उच्च दबाव डाई कास्टिंग एल्यूमीनियम जटिल उत्पादन भागों का समर्थन कैसे करता है
उच्च दबाव डाई कास्टिंग एल्यूमीनियम जटिल उत्पादन भागों का समर्थन कैसे करता है
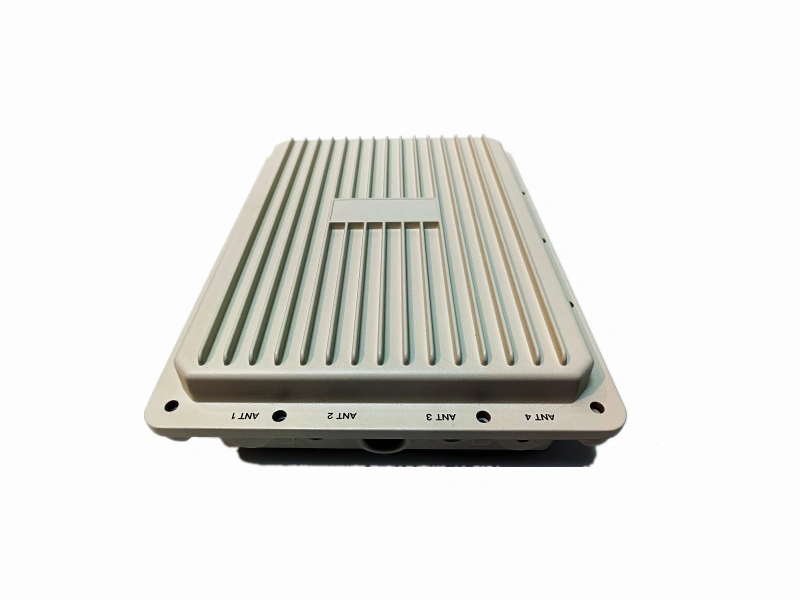
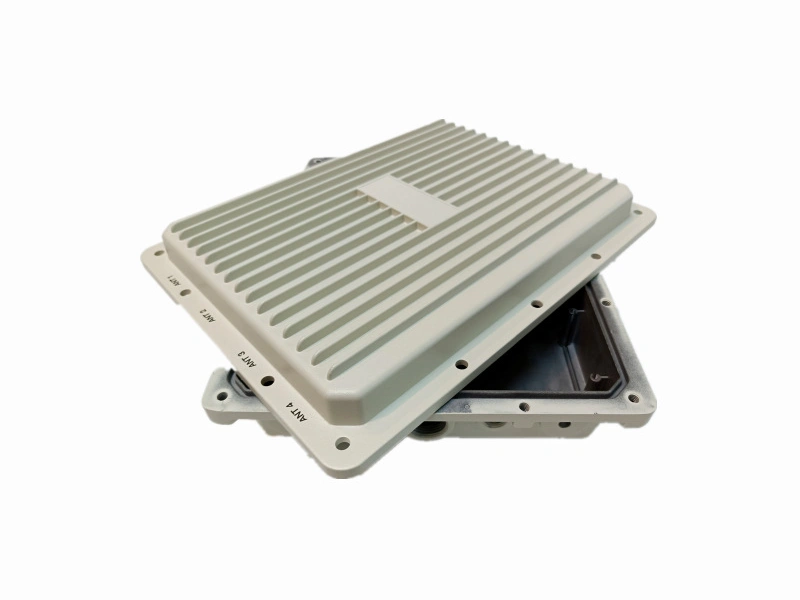
उच्च दबाव डाई कास्टिंग एल्यूमीनियम खरीदारों को पतली दीवारों, रिब्स, बॉसेस, माउंटिंग फीचर्स, दृश्य सतहों और स्थानीय सीएनसी (CNC) मशीनिंग क्षेत्रों वाले जटिल एल्यूमीनियम भागों के उत्पादन में मदद करता है। इसका उपयोग अक्सर एल्यूमीनियम हाउसिंग, लाइटिंग हाउसिंग, हीट सिंक हाउसिंग, मोटर कवर, पंप बॉडी, इलेक्ट्रॉनिक एन्क्लोजर, ऑटोमोटिव कवर, माउंटिंग ब्रैकेट और औद्योगिक एल्यूमीनियम कवर के लिए किया जाता है।
खरीदारों के लिए, उच्च दबाव डाई कास्टिंग एल्यूमीनियम का मूल्य केवल यह नहीं है कि यह जटिल आकार बना सकता है। वास्तविक मूल्य यह है कि क्या पार्ट डिज़ाइन, टूलिंग, फ्लो पाथ, वेंटिंग, कूलिंग, मशीनिंग भत्ता, सतह फिनिशिंग और पायलट रन वैधीकरण बड़े पैमाने पर उत्पादन शुरू होने से पहले एक साथ काम कर सकते हैं।
यदि इन विवरणों की शुरुआती समीक्षा नहीं की जाती है, तो परियोजना को अपूर्ण भरने, कोल्ड शट, सरंध्रता (porosity), वार्पेज, मशीनिंग के बाद खुले छिद्र, सौंदर्य दोष और अस्थिर बैच गुणवत्ता का सामना करना पड़ सकता है। एक मजबूत परियोजना को शुरू से ही डिज़ाइन समीक्षा, टूलिंग योजना, सीएनसी मशीनिंग और उत्पादन वैधीकरण को जोड़ना चाहिए।
उच्च दबाव डाई कास्टिंग एल्यूमीनियम जटिल पार्ट ज्यामिति के लिए क्यों उपयुक्त है
उच्च दबाव डाई कास्टिंग एल्यूमीनियम जटिल पार्ट ज्यामिति के लिए उपयुक्त है क्योंकि पिघला हुआ एल्यूमीनियम दबाव के तहत समर्पित मोल्ड कैविटी को भर सकता है। यह उन एल्यूमीनियम भागों के लिए उपयोगी है जिनमें पतली दीवारें, रिब्स, बॉसेस, माउंटिंग होल, सीलिंग क्षेत्र, सपाट संपर्क सतहें, दृश्य सतहें, कोटिंग आवश्यकताएं और स्थानीय सीएनसी मशीनिंग क्षेत्र शामिल हैं।
ये विशेषताएं एल्यूमीनियम हाउसिंग, लाइटिंग हाउसिंग, हीट सिंक हाउसिंग, मोटर कवर, पंप बॉडी, इलेक्ट्रॉनिक एन्क्लोजर, ऑटोमोटिव कवर, माउंटिंग ब्रैकेट, औद्योगिक एल्यूमीनियम कवर और कस्टम एल्यूमीनियम डाई कास्ट पार्ट्स में आम हैं।
