Português
Serviço Online Personalizado de Fabrico por Fundição de Metais
O nosso Serviço Online Personalizado de Fabrico por Fundição de Metais oferece prototipagem rápida, fundição de precisão e pós-processamento abrangente para vários metais. Fornecemos opções flexíveis de design, incluindo alumínio, zinco e aço, garantindo soluções de alta qualidade, adaptadas às suas necessidades específicas de fabrico.
Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
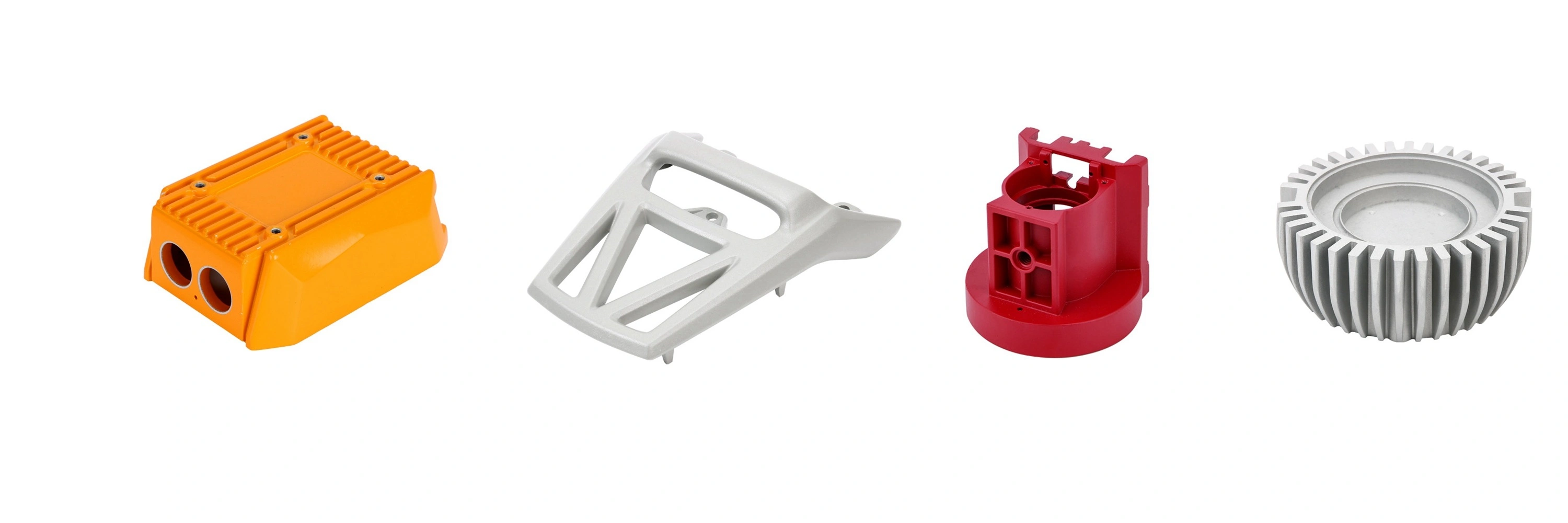
As Nossas Soluções de Fabrico por Fundição de Metais
O nosso Serviço de Fabrico por Fundição de Metais oferece soluções de fundição de precisão para diversos setores. Somos especializados em ligas de alumínio, zinco e cobre, com prototipagem rápida, pós-processamento avançado e designs personalizados para atender aos seus requisitos, assegurando alta qualidade e fiabilidade.

A fundição de metais envolve moldar metal fundido em moldes específicos para criar peças com alta precisão e durabilidade.

A prototipagem rápida utiliza tecnologias avançadas, como a impressão 3D, para criar protótipos rápidos e económicos para testes e avaliação.
O pós-processamento inclui várias técnicas como usinagem CNC, tamboreamento e pintura para melhorar o acabamento superficial e a funcionalidade.

Materiais de fundição como ligas de alumínio, zinco e cobre são selecionados com base na resistência, resistência à corrosão e requisitos de aplicação.
Materiais de fundição como ligas de alumínio, zinco e cobre são selecionados com base na resistência, resistência à corrosão e requisitos de aplicação.
A fundição de metais envolve moldar metal fundido em moldes específicos para criar peças com alta precisão e durabilidade.
A prototipagem rápida utiliza tecnologias avançadas, como a impressão 3D, para criar protótipos rápidos e económicos para testes e avaliação.
O pós-processamento inclui várias técnicas como usinagem CNC, tamboreamento e pintura para melhorar o acabamento superficial e a funcionalidade.
Materiais de fundição como ligas de alumínio, zinco e cobre são selecionados com base na resistência, resistência à corrosão e requisitos de aplicação.
A fundição de metais envolve moldar metal fundido em moldes específicos para criar peças com alta precisão e durabilidade.
Conceção e Fabrico de Fundição de Metais
As nossas Soluções de Fundição de Metais oferecem serviços de ponta a ponta, incluindo design especializado, engenharia, prototipagem rápida, produção em baixo volume e produção em massa. Fornecemos uma solução integrada, garantindo peças fundidas personalizadas com alta qualidade e custo competitivo, adaptadas às suas necessidades.

