Português
Serviço Online Personalizado de Fundição de Peças Metálicas
Nosso Serviço Online Personalizado de Fundição de Peças Metálicas oferece soluções precisas e confiáveis para fundição sob pressão de alumínio, zinco e cobre. Também fornecemos serviços de fabricação de ferramentas e matrizes, garantindo peças personalizadas de alta qualidade para diversos setores, com rápido prazo de entrega e custo-benefício.
- Serviço de Design >>
- Serviço de Engenharia >>
- Serviço de Prototipagem >>
- Serviço de Fabrico em Baixo Volume >>
- Serviço de Produção em Massa >>
- Serviço Integrado >>

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Capacidades de Fabrico de Peças Metálicas Fundidas
As nossas capacidades de fabrico de peças metálicas fundidas incluem fundição sob pressão precisa de alumínio, zinco e cobre, oferecendo componentes resistentes e duráveis. Também fornecemos serviços especializados de fabrico de ferramentas e matrizes, garantindo a produção exata de moldes para peças metálicas personalizadas com qualidade e desempenho excecionais.

A fundição sob pressão de alumínio fornece peças leves e duráveis com excelente resistência à corrosão, ideal para aplicações automotivas e aeroespaciais.

A fundição sob pressão de zinco oferece alta precisão, resistência e exatidão dimensional, amplamente usada em componentes eletrônicos e automotivos.
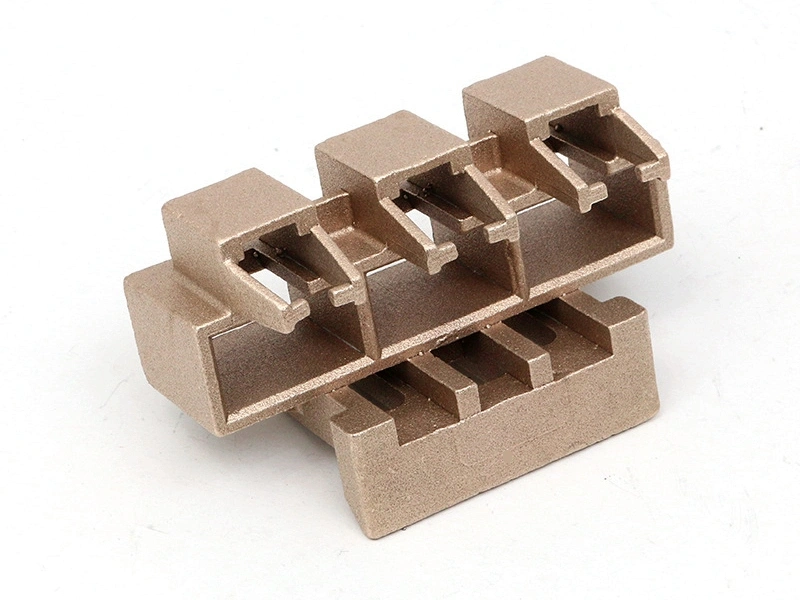
A fundição sob pressão de cobre oferece excelente condutividade elétrica, resistência à corrosão e durabilidade, adequada para aplicações elétricas e industriais.

A fabricação de ferramentas e matrizes garante a produção precisa de moldes e matrizes, oferecendo soluções confiáveis e de alta qualidade para peças fundidas sob pressão.
A fabricação de ferramentas e matrizes garante a produção precisa de moldes e matrizes, oferecendo soluções confiáveis e de alta qualidade para peças fundidas sob pressão.
A fundição sob pressão de alumínio fornece peças leves e duráveis com excelente resistência à corrosão, ideal para aplicações automotivas e aeroespaciais.
A fundição sob pressão de zinco oferece alta precisão, resistência e exatidão dimensional, amplamente usada em componentes eletrônicos e automotivos.
A fundição sob pressão de cobre oferece excelente condutividade elétrica, resistência à corrosão e durabilidade, adequada para aplicações elétricas e industriais.
A fabricação de ferramentas e matrizes garante a produção precisa de moldes e matrizes, oferecendo soluções confiáveis e de alta qualidade para peças fundidas sob pressão.
A fundição sob pressão de alumínio fornece peças leves e duráveis com excelente resistência à corrosão, ideal para aplicações automotivas e aeroespaciais.
Serviço de Prototipagem Rápida
O nosso serviço de prototipagem rápida oferece soluções rápidas e económicas usando usinagem CNC, impressão 3D, fundição de uretano e fundição em areia. Fornecemos protótipos de alta qualidade com designs precisos, permitindo testes rápidos, iteração e refinamento para satisfazer as suas necessidades específicas de fabrico.

Pós-processamento para peças fundidas sob pressão
O nosso pós-processamento para fundição sob pressão inclui usinagem CNC, jateamento, polimento em tambor, montagem, pintura, pintura em pó e anodização por arco. Estes processos melhoram a funcionalidade da peça, acabamento da superfície, durabilidade e apelo estético, garantindo produtos acabados de alta qualidade e precisão.

Materiais de Fundição Sob Pressão Disponíveis na Neway
Na Neway, oferecemos uma ampla gama de materiais para fundição sob pressão, incluindo ligas de alumínio, zinco e cobre de alto desempenho. Também fornecemos materiais especializados para ferramentas de molde, garantindo durabilidade, precisão e qualidade ideais para as suas necessidades de fundição.

Comece um novo projeto hoje
Frequently Asked Questions
Explorar blogs relacionados



Explorar recursos relacionados



Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.