हालांकि, जटिल ज्यामिति विनिर्माण जोखिम भी बढ़ाती है। पतली दीवारों को भरना मुश्किल हो सकता है। मोटे बॉसेस संकुचन पैदा कर सकते हैं। सीएनसी मशीनिंग के बाद सीलिंग सतहें सरंध्रता प्रकट कर सकती हैं। दृश्य सतहें गेट मार्क्स, इजेक्टर मार्क्स या पार्टिंग लाइनों से प्रभावित हो सकती हैं। यही कारण है कि जटिल एल्यूमीनियम भागों को शुरुआती डीएफएम (DFM) समीक्षा और टूलिंग योजना की आवश्यकता होती है।
जटिल फीचर | यह उच्च दबाव डाई कास्टिंग एल्यूमीनियम के लिए क्यों उपयुक्त है | खरीदार योजना बिंदु |
|---|---|---|
पतली दीवारें | वजन कम कर सकता है और कॉम्पैक्ट एल्यूमीनियम संरचनाओं का समर्थन कर सकता है | भरने के पथ और दीवार की मोटाई की स्थिरता की समीक्षा करें |
रिब्स | पूरे पार्ट को भारी किए बिना कठोरता में सुधार करें | रिब लेआउट को धातु प्रवाह के साथ संतुलित करें |
बॉसेस | स्क्रू, इन्सर्ट और माउंटिंग पॉइंट्स का समर्थन करें | स्थानीय मोटे खंडों और संकुचन जोखिम से बचें |
माउंटिंग होल | असेंबली और पोजिशनिंग का समर्थन करें | पुष्टि करें कि किन छिद्रों को सीएनसी मशीनिंग की आवश्यकता है |
सीलिंग क्षेत्र | कास्टिंग में बनाया जा सकता है और मशीनिंग द्वारा फिनिश किया जा सकता है | मशीनिंग से पहले सरंध्रता जोखिम को नियंत्रित करें |
दृश्य सतहें | कास्टिंग के बाद पेंटिंग, कोटिंग या पॉलिशिंग का समर्थन कर सकता है | टूलिंग डिज़ाइन के दौरान सौंदर्य सतहों की रक्षा करें |
सपाट संपर्क सतहें | अंतिम आकार के पास कास्ट किया जा सकता है और कार्य के लिए मशीन किया जा सकता है | मशीनिंग भत्ता और डेटम सतहों की योजना बनाएं |
पतली दीवार और जटिल फीचर्स उच्च दबाव डाई कास्टिंग एल्यूमीनियम को कैसे प्रभावित करते हैं
उच्च दबाव डाई कास्टिंग एल्यूमीनियम परियोजनाओं में पतली दीवार और जटिल फीचर्स महत्वपूर्ण हैं। टूलिंग शुरू होने से पहले खरीदारों को दीवार की मोटाई की स्थिरता, पतली दीवार भरने, रिब लेआउट, बॉस मोटाई, फ्लो पाथ, कोने की त्रिज्या, ड्राफ्ट कोण, स्थानीय मोटे खंड, मशीनिंग भत्ता और कूलिंग संतुलन की समीक्षा करनी चाहिए।
यदि इन डिज़ाइन विवरणों को नियंत्रित नहीं किया जाता है, तो कास्टिंग में अपूर्ण भरने, कोल्ड शट, सरंध्रता, संकुचन, वार्पेज, कमजोर संरचना, सतह के निशान और बैच अस्थिरता हो सकती है। ये समस्याएं ट्रायल नमूनों, सीएनसी मशीनिंग या पायलट रन उत्पादन तक पूरी तरह से दिखाई नहीं दे सकती हैं।
एक अच्छा पतली दीवार वाला डिज़ाइन न केवल वजन कम करना चाहिए। इसे स्थिर धातु प्रवाह, संतुलित कूलिंग, उचित शक्ति और कार्यात्मक मशीनिंग क्षेत्रों के लिए पर्याप्त सामग्री का भी समर्थन करना चाहिए।
