Fabricación de Piezas de Zamak Adamonyte-Keidune por Fundición y Revestimiento PVD para Espejos
La fundición a presión de Zamak se ha convertido en un elemento básico en la industria de fabricación de metal decorativo, permitiendo la producción eficiente de piezas con alto detalle y dimensionalmente estables. Proporciona el equilibrio ideal de resistencia, fluidez y calidad de acabado para ensamblajes de espejos de alta gama.
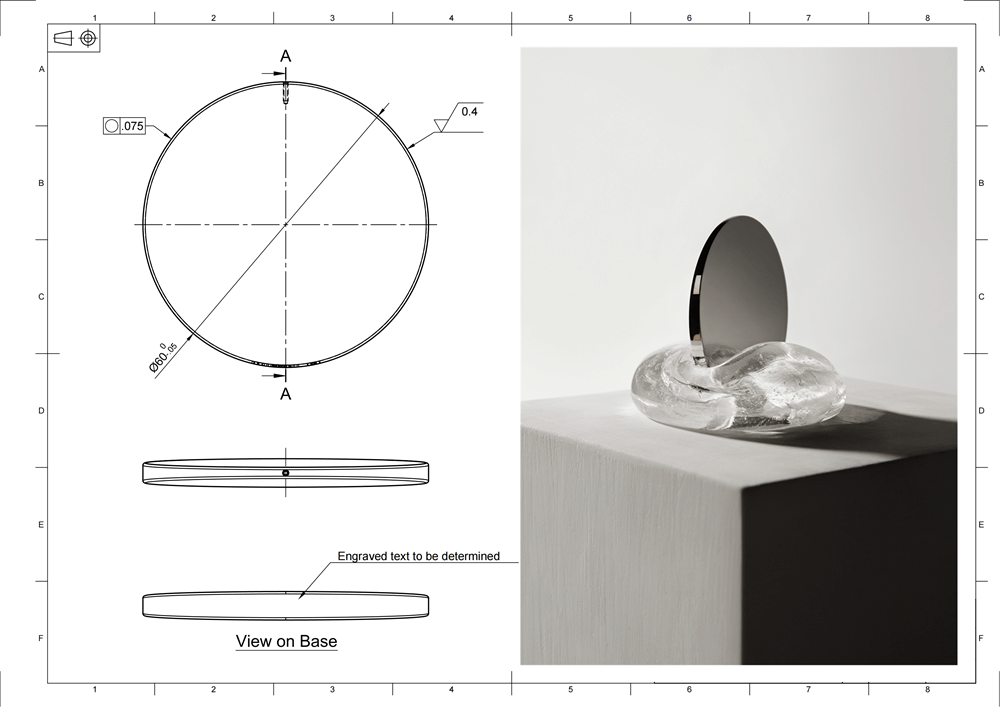
Este proyecto se centra en la fabricación colaborativa de componentes de aleación de zamak con apariencia de espejo, lograda mediante fundición de precisión y tratamiento superficial PVD avanzado. El resultado es una línea de piezas ornamentales que satisfacen las demandas estéticas y funcionales en productos de consumo premium.
Fundición a Presión de Zamak para Piezas Decorativas y Funcionales
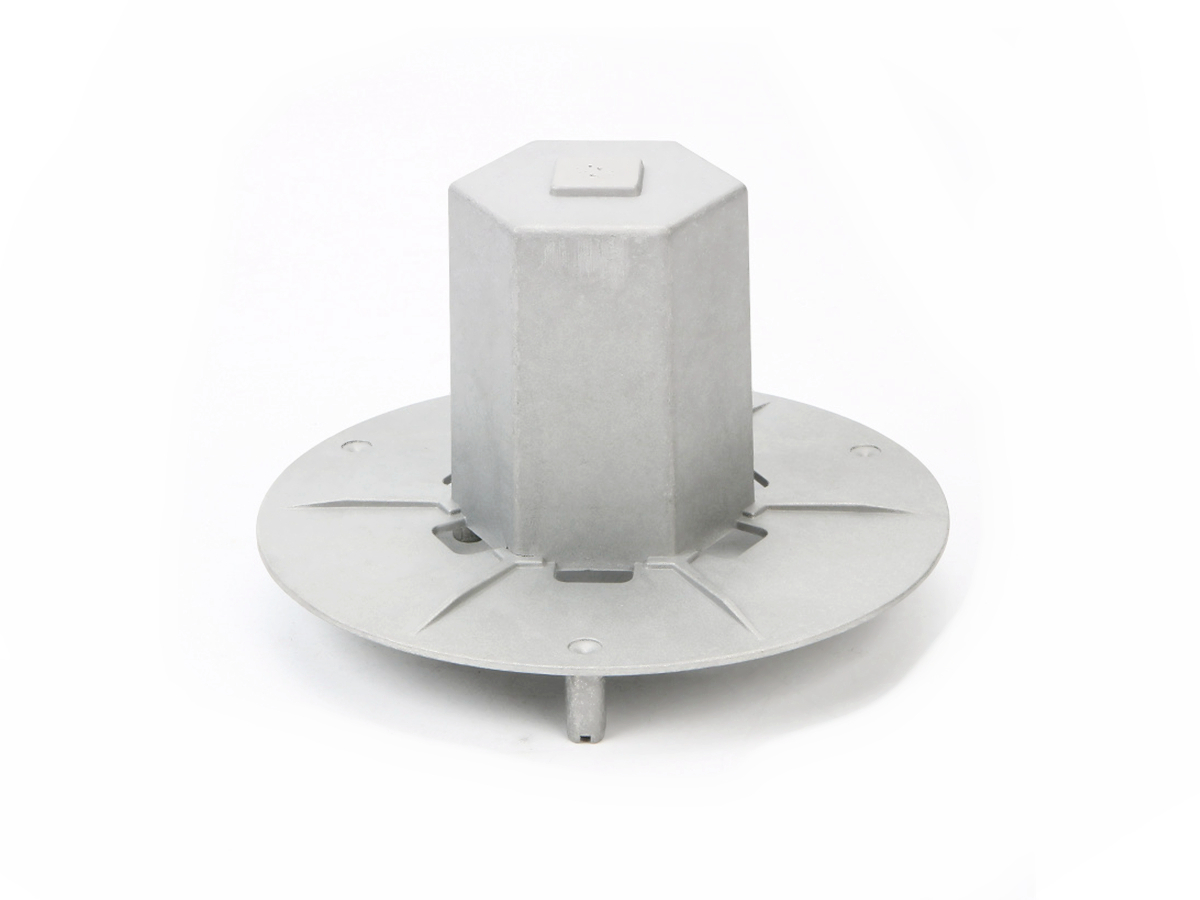
Se seleccionaron Zamak 3 y Zamak 5 debido a su excelente fluidez y detalle superficial de alta fidelidad, ideales para adornos de marcos de espejos y estructuras de soporte. Estas aleaciones se utilizan ampliamente en la fundición a presión de zinc para componentes ornamentales y cosméticos que requieren una calidad de acabado superior.
