Fabricação de Peças de Zamak Adamonyte-Keidune por Fundição e Revestimento PVD para Espelhos
A fundição por injeção de Zamak tornou-se um pilar na indústria de fabricação de metais decorativos, permitindo a produção eficiente de peças com alto nível de detalhe e dimensionalmente estáveis. Ela fornece o equilíbrio ideal de resistência, fluidez e qualidade de acabamento para conjuntos de espelho de alta gama.
Este projeto foca na fabricação colaborativa de componentes de liga de zamak com aparência espelhada, alcançada através de fundição de precisão e tratamento de superfície PVD avançado. O resultado é uma linha de peças ornamentais que atendem às demandas estéticas e funcionais em produtos de consumo premium.
Fundição por Injeção de Zamak para Peças Decorativas e Funcionais
Zamak 3 e Zamak 5 foram selecionados devido à sua excelente fluidez e detalhes superficiais de alta fidelidade, ideais para embelezamentos de molduras de espelho e estruturas de suporte. Essas ligas são amplamente utilizadas na fundição por injeção de zinco para componentes ornamentais e cosméticos que exigem qualidade de acabamento superior.
Dados de material e processo:
Resistência à tração: 280–310 MPa
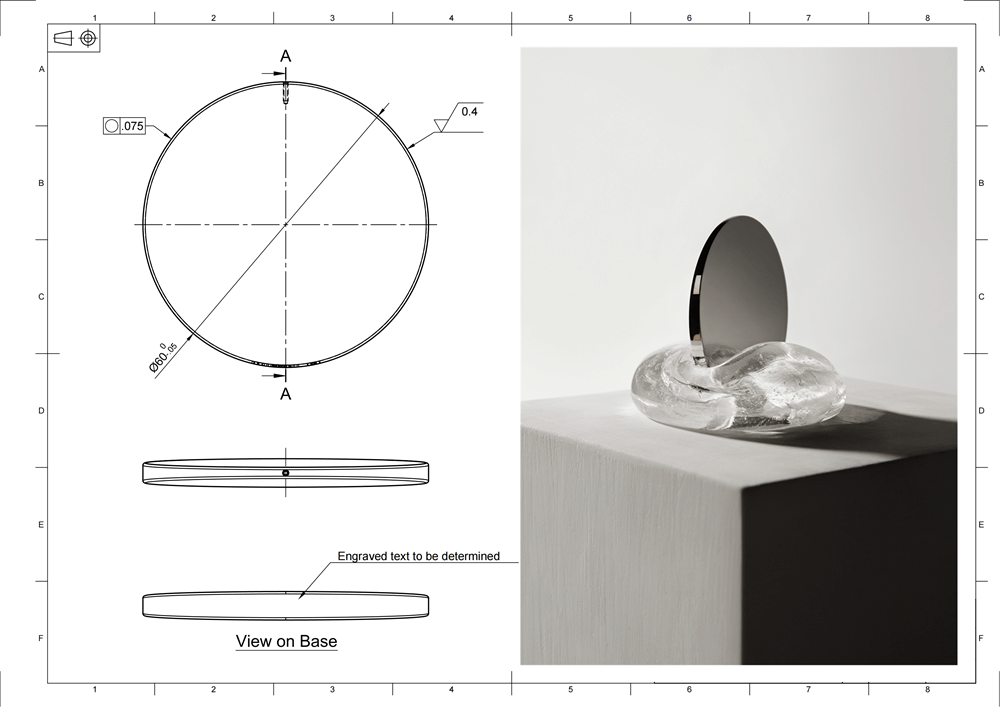
Espessura da parede: 1,2–2,5 mm
Tolerância de fundição: ±0,05 mm (ISO 8062 CT6)
Dureza Brinell: ~85 HB
Porosidade superficial: <0,3% (verificado via inspeção por raios-X)
O processo de fundição por injeção de Zamak garantiu a replicação precisa dos contornos, reduziu defeitos internos e proporcionou repetibilidade dimensional para conjuntos decorativos.
