Por que as Peças Fundidas por Injeção Precisam de Usinagem CNC Após a Fundição?
Por que as Peças Fundidas por Injeção Precisam de Usinagem CNC Após a Fundição?
As peças fundidas por injeção frequentemente necessitam de usinagem CNC após a fundição porque a fundição pode formar geometrias complexas de forma eficiente, mas algumas áreas funcionais exigem maior precisão dimensional do que a condição de fundido pode fornecer. A usinagem CNC é comumente utilizada para acabar posições de furos, roscas, faces de vedação, mancais de rolamento, faces de flanges, superfícies de montagem e dados de montagem.
Para os compradores, a usinagem pós-fundição não é um sinal de que a fundição por injeção seja imprecisa. É uma maneira normal e econômica de combinar a fundição de near-net-shape (quase formato final) com o acabamento de precisão. O processo de fundição cria a geometria principal, enquanto a usinagem CNC controla apenas as áreas-chave que afetam o ajuste da montagem, vedação, fixação, rotação, alinhamento e desempenho final do produto.
1. Por que Apenas a Fundição Nem Sempre é Suficiente
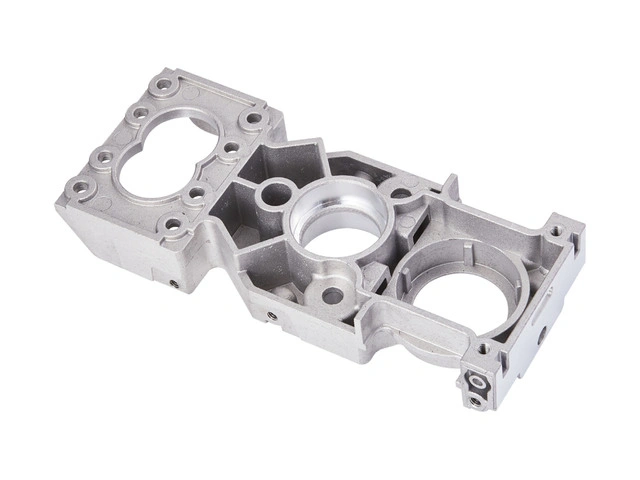
A fundição por injeção é excelente para produzir peças metálicas complexas com nervuras, bossas, carcaças, tampas, suportes, cavidades internas e geometria de produção repetitiva. No entanto, algumas áreas de uma peça devem atender a tolerâncias mais apertadas, superfícies mais lisas ou posicionamento mais preciso do que a fundição sozinha pode alcançar de forma confiável.
Isto é especialmente verdadeiro quando a peça deve conectar-se a outros componentes, suportar um rolamento, vedar contra uma junta, suportar parafusos, alinhar-se com um eixo ou atender a um dado de montagem controlado. Nestes casos, a usinagem CNC após a fundição ajuda a melhorar a precisão dimensional e reduzir o risco funcional.
Limitação do Fundido | Por que Isso Importa | Solução de Usinagem CNC |
|---|---|---|
Variação na posição do furo | Os furos de montagem devem alinhar-se com parafusos, pinos ou peças de acoplamento | Usinar furos após a fundição para melhor controle de localização e diâmetro |
Variação na rugosidade superficial | Faces de vedação e áreas de contato podem necessitar de superfícies mais lisas | Usinar faces de vedação, faces de flange e superfícies de contato |
Requisito de qualidade da rosca | As roscas geralmente precisam de forma, profundidade e resistência precisas | Machucar, fresar roscas ou usinar características roscadas após a fundição |
Controle de dados de montagem | Dados críticos determinam como a peça se encaixa na montagem final | Usinar superfícies de referência e inspecioná-las conforme os requisitos do desenho |
2. Quais Características de Peças Fundidas por Injeção Comumente Precisam de Usinagem CNC
Nem toda superfície de uma peça fundida por injeção precisa de usinagem. Na maioria dos projetos economicamente viáveis, apenas as áreas funcionais críticas são usinadas. Isso permite aos compradores manter a vantagem de custo da fundição enquanto ainda alcançam a precisão necessária para montagem e desempenho.
