Português
Serviço Online de Prototipagem por Maquinagem CNC
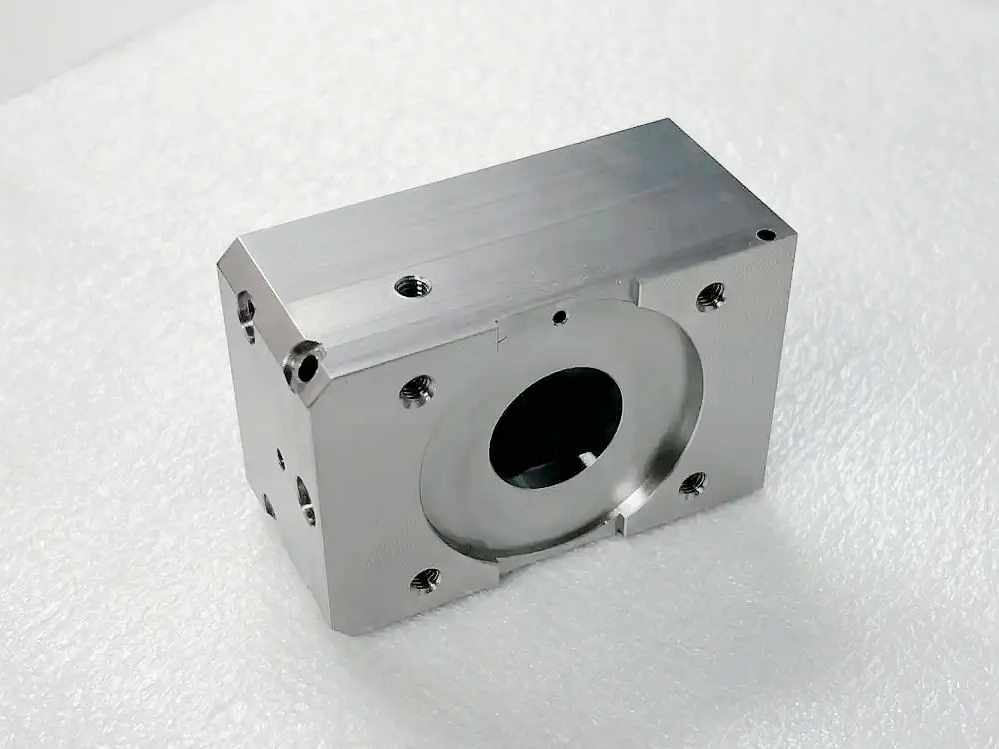
O nosso Serviço Online de Prototipagem por Maquinagem CNC oferece várias soluções de maquinagem de precisão, incluindo fresagem CNC, torneamento, furação, mandrilagem, retificação, maquinagem multi-eixos e EDM. Ideal para produzir protótipos de alta qualidade com precisão excecional para diversos setores.

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
As Nossas Capacidades de Prototipagem em Maquinagem CNC
As nossas capacidades de prototipagem em maquinagem CNC incluem várias técnicas de precisão como fresagem, torneamento, furação, mandrilagem, retificação, maquinagem multi-eixos e EDM. Estes serviços garantem produção rápida, precisa e económica de protótipos de alta qualidade para diferentes indústrias.

Amplia e refina furos existentes, melhorando a precisão, a tolerância e o acabamento para peças que exigem características internas precisas.

Utiliza rebolos abrasivos para obter acabamentos finos, removendo pequenas imperfeições de peças 3D impressas para melhor estética e funcionalidade.

Permite cortes intrincados e complexos a partir de várias direções, oferecendo alta precisão e versatilidade para designs 3D detalhados ou assimétricos.

Garante tolerâncias apertadas e medições exatas, refinando peças 3D impressas para cumprir os mais altos padrões em aplicações especializadas e de alto desempenho.

Aperfeiçoa peças 3D impressas com melhor acabamento superficial, dimensões precisas e desempenho superior, garantindo produtos finais de alta qualidade.

Utiliza fresas rotativas para remover material, conformando peças 3D impressas às especificações com alta precisão e acabamentos suaves.

A peça roda enquanto a ferramenta corta o material; ideal para formas cilíndricas ou esféricas, melhorando a precisão e a qualidade da superfície.

Cria furos e características internas específicas com precisão, aumentando a funcionalidade e o encaixe das peças 3D impressas para montagem.
Amplia e refina furos existentes, melhorando a precisão, a tolerância e o acabamento para peças que exigem características internas precisas.
Utiliza rebolos abrasivos para obter acabamentos finos, removendo pequenas imperfeições de peças 3D impressas para melhor estética e funcionalidade.
Permite cortes intrincados e complexos a partir de várias direções, oferecendo alta precisão e versatilidade para designs 3D detalhados ou assimétricos.
Garante tolerâncias apertadas e medições exatas, refinando peças 3D impressas para cumprir os mais altos padrões em aplicações especializadas e de alto desempenho.
Aperfeiçoa peças 3D impressas com melhor acabamento superficial, dimensões precisas e desempenho superior, garantindo produtos finais de alta qualidade.
Utiliza fresas rotativas para remover material, conformando peças 3D impressas às especificações com alta precisão e acabamentos suaves.
A peça roda enquanto a ferramenta corta o material; ideal para formas cilíndricas ou esféricas, melhorando a precisão e a qualidade da superfície.
Cria furos e características internas específicas com precisão, aumentando a funcionalidade e o encaixe das peças 3D impressas para montagem.
Garante tolerâncias apertadas e medições exatas, refinando peças 3D impressas para cumprir os mais altos padrões em aplicações especializadas e de alto desempenho.
Aperfeiçoa peças 3D impressas com melhor acabamento superficial, dimensões precisas e desempenho superior, garantindo produtos finais de alta qualidade.
Utiliza fresas rotativas para remover material, conformando peças 3D impressas às especificações com alta precisão e acabamentos suaves.
A peça roda enquanto a ferramenta corta o material; ideal para formas cilíndricas ou esféricas, melhorando a precisão e a qualidade da superfície.
Cria furos e características internas específicas com precisão, aumentando a funcionalidade e o encaixe das peças 3D impressas para montagem.
Amplia e refina furos existentes, melhorando a precisão, a tolerância e o acabamento para peças que exigem características internas precisas.
Utiliza rebolos abrasivos para obter acabamentos finos, removendo pequenas imperfeições de peças 3D impressas para melhor estética e funcionalidade.
Permite cortes intrincados e complexos a partir de várias direções, oferecendo alta precisão e versatilidade para designs 3D detalhados ou assimétricos.
Garante tolerâncias apertadas e medições exatas, refinando peças 3D impressas para cumprir os mais altos padrões em aplicações especializadas e de alto desempenho.
Aperfeiçoa peças 3D impressas com melhor acabamento superficial, dimensões precisas e desempenho superior, garantindo produtos finais de alta qualidade.
Como Escolher o Serviço de Maquinagem CNC para os Seus Projetos
O serviço de maquinagem CNC fornece fabrico preciso e eficiente para vários projetos. Recorrendo a máquinas controladas por computador, produz peças complexas com alta exatidão em metais, plásticos e compósitos. O processo permite personalização de design, assegurando tolerâncias apertadas e acabamentos de elevada qualidade. Escolha maquinagem CNC para prototipagem rápida, séries de baixo a médio volume e componentes de alto desempenho adaptados às necessidades do seu projeto.
Comece um novo projeto hoje
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.