Serviço de Prototipagem Rápida
O nosso Serviço de Prototipagem Rápida oferece soluções rápidas e económicas utilizando usinagem CNC, impressão 3D, moldagem em uretano e fundição em areia. Fornecemos protótipos de alta qualidade com designs precisos, permitindo testes, iteração e refinamento rápidos para atender às suas necessidades de fabrico.
Pós-Processamento para Peças Fundidas
O nosso Pós-Processamento para fundição sob pressão inclui usinagem CNC, jato de areia, tamboreamento, montagem, pintura, pintura a pó e anodização por arco. Estes processos melhoram a funcionalidade, o acabamento superficial, a durabilidade e a estética da peça, assegurando produtos finais precisos e de alta qualidade.

Materiais de Fundição sob Pressão Disponíveis na Neway
Na Neway, oferecemos uma ampla gama de materiais para fundição sob pressão, incluindo ligas de alumínio, zinco e cobre de alto desempenho. Também fornecemos materiais especializados para ferramentas de moldes, garantindo durabilidade, precisão e qualidade ideais para as suas necessidades de fundição.

Os Nossos Parceiros
Os nossos parceiros incluem líderes da indústria como Volkswagen, Huawei, Nvidia e Apple, demonstrando a nossa experiência em fundição sob pressão de precisão para automóvel, eletrónica e acessórios. Fornecemos soluções personalizadas como fundição de alumínio e Zamak, usinagem CNC e serviços de pós-processamento, garantindo produtos de alta qualidade e durabilidade para setores como automóvel, tecnologia e bens de consumo.