Característica | Por que Precisa de Usinagem CNC | Aplicação Típica |
|---|---|---|
Furos de montagem | A posição e o tamanho do furo devem corresponder às peças de acoplamento ou fixadores | Carcaças, suportes, tampas, estruturas |
Roscas | A precisão da rosca afeta a resistência da fixação e a confiabilidade da montagem | Corpos de válvulas, carcaças, conectores, peças mecânicas |
Faces de vedação | O planicidade e a rugosidade superficial afetam o controle de vazamento | Peças de bombas, corpos de válvulas, gabinetes, componentes de sistemas de fluidos |
Mancais de rolamento | O diâmetro, redondeza e alinhamento do furo afetam o desempenho do movimento | Carcaças de motores, partes rotativas, conjuntos mecânicos |
Faces de flange | O planicidade do flange afeta a vedação, montagem e estabilidade da conexão | Carcaças de bombas, conexões de tubulação, tampas de equipamentos |
Dados de montagem | Os dados controlam o posicionamento da peça durante a montagem e inspeção | Carcaças fundidas de precisão, peças estruturais, componentes montados |
3. Como a Usinagem CNC Melhora o Ajuste de Montagem
O ajuste de montagem é uma das principais razões pelas quais as peças fundidas por injeção necessitam de usinagem posterior. Uma peça fundida por injeção pode ter uma forma complexa e boa eficiência geral de produção, mas o produto final ainda precisa de furos precisos, superfícies planas, áreas roscadas e dados de referência para montar corretamente com outras peças.
Por exemplo, uma carcaça pode precisar de furos de montagem usinados para que os parafusos se encaixem adequadamente. Um corpo de bomba pode precisar de faces de vedação usinadas para reduzir vazamentos. Um suporte mecânico pode precisar de dados usinados para se alinhar com outro componente. É por isso que a usinagem CNC posterior pode ajudar a garantir o ajuste de montagem e a confiabilidade funcional.
Requisito de Montagem | Risco Sem Usinagem CNC | Benefício da Usinagem |
|---|---|---|
Alinhamento do fixador | Os parafusos podem não se alinhar corretamente com as peças de acoplamento | Melhora a posição do furo e a confiabilidade da fixação |
Ajuste de vedação | Superfícies irregulares podem causar vazamento ou falha da junta | Melhora o planicidade, rugosidade e desempenho de vedação |
Posicionamento do componente | As peças podem deslocar, inclinar ou falhar na montagem final | Cria dados precisos para montagem repetível |
Folga de parte móvel | Furos ou ranhuras podem não suportar movimento suave | Controla o tamanho do furo, alinhamento e folga funcional |
4. Por que a Usinagem Posterior Reduz o Risco de Desvio Dimensional
A fundição por injeção envolve metal fundido preenchendo um molde e depois resfriando em uma peça final. Durante o resfriamento, fatores como contração, temperatura do molde, espessura da parede, tipo de liga e geometria da peça podem afetar as dimensões finais. Embora boas ferramentas e controle de processo possam reduzir a variação, algumas características de alta precisão ainda precisam de usinagem CNC para atender às tolerâncias finais.
A usinagem posterior reduz o risco de desvio dimensional ao fornecer ao fornecedor um processo controlado para dimensões críticas. É especialmente útil para características que afetam vedação, montagem, fixação, rotação, alinhamento ou aprovação na inspeção.
Risco Dimensional | Causa | Como a Usinagem Posterior Ajuda |
|---|---|---|
Variação de contração | Diferentes espessuras de parede e taxas de resfriamento podem afetar as dimensões finais | Áreas críticas podem ser usinadas para o tamanho final após a fundição |
Inconsistência de dados | Superfícies fundidas podem não fornecer pontos de referência estáveis | Dados usinados criam referências confiáveis para inspeção e montagem |
Variação de planicidade superficial | O resfriamento e a ejeção podem afetar faces planas | A usinagem melhora o planicidade em superfícies de vedação ou montagem |
Variação de furos e orifícios | Furos fundidos podem não atender às tolerâncias funcionais finais | Furação, mandrilamento, alargamento ou fresagem melhoram a precisão do furo |
5. Por que Apenas Áreas-Chave Devem Ser Usinadas
Usinar cada superfície de uma peça fundida por injeção é geralmente desnecessário e caro. A principal vantagem da fundição é que ela pode formar a maior parte da geometria de forma eficiente. A usinagem CNC deve ser reservada para áreas que realmente exigem precisão, como furos, roscas, mancais, faces de vedação, dados de montagem e interfaces funcionais.
