Colaboración de Huawei con Newway en la Fundición a Presión de Cubiertas de Carcasas de Base de Dato...
Los componentes de infraestructura de telecomunicaciones exigen precisión, control térmico y escalabilidad de alto volumen. La fundición a presión de aluminio proporciona la integridad estructural requerida y las propiedades de disipación de calor para cubiertas de carcasas de bases de datos avanzadas.
Este proyecto demuestra cómo la fundición a presión de aluminio de tolerancia estrecha permitió la producción eficiente de componentes de carcasa personalizados para equipos de base de red, cumpliendo con estrictos requisitos de superficie, blindaje y ensamblaje.

Objetivos de Diseño Funcional para Cubiertas de Carcasas de Telecomunicaciones
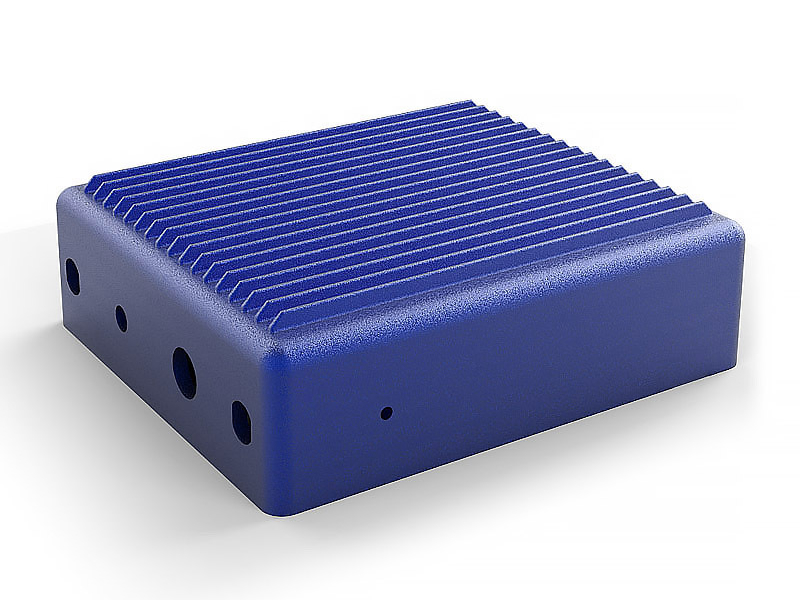
Las cubiertas de carcasas de aluminio son envolventes protectores para electrónica de comunicaciones sensible y requieren excelente blindaje EMI, rigidez y capacidad de transferencia térmica. Se seleccionó la aleación de aluminio A380 por su fluidez de fundición y estabilidad dimensional.
Especificaciones del material:
Resistencia máxima a la tracción: 310 MPa
Conductividad térmica: ~96 W/m·K
Densidad: 2.74 g/cm³
Espesor de fundición a presión: 2.0–3.2 mm
Planicidad de la superficie: ≤0.05 mm sobre un tramo de 250 mm
El proceso de fundición a presión de aluminio aseguró un espesor de pared uniforme y superficies internas limpias para montar placas de circuito y conectores.
Ingeniería de Herramientas y Moldes para Aplicaciones de Telecomunicaciones
El diseño del molde incorporó acciones de doble deslizamiento y ventilación de cavidad profunda para lograr estructuras de alta definición como aletas de refrigeración y nervaduras internas. Se utilizó acero para herramientas H13 con endurecimiento al vacío y nitruración, logrando una vida útil del molde de más de 100,000 inyecciones.
Aspectos destacados de las herramientas:
Molde de múltiples cavidades para eficiencia por lotes
Ángulo de desmoldeo: 1.5° para superficies verticales
Núcleos internos para agujeros pasantes y ranuras
Sensores térmicos en tiempo real integrados en el molde
Las herramientas del molde siguieron el estándar ISO 8062 CT6, apoyando una repetibilidad dimensional estrecha a lo largo de miles de ciclos.
Fundición a Presión de Alta Presión para Precisión Dimensional
La producción utilizó equipos HPDC de cámara fría de 500 toneladas con sistemas de inyección controlados por servos y asistencia de vacío. El monitoreo en tiempo real aseguró que cada inyección estuviera dentro de una desviación del proceso del 2%.
Parámetros de fundición:
Velocidad de inyección: 2.0–2.8 m/s
Tiempo de llenado: ≤0.2 s
Temperatura del molde: 230–250°C
Objetivo de porosidad: <0.3%, verificado mediante rayos X y prueba de fugas al vacío
La lubricación automática del émbolo y los ciclos de enfriamiento redujeron el desgaste de las herramientas y estabilizaron el tiempo de ciclo por debajo de 40 segundos.
Integración de Mecanizado CNC y Acabado Superficial
El postprocesamiento involucró servicios de mecanizado CNC de alta precisión para interfaces de conectores, superficies de disipadores de calor y jefes de sujetadores. Las métricas clave de mecanizado incluyeron:
Tolerancia de posición de agujeros: ±0.02 mm
Acabado superficial: Ra 1.6 µm en caras de juntas
Control de planicidad en áreas de contacto térmico: ≤0.03 mm
Roscado: roscas internas M4–M6 (clase 6H)
Las superficies finales se sometieron a un recubrimiento de conversión de cromato según MIL-DTL-5541 Tipo II, seguido de un recubrimiento en polvo negro mate para durabilidad y apariencia. La capa de recubrimiento superó >1,000 horas de niebla salina (ASTM B117).
Control de Calidad y Soporte de Producción
Cada lote siguió procedimientos APQP con informes dimensionales, inspección por rayos X y pruebas funcionales. El embalaje utilizó bandejas disipativas de estática con separadores de polietileno para prevenir arañazos y corrosión.
Medidas de control de calidad:
Inspección de Primer Artículo (FAI)
SPC en proceso con gráficos de control
Prueba de fugas en la envolvente con presión de aire de 2.5 bar
Certificados de material para cumplimiento RoHS/REACH
Este servicio integral de fundición redujo el tiempo de entrega en un 30% y aseguró una entrega consistente para las líneas de hardware de telecomunicaciones.
Preguntas Frecuentes
¿Qué aleaciones de aluminio son adecuadas para la fundición a presión de envolventes de telecomunicaciones?
¿Cómo se logra el blindaje EMI en cubiertas de fundición a presión de aluminio?
¿Qué acabados superficiales se utilizan para protección contra corrosión y estética?
¿Cómo se mecanizan las características de montaje y conectores después de la fundición?
¿Qué inspecciones de calidad se requieren para piezas de aluminio de grado telecomunicaciones?