पतली दीवार या जटिल फीचर | खरीदारों को क्या समीक्षा करनी चाहिए | अनदेखा करने पर जोखिम |
|---|---|---|
दीवार की मोटाई की स्थिरता | पतले क्षेत्रों, मोटे खंडों और संक्रमण क्षेत्रों की जांच करें | वार्पेज, संकुचन और अस्थिर आयाम |
पतली दीवार भरना | पुष्टि करें कि क्या एल्यूमीनियम लंबे या संकीर्ण खंडों को भर सकता है | अपूर्ण भरना और कोल्ड शट |
रिब लेआउट | रिब की मोटाई, स्थान और प्रवाह सहायता की समीक्षा करें | खराब भरना या कमजोर संरचना |
बॉस मोटाई | फास्टनिंग क्षेत्रों और स्थानीय हॉट स्पॉट की जांच करें | संकुचन, सरंध्रता और सतह के निशान |
फ्लो पाथ | समीक्षा करें कि पिघला हुआ एल्यूमीनियम कैविटी के माध्यम से कैसे चलता है | हवा फंसना और अस्थिर भरना |
कोने की त्रिज्या | प्रवाह में सुधार करने और तनाव कम करने के लिए उपयुक्त त्रिज्या का उपयोग करें | कोल्ड शट, दरारें या कमजोर कोने |
ड्राफ्ट कोण | मोल्ड से पार्ट रिलीज की पुष्टि करें | ड्रैग मार्क्स, चिपकना और इजेक्शन समस्याएं |
मशीनिंग भत्ता | छिद्रों, सतहों और डेटम सतहों के लिए पर्याप्त सामग्री छोड़ें | रद्दी, फिर से काम या खराब अंतिम सहनशीलता |
कूलिंग संतुलन | हॉट स्पॉट और ठोसीकरण नियंत्रण की समीक्षा करें | वार्पेज और बैच भिन्नता |
फ्लो पाथ और वेंटिंग एल्यूमीनियम डाई कास्ट गुणवत्ता को कैसे प्रभावित करते हैं
फ्लो पाथ और वेंटिंग सीधे एल्यूमीनियम डाई कास्ट गुणवत्ता को प्रभावित करते हैं। उच्च दबाव डाई कास्टिंग एल्यूमीनियम में, पिघली हुई धातु को पतली दीवारों, रिब्स, बॉसेस और जटिल फीचर्स को तेजी से और लगातार भरना होगा। यदि फ्लो पाथ खराब है या फंसी हुई हवा बाहर नहीं निकल सकती है, तो पार्ट में सरंध्रता, कोल्ड शट, अपूर्ण भरना या सतह दोष हो सकते हैं।
खरीदारों को फ्लो पाथ और वेंटिंग को केवल आपूर्तिकर्ता-पक्ष के तकनीकी विवरण के रूप में नहीं मानना चाहिए। ये निर्णय यह प्रभावित करते हैं कि क्या कार्यात्मक सतहों को सुरक्षित रूप से मशीन किया जा सकता है, क्या दृश्य सतहें स्वीकार्य हैं और क्या बैच उत्पादन स्थिर रह सकता है।
टूलिंग शुरू होने से पहले, आपूर्तिकर्ता को गेट पोजिशन, रनर संतुलन, वेंटिंग, ओवरफ्लो डिज़ाइन, कूलिंग लेआउट, पार्टिंग लाइन लोकेशन और मशीनिंग भत्ते की एक साथ समीक्षा करनी चाहिए।
योजना क्षेत्र | यह महत्वपूर्ण क्यों है | खरीदार की चिंता |
