tempo | O que o Impulsiona | Ponto de Controle do Comprador |
|---|---|---|
Ferramentas ou padrão | Tamanho da peça, complexidade, núcleos, extratores e quantidade esperada | Escolher nível protótipo, ponte ou produção |
Teste de fundição | Espessura da parede, canais de alimentação, contração e correção de defeitos | Aprovar plano de teste e responsabilidade de correção |
Usinagem | Rosca, referências, furos, faces de vedação e configuração de fixação | Marcar características usinadas críticas |
Acabamento | Tipo de revestimento, mascaramento, zonas cosméticas e risco de retrabalho | Aprovar amostra de acabamento antes da liberação do lote |
Inspeção | CMM, calibradores, teste de vazamento, FAI ou padrão visual | Combinar nível de relatório ao risco de produção |
Defeitos de Fundição a Revisar em Peças de Alumínio de Baixo Volume
As fundições de baixo volume devem ser revisadas quanto aos defeitos que afetam a peça acabada. Porosidade, contração, rechupe, rebarbas, empenamento, linhas de partição ásperas e cavidades superficiais nem todos carregam o mesmo risco. Um pequeno poro dentro de uma nervura não visível pode ser aceitável. Um poro aberto em uma face de vedação usinada pode rejeitar a peça. Uma linha de partição em uma borda oculta pode ser aceitável, enquanto a mesma linha em uma face de cobertura visível pode exigir alterações de ferramentas ou acabamento. Se o projeto não estiver pronto para produção completa, fabricação de baixo volume para soluções de fundição personalizadas ajuda a definir o que deve ser aprendido antes de escalar o volume.
Os compradores devem definir zonas de defeito antes de aprovar amostras. As zonas funcionais incluem roscas, faces de vedação, assentos de rolamentos, bases de montagem planas e superfícies de referência. As zonas cosméticas incluem faces exteriores visíveis, pontos de contato do cliente e tampas acabadas. As zonas não críticas incluem nervuras ocultas ou superfícies internas que não afetam o desempenho. Este zoneamento ajuda o fornecedor a aplicar esforço onde ele altera o valor da peça.
Para fundição de alumínio de baixo volume, a revisão de defeitos também é uma ferramenta de aprendizado. Se o lote piloto mostrar rechupe repetido perto de uma nervura, o design ou plano de canais pode precisar de mudança antes das ferramentas de produção. Se o revestimento em pó expor marcas de desgaseificação, o pré-tratamento, cozimento ou rota de material pode precisar de revisão. O ponto é transformar defeitos em ações corretivas específicas em vez de rejeição vaga de amostra.
Inspeção para Fundição de Alumínio de Baixo Volume
A inspeção deve corresponder ao objetivo de validação. Para amostras iniciais, os compradores podem precisar de relatórios dimensionais, verificações de ajuste de montagem, revisão visual e confirmação de material. Para produção piloto ou ponte, a inspeção pode incluir CMM, calibradores de rosca, calibradores de tampão, verificações de espessura de revestimento, testes de vazamento ou relatórios de primeiro artigo. O plano de inspeção deve focar nas características que controlam a função.
Baixo volume não significa baixa disciplina. Lotes pequenos frequentemente carregam maior risco porque o processo ainda está aprendendo. Os compradores devem registrar mudanças de ferramentas, decisões de fixação de usinagem, amostras de acabamento e critérios de inspeção para que lotes repetidos usem o mesmo padrão.
Fluxo de Trabalho do Fornecedor para Fundição de Alumínio de Baixo Volume
Um fluxo de trabalho forte começa com o modelo 3D do comprador, desenho 2D, requisito de material, quantidade e volume futuro. O fornecedor deve revisar se a peça se encaixa em fundição sob pressão de alumínio, fundição em areia, fundição por gravidade, usinagem CNC ou uma rota combinada. A revisão deve identificar espessura da parede, ângulo de saída, rebaixos, necessidades de núcleo, margem de usinagem, faces visíveis, áreas de pressão ou vedação e requisitos de acabamento.
Após a seleção da rota, o trabalho de ferramentas ou padrão deve ser planejado em torno do objetivo de validação. As fundições de teste devem ser inspecionadas antes e depois da usinagem. Amostras de acabamento devem ser produzidas em fundições reais quando a qualidade superficial importa. A inspeção deve focar nas características críticas, não em cada dimensão com igual esforço. Finalmente, o lote de baixo volume deve criar registros que possam suportar o próximo pedido: material, mudança de ferramenta, fixação de usinagem, padrão de acabamento, relatório de inspeção e método de embalagem.
Este fluxo de trabalho transforma a fundição de alumínio de baixo volume em uma ponte entre protótipo e produção. Sem o fluxo de trabalho, um comprador pode receber peças utilizáveis, mas perder as lições necessárias para a ampliação. Com o fluxo de trabalho, cada pedido de baixo volume melhora a próxima decisão de fabricação. Onde a geometria ou risco de ferramentas está envolvido, protótipos de fundição sob pressão de alumínio para validação e produção de baixo volume ajuda os compradores a identificar problemas de fabricabilidade antes que as mudanças de molde se tornem caras.