Esta abordagem ajuda os compradores a reduzir custos enquanto ainda atendem aos requisitos de desempenho. A peça mantém a eficiência de custo da fundição e ganha precisão apenas onde importa.
Estratégia de Usinagem | Impacto no Custo | Uso Recomendado |
|---|---|---|
Usinar cada superfície | Alto tempo de usinagem, custo de dispositivo, custo de inspeção e lead time mais longo | Geralmente desnecessário, a menos que toda a peça exija superfícies de precisão |
Usinar apenas áreas críticas | Menor custo de usinagem e ciclo de produção mais curto | Melhor para a maioria das peças fundidas por injeção com requisitos de precisão local |
Deixar superfícies não críticas como fundidas | Mantém a vantagem de custo da fundição por injeção | Adequado para superfícies ocultas, áreas não de acoplamento e geometria geral |
Definir áreas usinadas antes da cotação | Melhora a precisão do custo e o planejamento do processo | Recomendado para projetos personalizados de fundição por injeção com requisitos de montagem |
6. O que os Compradores Devem Confirmar Antes da Cotação
Os compradores devem confirmar as áreas de usinagem CNC durante a etapa de cotação. Isso ajuda o fornecedor a estimar a sobremetal de usinagem, design do dispositivo, caminho da ferramenta, método de inspeção, requisitos de tolerância e custo final com mais precisão. Se as áreas de usinagem não forem claramente definidas cedo, a cotação pode perder itens de custo importantes ou exigir ajustes posteriores.
Informação de Cotação | Por que Isso Importa | Impacto no Custo e Processo |
|---|---|---|
Superfícies usinadas | Mostra quais áreas precisam de acabamento CNC após a fundição | Afeta o tempo de usinagem, design do dispositivo e custo de inspeção |
Tolerâncias críticas | Define quais dimensões devem ser rigidamente controladas | Afeta o caminho da ferramenta, método de usinagem e controle de qualidade |
Referências de dados | Controla como a peça é localizada durante a usinagem e inspeção | Afeta a repetibilidade e o ajuste de montagem |
Requisitos de rosca e furo | Roscas e furos frequentemente requerem usinagem secundária | Afeta o planejamento de furação, machuração, mandrilamento, alargamento e inspeção |
Requisitos de vedação ou flange | Faces de vedação precisam de planicidade e rugosidade controladas | Afeta a sobremetal de usinagem, qualidade superficial e risco de vazamento |
7. Resumo
Pergunta | Resposta |
|---|---|
Por que as peças fundidas por injeção precisam de usinagem CNC após a fundição? | Porque a fundição forma geometrias complexas de forma eficiente, mas as áreas funcionais-chave frequentemente exigem maior precisão do que a condição de fundido pode fornecer. |
Quais áreas geralmente precisam de usinagem CNC? | Furos de montagem, roscas, faces de vedação, mancais de rolamento, faces de flange, superfícies planas e dados de montagem frequentemente precisam de usinagem. |
Toda superfície precisa de usinagem? | Não. Apenas as áreas funcionais críticas devem ser usinadas para manter o processo economicamente viável. |
Como a usinagem melhora a montagem? | Melhora a precisão do furo, qualidade da rosca, planicidade da superfície de vedação, controle de dados e alinhamento das peças de acoplamento. |
O que os compradores devem confirmar antes da cotação? | Os compradores devem confirmar áreas usinadas, tolerâncias críticas, dados, requisitos de furos e roscas, faces de vedação, necessidades de inspeção e requisitos de montagem final. |
Em resumo, as peças fundidas por injeção precisam de usinagem CNC após a fundição quando as áreas funcionais críticas exigem maior precisão, melhor controle superficial ou ajuste de montagem mais confiável. A fundição cria a geometria complexa de near-net-shape, enquanto a usinagem CNC controla furos, roscas, faces de vedação, mancais de rolamento, faces de flange e dados. Os compradores podem reduzir custos usinando apenas as áreas-chave em vez de cada superfície, e confirmando áreas de usinagem, sobremetais, dispositivos, tolerâncias e requisitos de inspeção durante a etapa de cotação.