|---|---|---|
फ्लो पाथ | नियंत्रित करता है कि पिघला हुआ एल्यूमीनियम कैविटी को कैसे भरता है | अपूर्ण भरने से बचें |
गेट पोजिशन | भरने की दिशा और सतह के निशानों को प्रभावित करता है | कार्यात्मक और दृश्य क्षेत्रों की रक्षा करें |
वेंटिंग | फंसी हुई हवा को निकालने में मदद करता है | सरंध्रता जोखिम कम करें |
ओवरफ्लो डिज़ाइन | भरने की गुणवत्ता को स्थिर करने में मदद करता है | पुनरावृत्ति में सुधार करें |
कूलिंग लेआउट | संकुचन और वार्पेज को प्रभावित करता है | आयामी स्थिरता में सुधार करें |
पार्टिंग लाइन | दिखावट और फिनिशिंग को प्रभावित करता है | सौंदर्य विवादों से बचें |
मशीनिंग भत्ता | कास्टिंग के बाद कार्यात्मक सतहों की रक्षा करता है | पोस्ट-मशीनिंग जोखिम कम करें |
टूलिंग को उच्च दबाव डाई कास्टिंग एल्यूमीनियम का समर्थन कैसे करना चाहिए
उच्च दबाव डाई कास्टिंग एल्यूमीनियम में टूलिंग सबसे महत्वपूर्ण कारकों में से एक है। अंतिम गुणवत्ता केवल डाई कास्टिंग मशीन द्वारा निर्धारित नहीं होती है। टूलिंग डिज़ाइन भरने, सरंध्रता, संकुचन, वार्पेज, सतह की दिखावट, सीएनसी मशीनिंग भत्ते और बैच स्थिरता को प्रभावित करता है।
उच्च दबाव डाई कास्टिंग एल्यूमीनियम के लिए टूलिंग शुरू होने से पहले, खरीदारों और आपूर्तिकर्ताओं को मोल्ड कैविटी लेआउट, गेट डिज़ाइन, रनर संतुलन, वेंटिंग, ओवरफ्लो, कूलिंग चैनल, इजेक्टर पिन पोजिशन, पार्टिंग लाइन लोकेशन, स्लाइडर या इन्सर्ट आवश्यकताओं, मशीनिंग भत्ते और सौंदर्य सतह संरक्षण की समीक्षा करनी चाहिए।
यदि टूलिंग की उचित योजना नहीं बनाई गई है, तो ट्रायल नमूने असंगत दिख सकते हैं, मशीन किए गए क्षेत्र दोष प्रकट कर सकते हैं, दृश्य सतहें सौंदर्य मानकों को पूरा करने में विफल हो सकती हैं और दीर्घकालिक उत्पादन अस्थिर हो सकता है।
टूलिंग क्षेत्र | यह क्या नियंत्रित करता है | कमजोर होने पर खरीदार जोखिम |
|---|---|---|
मोल्ड कैविटी लेआउट | पार्ट आकार, कैविटी संतुलन और उत्पादन पुनरावृत्ति | अस्थिर नमूने और असंगत उत्पादन |
गेट डिज़ाइन | धातु प्रवेश दिशा और भरने की गुणवत्ता | प्रवाह निशान, कोल्ड शट और खराब भरना |
रनर संतुलन | जटिल फीचर्स में स्थिर एल्यूमीनियम प्रवाह | असमान भरना और बैच भिन्नता |
वेंटिंग | उच्च दबाव भरने के दौरान हवा रिलीज | सरंध्रता और आंतरिक दोष |
ओवरफ्लो | भरने का स्थिरीकरण और दोष नियंत्रण | अस्थिर सतह और पुनरावृत्ति समस्याएं |
कूलिंग चैनल | ठोसीकरण, संकुचन और चक्र नियंत्रण | वार्पेज, संकुचन और आयामी विचलन |
इजेक्टर पिन पोजिशन | पार्ट रिलीज और सतह निशान स्थान | सौंदर्य या कार्यात्मक सतहों पर निशान |
पार्टिंग लाइन लोकेशन | फ्लैश, बर्स और दृश्य रेखा放置 | फिनिशिंग रीवर्क और दिखावट विवाद |
स्लाइडर या इन्सर्ट आवश्यकता | अंडरकट्स, जटिल फीचर्स और मोल्ड फंक्शन | टूलिंग जटिलता और रखरखाव जोखिम |
मशीनिंग भत्ता | छिद्रों, सतहों और डेटम के लिए बची सामग्री | अपर्याप्त स्टॉक या मशीनिंग रीवर्क |
सौंदर्य सतह संरक्षण | दृश्य सतहें, कोटिंग क्षेत्र और दिखावट मानक | फिनिशिंग के बाद सौंदर्य अस्वीकृति |
मशीनिंग से पहले सरंध्रता जोखिम का प्रबंधन कैसे किया जाना चाहिए
सरंध्रता जोखिम का प्रबंधन सीएनसी मशीनिंग से पहले किया जाना चाहिए, न कि मशीनिंग के बाद जब समस्या सामने आए। कई एल्यूमीनियम डाई कास्ट पार्ट कास्ट की गई स्थिति में स्वीकार्य दिख सकते हैं, लेकिन सीलिंग सतहों, थ्रेडेड होल, फ्लैटनेस-नियंत्रित सतहों या संपर्क क्षेत्रों को मशीन करने के बाद आंतरिक छिद्र दिखाई दे सकते हैं।
यह पंप बॉडी, मोटर कवर, हाउसिंग, हीट सिंक हाउसिंग, माउंटिंग पार्ट्स और सीलिंग या असेंबली आवश्यकताओं वाले पार्ट्स के लिए विशेष रूप से महत्वपूर्ण है। यदि मशीन किए गए क्षेत्र सरंध्रता प्रकट करते हैं, तो पार्ट लीकेज टेस्टिंग, असेंबली निरीक्षण या सौंदर्य स्वीकृति में विफल हो सकता है।
खरीदारों को टूलिंग और ट्रायल नमूनों से पहले पुष्टि करनी चाहिए कि किन क्षेत्रों में खुली सरंध्रता नहीं हो सकती है। टूलिंग डिज़ाइन, गेट पोजिशन, वेंटिंग, मशीनिंग भत्ता और वैधीकरण टेस्टिंग सभी इन महत्वपूर्ण क्षेत्रों का समर्थन करनी चाहिए।
सरंध्रता नियंत्रण आइटम | खरीदारों को क्या पुष्टि करनी चाहिए | यह महत्वपूर्ण क्यों है |
|---|---|---|
सीलिंग सतहें | मशीनिंग के बाद किन सतहों को खुले छिद्रों से मुक्त रहना चाहिए | लीकेज और सीलिंग विफलता को कम करता है |
फ्लैटनेस-नियंत्रित सतहें | किन सतहों को अंतिम मशीनिंग और स्थिर संपर्क की आवश्यकता है | असेंबली और निरीक्षण परिणामों में सुधार करता है |
थ्रेडेड होल | थ्रेड पोजिशन, गहराई और स्वीकार्य सरंध्रता स्तर | फास्टनिंग विश्वसनीयता में सुधार करता है |
महत्वपूर्ण मशीन किए गए क्षेत्र | कौन से मशीन किए गए क्षेत्र छिद्र या सतह दोष नहीं दिखा सकते | पोस्ट मशीनिंग के बाद रद्दी होने से रोकता है |
मशीनिंग भत्ता | क्या स्थिर अंतिम मशीनिंग के लिए पर्याप्त स्टॉक बचा है | रीवर्क और खुले दोष जोखिम को कम करता है |
गेट और वेंटिंग पोजिशन | क्या महत्वपूर्ण क्षेत्र उच्च सरंध्रता जोखिम वाले क्षेत्रों से बचते हैं | कार्यात्मक सतहों की रक्षा करता है |
ट्रायल सैंपल मशीनिंग | क्या नमूना पार्ट्स को वैधीकरण के लिए काटा या मशीन किया जाना चाहिए | उत्पादन से पहले छिपी हुई सरंध्रता पाता है |
दबाव या असेंबली टेस्टिंग | क्या अनुप्रयोग को लीकेज, दबाव या फिट टेस्टिंग की आवश्यकता है | कार्यात्मक प्रदर्शन की पुष्टि करता है |
उच्च दबाव डाई कास्टिंग एल्यूमीनियम की अन्य उत्पादन मार्गों से तुलना कैसे करें
उच्च दबाव डाई कास्टिंग एल्यूमीनियम की तुलना पार्ट ज्यामिति, वार्षिक मांग, मशीनिंग क्षेत्र, सतह आवश्यकताओं और दीर्घकालिक उत्पादन योजनाओं के आधार पर अन्य उत्पादन मार्गों से की जानी चाहिए। खरीदारों को केवल यह नहीं पूछना चाहिए कि कौन सी प्रक्रिया बेहतर है। बेहतर प्रश्न यह है कि कौन सी प्रक्रिया उत्पाद आवश्यकता और कुल विनिर्माण लागत से मेल खाती है।
उच्च दबाव डाई कास्टिंग एल्यूमीनियम अक्सर पुनरावृत्त उत्पादन वाले जटिल एल्यूमीनियम भागों के लिए उपयुक्त होता है। पूर्ण सीएनसी मशीनिंग प्रोटोटाइप, कम मात्रा वाले पार्ट्स या ठोस परिशुद्धता पार्ट्स के लिए बेहतर हो सकती है। डाई कास्टिंग प्लस सीएनसी मशीनिंग अक्सर उन उत्पादन पार्ट्स के लिए सबसे अच्छा मार्ग होता है जिन्हें जटिल ज्यामिति और कार्यात्मक परिशुद्धता क्षेत्रों दोनों की आवश्यकता होती है।
विभिन्न सामग्री दिशाओं की तुलना करने वाले खरीदार पार्ट के आकार, वजन, चालकता, दिखावट और लागत लक्ष्य के आधार पर कस्टम मेटल कास्टिंग, जिंक डाई कास्टिंग और तांबा डाई कास्टिंग की भी समीक्षा कर सकते हैं।
उत्पादन मार्ग | बेहतर फिट | खरीदार की चिंता |
|---|---|---|
उच्च दबाव डाई कास्टिंग एल्यूमीनियम | पुनरावृत्त उत्पादन वाले जटिल एल्यूमीनियम भाग | टूलिंग और प्रक्रिया नियंत्रण |
कम दबाव डाई कास्टिंग | बड़े पार्ट या अलग भरने की आवश्यकताएं | चक्र समय और ज्यामिति फिट |
पूर्ण सीएनसी मशीनिंग | प्रोटोटाइप या कम मात्रा वाली परिशुद्ध ठोस पार्ट्स | जटिल आकारों के लिए उच्च इकाई लागत |
डाई कास्टिंग प्लस सीएनसी मशीनिंग | कार्यात्मक परिशुद्धता क्षेत्रों वाले उत्पादन पार्ट्स | लागत और कार्य का संतुलन |
बड़े पैमाने पर उत्पादन से पहले पायलट रन प्रक्रिया विंडो की पुष्टि कैसे करते हैं
पायलट रन बड़े पैमाने पर उत्पादन से पहले प्रक्रिया विंडो की पुष्टि करते हैं। वे केवल छोटे बैच उत्पादन नहीं हैं। वे खरीदारों और आपूर्तिकर्ताओं को यह सत्यापित करने में मदद करते हैं कि क्या कास्टिंग प्रक्रिया, मशीनिंग योजना, सतह फिनिशिंग और निरीक्षण मानक दोहराए गए पार्ट्स में स्थिर रह सकते हैं।
उच्च दबाव डाई कास्टिंग एल्यूमीनियम जोखिम हमेशा एक नमूने में दिखाई नहीं देते हैं। भरने की अस्थिरता, सरंध्रता, वार्पेज, बर्स ग्रोथ, फ्लैश, मशीन किए गए फीचर भिन्नता, कोटिंग दोष और असेंबली फिट समस्याएं केवल अधिक पार्ट्स के उत्पादन के बाद ही दिखाई दे सकती हैं।
एक पायलट रन को भरने की स्थिरता, सरंध्रता स्तर, वार्पेज, दीवार की मोटाई स्थिरता, बर्स और फ्लैश स्तर, मशीन किए गए फीचर सटीकता, सतह फिनिश परिणाम, असेंबली फिट, बैच पुनरावृत्ति और निरीक्षण रिपोर्ट प्रारूप को वैध करना चाहिए।
पायलट रन वैधीकरण आइटम | खरीदारों को क्या जांच करनी चाहिए | यह महत्वपूर्ण क्यों है |
|---|---|---|
भरने की स्थिरता | क्या पतली दीवारें, रिब्स और जटिल क्षेत्र लगातार भरते हैं | कास्टिंग प्रक्रिया विंडो की पुष्टि करता है |
सरंध्रता स्तर | दृश्य छिद्र और मशीनिंग के बाद खुले छिद्र | कार्यात्मक और सौंदर्य जोखिम को कम करता है |
वार्पेज | फ्लैटनेस, असेंबली फिट और पार्ट विरूपण | आयामी स्थिरता में सुधार करता है |
दीवार की मोटाई स्थिरता | पतले क्षेत्र, मोटे क्षेत्र और रिब खंड | स्थिर पार्ट संरचना की पुष्टि करता है |
बर्स और फ्लैश स्तर | किनारे, छिद्र, पार्टिंग लाइनें और हैंडलिंग क्षेत्र | फिनिशिंग और असेंबली समस्याओं को कम करता है |
मशीन किए गए फीचर सटीकता | थ्रेड, छिद्र, सतहें, डेटम और सहनशीलता-नियंत्रित क्षेत्र | सीएनसी मशीनिंग स्थिरता की पुष्टि करता है |
सतह फिनिश परिणाम | पॉलिशिंग, पेंटिंग, कोटिंग और दृश्य सतह गुणवत्ता | दिखावट मानक की पुष्टि करता है |
असेंबली फिट | मिलान पार्ट्स और अंतिम उत्पादन इंस्टॉलेशन के साथ फिट | उत्पादन असेंबली जोखिम को कम करता है |
बैच पुनरावृत्ति | क्या आयाम और दिखावट पार्ट्स में स्थिर रहते हैं | पूर्ण उत्पादन के लिए तैयारी की पुष्टि करता है |
निरीक्षण रिपोर्ट प्रारूप | क्या आयामी, सौंदर्य और कार्यात्मक जांच स्पष्ट रूप से दर्ज की गई है | उत्पादन अनुमोदन साक्ष्य बनाता है |