Datos de material y proceso:
Resistencia a la tracción: 280–310 MPa
Espesor de pared: 1.2–2.5 mm
Tolerancia de fundición: ±0.05 mm (ISO 8062 CT6)
Dureza Brinell: ~85 HB
Porosidad superficial: <0.3% (verificado mediante inspección por rayos X)
El proceso de fundición a presión de Zamak garantizó una replicación fina de los contornos, redujo los defectos internos y la repetibilidad dimensional para ensamblajes decorativos.
Ingeniería de Moldes y Optimización de Superficies
El molde contaba con insertos de cavidad de grado espejo con un acabado superficial Ra ≤ 0.4 µm y acciones de deslizamiento múltiple para acomodar socavados y geometrías empotradas. El acero para herramientas H13 con tratamiento térmico al vacío extendió la vida útil del molde más allá de 100,000 ciclos.
Especificaciones de la herramienta:
Material del molde: H13 con superficie nitrurada
Ángulo de desmoldeo: 1.5° típico para caras verticales
Acciones de núcleo de deslizamiento múltiple: para huecos internos
Sistema de enfriamiento: canales integrados con retroalimentación de sensores
Descubra más sobre la fabricación de herramientas y moldes para piezas metálicas pequeñas y altamente detalladas utilizadas en hardware cosmético o de consumo.
Postprocesado y Acabado CNC
Después de la fundición, las piezas se sometieron a eliminación de rebabas y vibrado para suavizar los bordes, seguido de un postmecanizado CNC de precisión para preparar las características de acoplamiento y los agujeros de montaje.
Métricas clave de mecanizado:
Precisión de posición de agujeros: ±0.02 mm
Chaflanado de bordes: 0.3 mm uniforme
Rugosidad superficial final: Ra ≤ 0.8 µm
Este acabado preciso garantizó una integración perfecta con componentes de acero inoxidable o vidrio en los ensamblajes finales de espejos.
Revestimiento PVD para Acabado de Espejo y Durabilidad
Se aplicó un revestimiento PVD (Deposición Física de Vapor) multicapa para lograr una apariencia de cromo de alta reflectividad y lujo. El proceso produce acabados metálicos altamente duraderos utilizados en hardware de baño, muebles y electrónica de alta gama.
Parámetros del proceso de revestimiento:
Capa base: Titanio o CrN para adhesión
Capa superior reflectante: Cromo u oro
Espesor del revestimiento: 0.3–0.5 µm
Dureza superficial: >3H
Resistencia a la corrosión: >240 horas de niebla salina según ASTM B117
La uniformidad y el nivel de adhesión se validaron utilizando pruebas de corte cruzado con cinta ASTM D3359 y pruebas de dureza con lápiz.
Control de Calidad y Soporte de Ensamblaje
Para cumplir con estrictos estándares estéticos, todas las piezas se sometieron a una inspección de múltiples etapas, que incluyó:
Verificación visual al 100% bajo iluminación difusa de 600 lux
Medición del espesor del revestimiento mediante sonda de corrientes de Foucault
Muestreo dimensional usando MMC
Embalaje en sala limpia antiestática
El embalaje utilizó bandejas antiarañazos y capas de polietileno para proteger las superficies PVD de la abrasión durante el envío. Este enfoque es parte de nuestro modelo de servicio integral—optimizando la producción, acabado, inspección y embalaje en un flujo de trabajo unificado.
Producción Flexible de Pequeñas Series para Marcas Premium
Este proyecto fue parte de una línea de productos de espejos de edición limitada con diferentes acabados y formatos. Nuestro enfoque de fabricación de bajo volumen admitió tamaños de lote tan pequeños como 2,000 unidades por variante, garantizando exclusividad de diseño y control de costos.
Cada nueva variante utilizó herramientas estándar con insertos intercambiables, reduciendo el costo de herramientas en un 30% y el tiempo de cambio de herramientas a menos de 24 horas.
Preguntas Frecuentes
¿Por qué se prefiere el zamak para la fundición a presión decorativa sobre otras aleaciones de zinc?
¿Cuáles son los estándares de durabilidad del revestimiento para hardware decorativo de alto brillo?
¿Cómo se gestionan las tolerancias dimensionales para ensamblajes cosméticos de múltiples piezas?
¿Qué métodos de postprocesado son esenciales antes del revestimiento PVD?
¿Cómo afecta la producción de bajo volumen a la flexibilidad de herramientas y diseño?