Engenharia de Moldes e Otimização de Superfície
O molde apresentava insertos de cavidade de grau espelho com acabamento superficial Ra ≤ 0,4 µm e ações multi-deslizantes para acomodar rebaixos e geometrias reentrantes. O aço-ferramenta H13 com tratamento térmico a vácuo estendeu a vida útil do molde para além de 100.000 ciclos.
Especificações da ferramentaria:
Material do molde: H13 com superfície nitretada
Ângulo de saída: 1,5° típico para faces verticais
Ações de núcleo multi-deslizantes: para reentrâncias internas
Sistema de resfriamento: canais embutidos com feedback de sensores
Descubra mais sobre fabricação de ferramentas e matrizes para pequenas peças metálicas altamente detalhadas usadas em hardware cosmético ou de consumo.
Pós-processamento e Acabamento CNC
Após a fundição, as peças passaram por remoção de rebarbas e polimento em tambor para suavizar as bordas, seguido de usinagem pós-CNC de precisão para preparar características de encaixe e furos de montagem.
Métricas-chave de usinagem:
Precisão da posição do furo: ±0,02 mm
Chanframento da borda: 0,3 mm uniforme
Rugosidade superficial final: Ra ≤ 0,8 µm
Este acabamento rigoroso garantiu uma integração perfeita com componentes de aço inoxidável ou vidro nos conjuntos finais de espelho.
Revestimento PVD para Acabamento Espelhado e Durabilidade
Um revestimento PVD (Deposição Física a Vácuo) multicamada foi aplicado para proporcionar uma aparência cromada luxuosa e de alta refletividade. O processo produz acabamentos metálicos altamente duráveis usados em hardware de banheiro, móveis e eletrônicos de alta gama.
Parâmetros do processo de revestimento:
Camada base: Titânio ou CrN para adesão
Camada superior refletiva: Cromo ou ouro
Espessura do revestimento: 0,3–0,5 µm
Dureza superficial: >3H
Resistência à corrosão: >240 horas de névoa salina conforme ASTM B117
A uniformidade e o nível de adesão foram validados usando testes de fita de corte cruzado ASTM D3359 e testes de dureza por lápis.
Controle de Qualidade e Suporte à Montagem
Para atender aos rigorosos padrões estéticos, todas as peças passaram por inspeção em múltiplas etapas, incluindo:
Verificação visual 100% sob iluminação difusa de 600 lux
Medição da espessura do revestimento via sonda de corrente parasita
Amostragem dimensional usando MMC
Embalagem em sala limpa antiestática
A embalagem utilizou bandejas anti-riscos e camadas de polietileno para proteger as superfícies PVD de abrasão durante o transporte. Esta abordagem faz parte do nosso modelo de serviço completo — otimizando produção, acabamento, inspeção e embalagem em um fluxo de trabalho unificado.
Produção Flexível de Pequenas Séries para Marcas Premium
Este projeto fez parte de uma linha de produtos de espelho de edição limitada com diferentes acabamentos e formatos. Nossa abordagem de fabricação de baixo volume suportou lotes tão pequenos quanto 2.000 unidades por variante, garantindo exclusividade de design e controle de custos.
Cada nova variante utilizou ferramentaria padrão com insertos intercambiáveis, reduzindo o custo da ferramentaria em 30% e o tempo de troca de ferramentas para menos de 24 horas.
Perguntas Frequentes
Por que o zamak é preferido para fundição decorativa em relação a outras ligas de zinco?
Quais são os padrões de durabilidade do revestimento para hardware decorativo de alto brilho?
Como as tolerâncias dimensionais são gerenciadas para conjuntos cosméticos de múltiplas peças?
Quais métodos de pós-processamento são essenciais antes do revestimento PVD?
Como a produção de baixo volume afeta a flexibilidade da ferramentaria e do design?