खरीदारों को उच्च दबाव डाई कास्टिंग एल्यूमीनियम पर आपूर्तिकर्ता के साथ कैसे काम करना चाहिए
खरीदारों को ऐसे आपूर्तिकर्ता के साथ काम करना चाहिए जो डीएफएम (DFM) समीक्षा से लेकर पायलट रन और पुनरावृत्त उत्पादन तक उच्च दबाव डाई कास्टिंग एल्यूमीनियम का समर्थन कर सके। आपूर्तिकर्ता को न केवल पार्ट का कोटेशन देना चाहिए, बल्कि पतली दीवार वाले फीचर्स, फ्लो पाथ, वेंटिंग, टूलिंग, सीएनसी मशीनिंग भत्ता, सरंध्रता जोखिम, सतह फिनिशिंग और उत्पादन पुनरावृत्ति का भी मूल्यांकन करना चाहिए।
एक योग्य आपूर्तिकर्ता को खरीदारों को यह पहचानने में मदद करनी चाहिए कि पार्ट कहाँ कास्ट करना आसान है, कहाँ पार्ट में भरने या सरंध्रता का जोखिम हो सकता है, किन सतहों को सीएनसी मशीनिंग की आवश्यकता है, कौन सी सतहें सौंदर्य हैं और पूर्ण उत्पादन से पहले परियोजना का वैधीकरण कैसे किया जाना चाहिए।
Neway उच्च दबाव डाई कास्टिंग एल्यूमीनियम परियोजनाओं का समर्थन करता है जिनके लिए एल्यूमीनियम डाई कास्टिंग, टूल और डाई मेकिंग, डाई कास्टिंग के बाद सीएनसी मशीनिंग, कस्टम मेटल कास्टिंग, सतह फिनिशिंग, ट्रायल नमूने, पायलट रन वैधीकरण और पुनरावृत्त उत्पादन गुणवत्ता नियंत्रण की आवश्यकता होती है।
आपूर्तिकर्ता क्षमता | खरीदारों को क्या जांच करनी चाहिए | यह महत्वपूर्ण क्यों है |
|---|---|---|
DFM समीक्षा | क्या आपूर्तिकर्ता टूलिंग से पहले पतली दीवारों, रिब्स, बॉसेस और ड्राफ्ट की समीक्षा कर सकता है? | मोल्ड परिवर्तन और नमूना विफलता को कम करता है |
पतली दीवार फीचर मूल्यांकन | क्या आपूर्तिकर्ता भरने के जोखिम और दीवार की मोटाई स्थिरता का आकलन कर सकता है? | जटिल पार्ट गुणवत्ता में सुधार करता है |
फ्लो पाथ और वेंटिंग समीक्षा | क्या आपूर्तिकर्ता गेट, रनर, वेंटिंग और ओवरफ्लो की उचित योजना बना सकता है? | सरंध्रता और अपूर्ण भरने को कम करता है |
टूलिंग योजना | क्या आपूर्तिकर्ता मोल्ड डिज़ाइन, सुधार और रखरखाव का समर्थन कर सकता है? | उत्पादन पुनरावृत्ति में सुधार करता है |
CNC मशीनिंग भत्ता | क्या आपूर्तिकर्ता छिद्रों, सतहों और डेटम के लिए स्टॉक की योजना बना सकता है? | मशीनिंग की कमी और रीवर्क को रोकता है |
सरंध्रता और वार्पेज नियंत्रण | क्या आपूर्तिकर्ता उत्पादन से पहले जोखिम वाले क्षेत्रों को वैध कर सकता है? | कार्यात्मक और सौंदर्य गुणवत्ता की रक्षा करता है |
सतह फिनिशिंग वैधीकरण | क्या आपूर्तिकर्ता पