Projeto de Dobradiça para Fones de Ouvido Sem Fio Bluetooth da Apple: Fundição por Injeção e Usinage...
As dobradiças de precisão compactas em fones de ouvido sem fio exigem controle dimensional excepcional, durabilidade mecânica e conforto do usuário. A fundição por injeção combinada com usinagem CNC fornece uma solução escalável para fabricar esses microcomponentes com desempenho repetível em grandes volumes de produção.
Este projeto apresenta o processo de desenvolvimento e fabricação de conjuntos de dobradiças de liga de zinco usados em fones de ouvido sem fio Bluetooth. Ele destaca o controle de fundição, gerenciamento de tolerâncias, acabamento superficial e validação da montagem final, tudo projetado para atender aos rigorosos padrões da eletrônica de consumo.
Por que Fundição por Injeção de Zinco para Dobradiças Micromecânicas?
Zamak 3 e Zamak 5 são ideais para microdobradiças devido às suas características superiores de fluxo, alta estabilidade dimensional e resistência ao fluência e fadiga. Essas ligas estão em conformidade com os padrões ASTM B86 e oferecem a melhor capacidade de fundição para peças de forma líquida ou quase líquida.
Especificações do material (Zamak 3 conforme ASTM B240):
Resistência à tração: 283 MPa
Limite de escoamento: 221 MPa
Alongamento na ruptura: 7–10%
Dureza: 82–85 HRB
Retração linear: ~1,2 mm/m
Tolerância de fundição alcançável: ±0,03 mm (ISO 8062-CT5)
Saiba mais sobre propriedades e aplicações do Zamak 3 na produção de componentes em miniatura de alto volume.
Projeto de Molde para Produção de Dobradiças de Alta Precisão
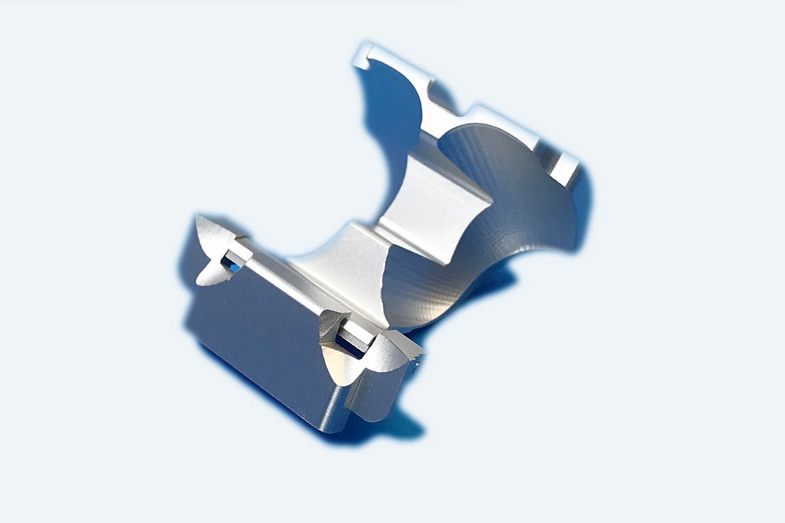
A geometria da dobradiça incluía um pivô cilíndrico, um recesso integrado de retenção de mola e abas de acoplamento, exigindo alta precisão posicional e acabamento superficial sem defeitos. A ferramentaria foi construída usando aço ferramenta de alta dureza (H13), nitretado para aumentar a resistência ao desgaste.
Parâmetros da ferramentaria:
Aço do molde: H13 (HRc 48–52), nitretado
Ângulo de saída: 1,0–1,5° para paredes verticais
Raio mínimo: 0,3 mm nas transições internas
Expectativa de vida útil da ferramenta: >150.000 ciclos
Acabamento da cavidade: Ra ≤ 0,4 µm (polidas opticamente para áreas visuais)
Explore nossas capacidades de fabricação de ferramentas e matrizes para microcomponentes de zinco de precisão em eletrônicos de consumo.
Processo e Controles de Fundição por Injeção
A produção foi realizada em máquinas de fundição por injeção de zinco de câmara quente de 160 toneladas, usando perfis de injeção programáveis e assistência a vácuo para minimizar turbulência e aprisionamento de gás. Sensores em linha monitoravam pressão de injeção, tempo de ciclo e temperatura do molde em tempo real.
Especificações do processo:
Velocidade de injeção: 3,8–4,5 m/s
Tempo de preenchimento: ≤0,1 segundos
Temperatura do molde: 200–220°C
Pressão de injeção: 35–45 MPa
Variação do peso da injeção: ≤2%
Nosso processo de fundição por injeção de zinco inclui sistemas a vácuo e validação por raios-X para garantir a integridade estrutural interna de peças mecânicas de precisão.
Usinagem CNC para Tolerâncias Funcionais
Embora a fundição por injeção tenha produzido a forma líquida, as superfícies críticas foram acabadas usando equipamentos CNC de precisão, garantindo compatibilidade com pinos de pressão, mecanismos com mola e ângulos de rotação da dobradiça.
Padrões de tolerância de usinagem (conforme ISO 286-2):
Tolerância do diâmetro do furo: H6 (±0,006 mm para Ø2–4 mm)
Tolerância da largura do rasgo: ±0,01 mm
Planicidade das faces de acoplamento: ≤0,02 mm
Concentricidade entre pivô e montagem: ≤0,015 mm
Acabamento superficial: Ra ≤ 0,4 µm (nas interfaces funcionais)
Veja nossos serviços de pós-usinagem usados para finalizar componentes vestíveis complexos e de tolerância apertada.
Tratamento Superficial para Resistência ao Desgaste e Estética
As interfaces da dobradiça precisavam de uma sensação suave, excelente resistência à corrosão e alta consistência estética. Um processo superficial de dois estágios foi empregado: acabamento em massa seguido de niquelagem química (ENP).
Detalhes do tratamento superficial:
Meio de acabamento em massa: cerâmica, 3 mm; duração: 2 horas
Tipo de revestimento: ENP, conforme ASTM B733
Espessura do revestimento: 5–8 µm
Dureza superficial: ~500 HV
Resistência ao spray de sal: >96 horas (conforme ASTM B117)
Outras opções, como pintura eletrostática para acabamento cosmético ou anodização para proteção contra corrosão, também estão disponíveis para linhas de produtos alternativas.
Montagem Final, Testes e Embalagem
Cada dobradiça passou por validação de durabilidade e testes de simulação funcional como uma peça mecânica interativa do usuário. Equipamentos automatizados realizaram medições de torque cíclico e resposta da mola.
Protocolo de garantia de qualidade:
Inspeção do Primeiro Artigo (FAI) com validação GD&T
Teste de ciclo de vida: 5.000 rotações da dobradiça, variação de atrito <5%
Inspeção visual sob iluminação uniforme de 600 lux
Marcação a laser para rastreabilidade do lote
Certificação de material em conformidade com RoHS e REACH
Todos os componentes foram embalados usando forros antiestáticos e bandejas antiabrasivas. Nosso fluxo de trabalho de produção de parada única garante serviço completo desde a fundição até o acabamento e logística.
Perguntas Frequentes
Por que o Zamak 3 é preferido em relação a outras ligas para componentes de dobradiça de fone de ouvido em microescala?
Quais tolerâncias dimensionais são alcançáveis em conjuntos fundidos e usinados em miniatura?
Como a niquelagem química é aplicada e validada em peças de zinco?
Quais padrões de teste são seguidos para o desempenho mecânico da dobradiça?
Como a rastreabilidade do lote é mantida para componentes fundidos pequenos e de alto volume?
