Neway Casting Supply: Carcaça de Aparelho de Barbear Elétrico Philips em Zamak por Fundição sob Pres...
Produtos de cuidados pessoais exigem componentes que combinem estética, conforto e precisão. Para as carcaças de aparelhos de barbear elétricos, a fundição de metal oferece durabilidade e apelo visual, enquanto o acabamento superficial de precisão melhora a percepção do consumidor e a resistência à corrosão.
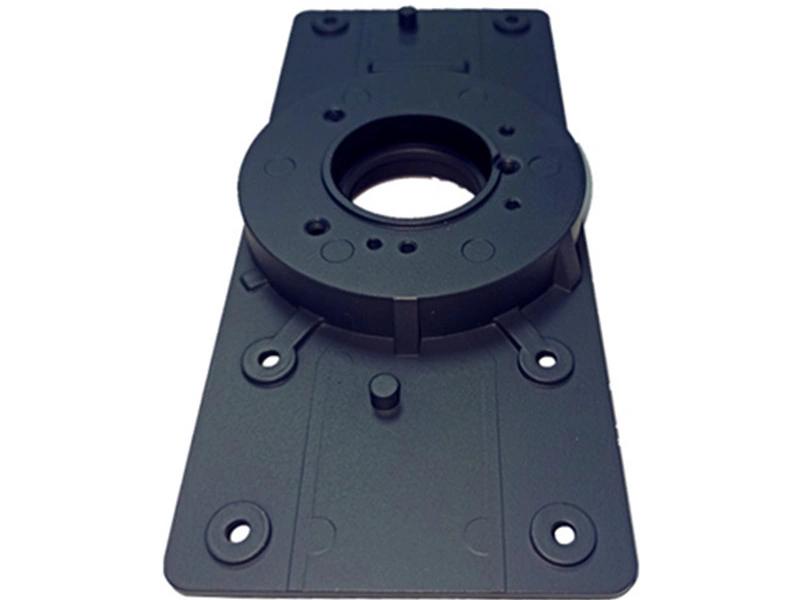
Este projeto destaca a fabricação de carcaças de aparelhos de barbear elétricos à base de Zamak com geometrias complexas e acabamentos de grau cosmético. Inclui processos de ferramentaria, fundição, pintura e controle de qualidade adaptados para entrega de produtos de consumo em alto volume.

Fundição sob Pressão em Zamak 5 para Invólucros de Grau Cosmético
O Zamak 5 foi escolhido para esta aplicação devido à sua estabilidade dimensional, excelente fundibilidade e desempenho de galvanoplastia. Sua superior relação resistência-peso também suporta a ergonomia do usuário e a longevidade da peça.
Propriedades do material (Zamak 5, conforme ASTM B86):
Resistência à tração final: ~295 MPa
Alongamento na ruptura: 7.5%
Dureza Brinell: 82 HB
Tolerância de fundição: ISO 8062 CT5–CT6
Suavidade superficial (após fundição): Ra ≤ 3.2 µm
Saiba mais sobre fundição sob pressão de zinco para peças cosméticas e como ela suporta a replicação superficial de precisão e o design orientado pela marca.
Design de Ferramentaria para Replicação de Alto Detalhe
A carcaça do aparelho de barbear exigia geometria multi-plano, com características de montagem interna e uma superfície externa Classe-A. A ferramentaria foi projetada com inserções de cavidade de alto polimento, micro-ventilação e sistema de alimentação balanceado para minimizar linhas de fluxo e soldas a frio.
Especificações da ferramentaria:
Aço do molde: H13, nitretado e polido
Vida útil do molde: >100.000 ciclos
Acabamento superficial da cavidade: Ra ≤ 0.4 µm
Tempo de preenchimento: ≤0.2 s usando injeção de alta velocidade
Revise nossas capacidades de fabricação de ferramentas e matrizes otimizadas para carcaças de produtos de alto brilho voltadas para o cliente.
Acabamento Superficial: Pintura vs. Galvanoplastia
Após a fundição e polimento, a superfície da carcaça foi revestida usando uma linha de pintura automatizada para peças eletrônicas cosméticas. Um sistema multicamada foi aplicado, incluindo primer, base e verniz.
Tabela Comparativa de Acabamento Superficial
Propriedade | Acabamento Pintado | Acabamento Galvanizado |
|---|---|---|
Espessura Típica | 40–60 µm | 5–10 µm |
Dureza Superficial | 2H (lápis) | ~400 HV (níquel/cromo) |
Uniformidade Visual | Excelente (fosco/brilhante) | Brilho espelhado (galvanizado) |
Resistência à Corrosão | >720 hrs de spray salino | >240 hrs de spray salino |
Flexibilidade de Cor Personalizada | Alta | Moderada |
A pintura foi selecionada para este projeto para permitir maiores opções de cores e controle tátil. Nossa linha de pintura pós-processo fornece acabamentos adequados para superfícies de consumo Classe-A.
Pós-Processamento e Controle de Qualidade
Antes da pintura, as peças foram limpas em tanques de desengorduramento ultrassônico e inspecionadas quanto à porosidade superficial e defeitos cosméticos. Após o acabamento, os componentes passaram por inspeção visual e teste de adesão.
Parâmetros-chave de QA:
Aderência do revestimento (ASTM D3359): classificação 5B
Resistência ao spray salino (ASTM B117): ≥720 hrs
Nível de brilho superficial (ISO 2813): personalizado por modelo de produto
Tolerância dimensional funcional: ±0.05 mm após revestimento
Explore como nossos procedimentos de QA pós-processo garantem acabamentos duráveis e esteticamente consistentes.
Prontidão para Montagem e Embalagem Final
Os componentes foram entregues em bandejas específicas do cliente, antiestáticas, pré-contadas e seladas para uso direto na linha de montagem. Serviços opcionais incluem etiquetagem de peças, aplicação de filme protetor e pré-montagem mecânica.
Nossa solução de fornecimento de parada única garante consistência de fabricação e manuseio de ponta a ponta para componentes de cuidados pessoais de alto volume.
Perguntas Frequentes
O que torna o Zamak 5 adequado para carcaças de aparelhos de barbear decorativas?
Como o desempenho da superfície pintada se compara com o das peças de zinco galvanizadas?
Quais padrões superficiais são usados para carcaças cosméticas Classe-A?
Como os acabamentos de alto brilho são mantidos em grandes lotes de produção?
Quais verificações de qualidade são críticas para invólucros cosméticos fundidos sob pressão revestidos?