Saber Mais
Volkswagen: Fundição de Peças Automotivas

Saber Mais
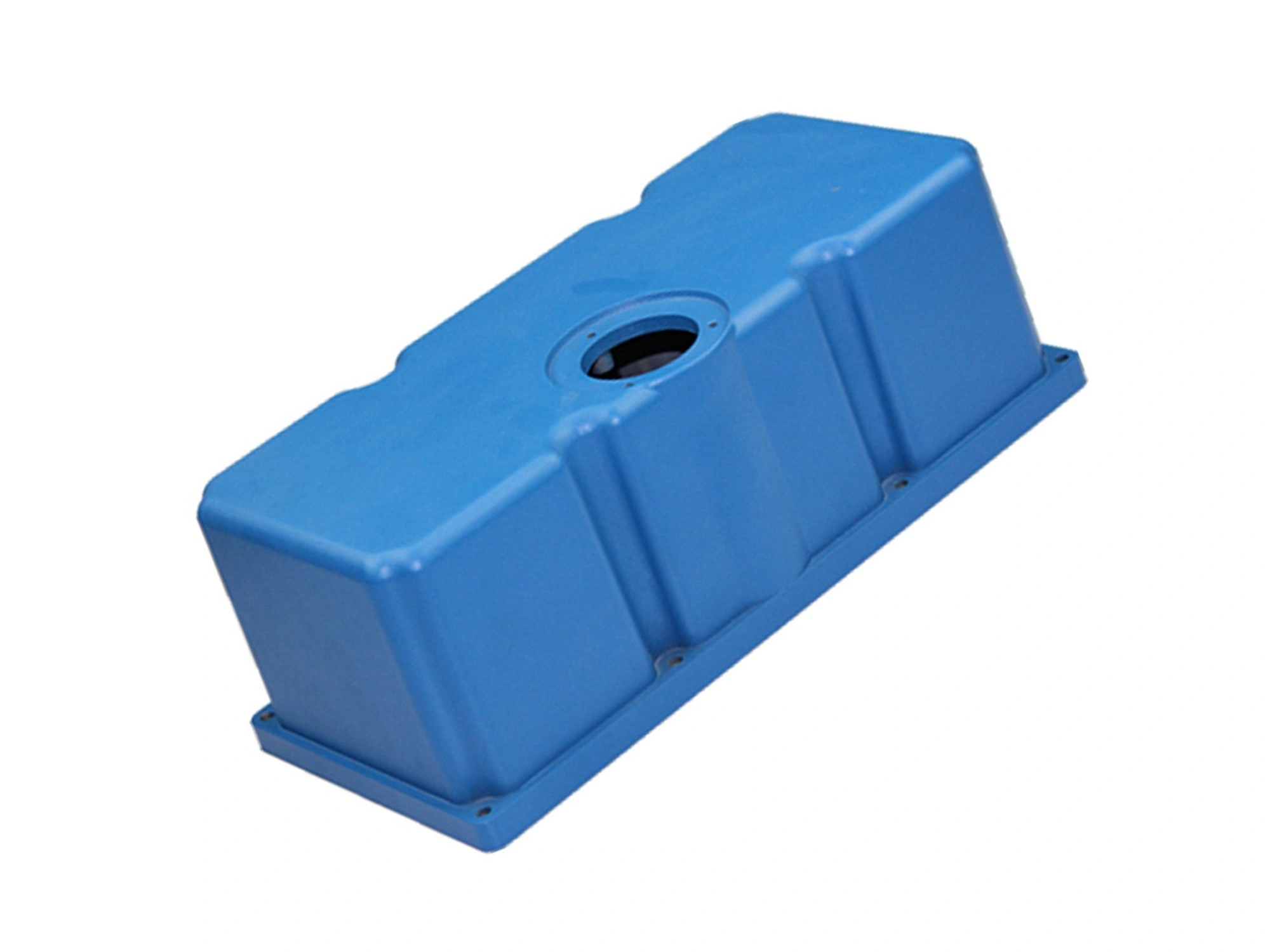
Huawei: Fundição de Caixa de Base de Dados
Saber Mais
Adamonyte-Keidune: Fundição de Peças em Zamak
Saber Mais
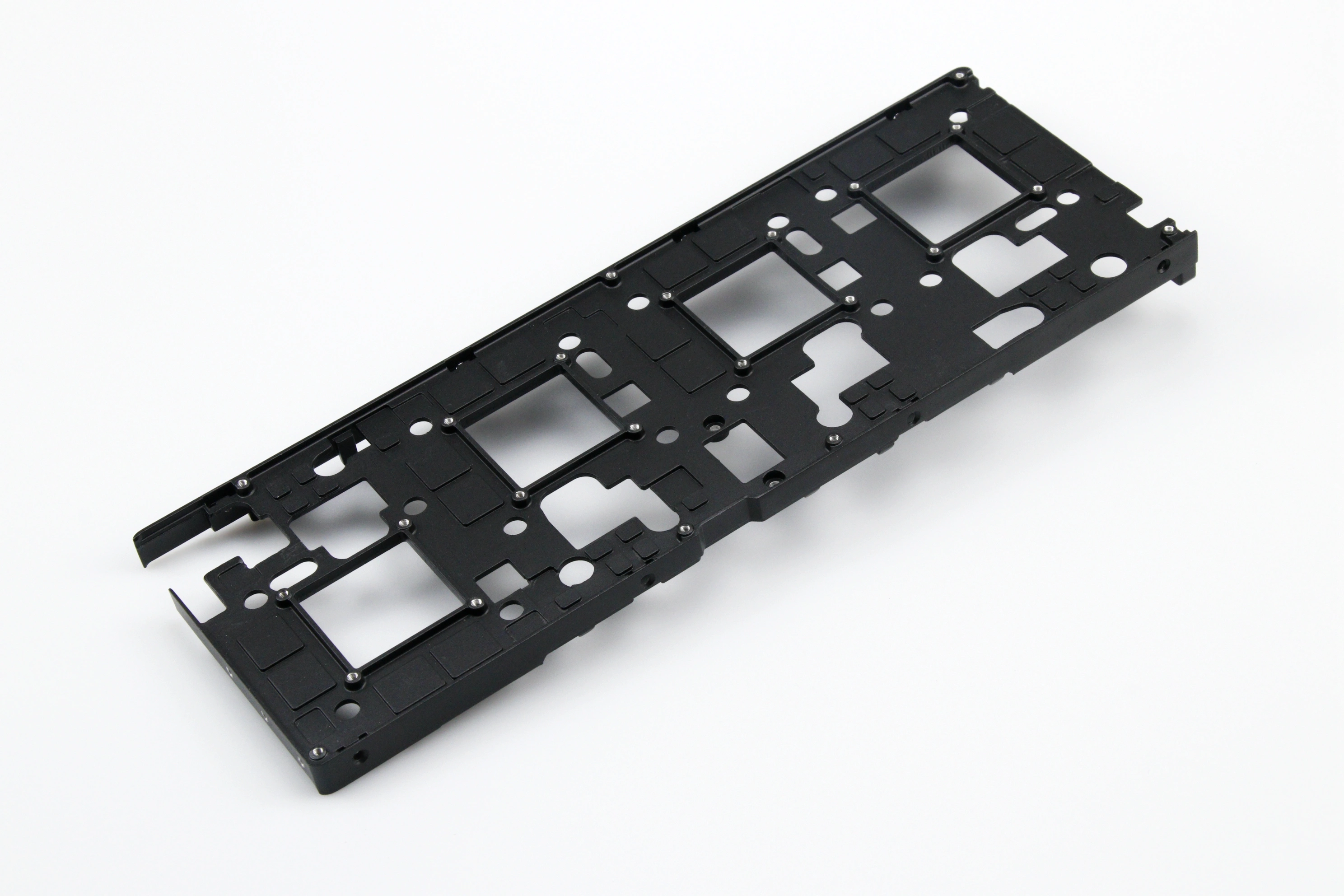
Nvidia: Fundição de Moldura de GPU

Saber Mais
Aorus: Fundição de Acessórios para Computador

Saber Mais
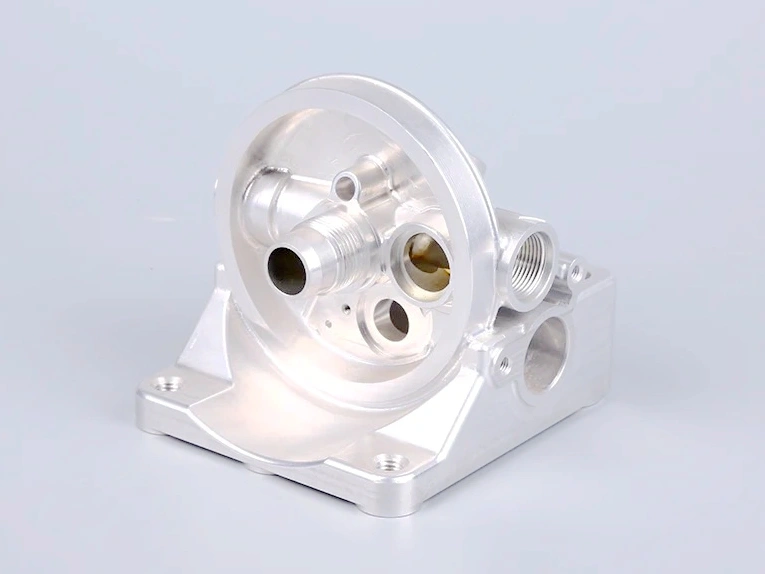
Apple: Dobradiça de Auricular – Fundição e Usinagem

Saber Mais
Gigabyte: Fundição de Moldura de GPU

Saber Mais
Bosch: Fundição de Metais para Ferramentas Elétricas

Saber Mais
Philips: Carcaça de Aparador – Fundição em Zamak

Saber Mais
BYD: Fundição de Peças Automotivas

Saber Mais
Chanel: Tampa de Frasco de Perfume – Fundição

Saber Mais
Dirak: Acessórios de Sistemas de Fecho – Fundição
Estudo de Caso de Fundição de Metais Personalizada
Os nossos serviços personalizados de fundição de metais têm fornecido soluções de alta qualidade em diversos setores. Desde peças de alumínio ADC12 de precisão para a Volkswagen até caixas de base de dados em alumínio para a Huawei, somos especialistas em fundição sob alta pressão para automóvel, eletrónica e produtos de luxo. A nossa experiência inclui fundição, usinagem CNC e revestimentos, assegurando componentes duráveis e orientados para o desempenho para marcas como Apple, Bosch e Chanel.









Comece um novo projeto hoje
Sugestões de Design para Peças de Fundição de Metais
Um design eficaz de peças de fundição de metal garante desempenho ideal, menos defeitos e eficiência de custos. As principais sugestões incluem espessura de parede uniforme (1,5–4 mm), ângulos de extração adequados (2–3°), concordâncias arredondadas, tolerâncias realistas e posicionamento estratégico de canais (gates). Considere a espessura das nervuras (máx. 60% da espessura da parede), localização dos pinos de extração e ventilação adequada. Estes elementos de design ajudam a melhorar o fluxo no molde, a resistência da peça e a qualidade geral.
Explorar blogs relacionados
Explorar recursos relacionados




Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.