Exemplo Curto: Fundição de Ponte para um Invólucro de Alumínio para Eletrônicos
Um comprador precisava de 120 invólucros de alumínio para eletrônicos para um lançamento de campo. A usinagem CNC a partir de tarugo poderia atender às primeiras amostras, mas o custo unitário era alto e o produto futuro exigiria fundição. A peça tinha nervuras finas, bossas de montagem, uma face de junta usinada e um exterior revestido em pó preto. Ferramentas de produção completa eram arriscadas porque o teste de campo poderia alterar aberturas de cabos e pontos de montagem.
O projeto usou uma rota de fundição de alumínio de baixo volume com ferramentas de ponte, usinagem CNC local e amostras de revestimento em pó. O lote piloto expôs uma nervura que precisava de ângulo de saída adicional e uma face de junta que exigia margem de usinagem extra. Após a correção, o comprador usou as peças de lançamento para validação de campo e levou as lições para o plano de ferramentas de produção.
O que Incluir em um RFQ de Fundição de Alumínio de Baixo Volume
Um RFQ de fundição de alumínio de baixo volume deve incluir arquivos CAD, desenhos 2D, quantidade alvo, volume futuro, material preferido, ambiente de aplicação, dimensões críticas, características usinadas, requisito de acabamento, necessidades de inspeção, estabilidade de design esperada e cronograma de lançamento. O fornecedor precisa desses detalhes para recomendar CNC, fundição em areia, fundição sob pressão protótipo, ferramentas de ponte ou ferramentas de produção.
Item do RFQ | Por que Importa |
|---|---|
Quantidade de baixo volume | Separa necessidades de protótipo, lote piloto e produção de ponte |
Volume futuro | Orienta se ferramentas de ponte ou produção são apropriadas |
Direção do material | Conecta A380, ADC12, A356-T6 ou outras escolhas ao processo |
Áreas de usinagem | Define furos, faces, referências e características críticas de tolerância |
Padrão de acabamento | Controla revestimento, defeitos visíveis, mascaramento e embalagem |
Objetivo de validação | Mostra se as peças são para revisão do cliente, teste de campo ou liberação de produção |
A Neway pode apoiar projetos de fundição de alumínio de baixo volume revisando material, rota de fundição, nível de ferramentas, usinagem CNC, acabamento superficial, inspeção e transferência de produção em conjunto. Isso ajuda os compradores a usar peças de baixo volume como evidência de fabricação confiável antes de se comprometer com a produção completa. Para projetos em fase de validação, suporte de fabricação de baixo volume ajuda os compradores a conectar os achados do protótipo com o próximo pedido de baixo volume ou repetição.
Como os Resultados de Baixo Volume São Transferidos para a Produção Completa
O valor da fundição de alumínio de baixo volume aumenta quando os resultados são transferidos para o planejamento da produção completa. Se a rota de baixo volume provar que uma face de junta usinada precisa de material extra, as ferramentas de produção devem incluir essa margem. Se o lote piloto mostrar que uma face visível revestida em pó precisa de uma linha de partição ou método de limpeza diferente, a ferramenta de produção deve proteger essa superfície. Se um bossa roscada precisar de uma estratégia de referência mais forte, o dispositivo de produção deve usar a referência aprovada.
Os compradores devem solicitar um resumo de transferência de produção após o lote de baixo volume. O resumo deve listar material aprovado, notas de ferramentas, revisões de desenho, fixação de usinagem, amostra de acabamento, método de inspeção, método de embalagem e questões em aberto restantes. Isso evita que a equipe de produção repita testes antigos e ajuda a equipe de compras a entender quais suposições estão definidas.
A fundição de alumínio de baixo volume é mais poderosa quando não é tratada como um pedido de amostra isolado. Ela deve criar evidências para futuras decisões de produção, qualificação de fornecedores e planejamento de custos.
Os compradores também devem decidir quais descobertas devem ser encerradas antes do próximo pedido. Material e geometria podem ser aprovados, enquanto a cor do revestimento ou embalagem ainda pode precisar de ajuste. Uma nota de liberação clara permite que o próximo lote prossiga com mudanças controladas em vez de reiniciar todo o ciclo de aprovação. É assim que a fundição de baixo volume protege o cronograma de lançamento sem esconder o risco de fabricação.
Essa nota de liberação deve nomear a revisão de desenho aprovada, o material aceito, a data da amostra e o método de inspeção usado para características críticas.
Também deve identificar quem aprovou a amostra acabada, para que engenharia, compras e qualidade usem a mesma base durante pedidos repetidos.
FAQ
Quando a Fundição de Alumínio de Baixo Volume é a Escolha Certa?
Como a Fundição de Alumínio de Baixo Volume se Compara com a Usinagem CNC?
Quais Opções de Ferramentas se Adequam a Fundições de Alumínio de Baixo Volume?
Como os Compradores Devem Validar Peças Fundidas de Alumínio de Baixo Volume Antes de Escalar?
Quais Informações São Necessárias para um Orçamento de Fundição de Alumínio de Baixo Volume?
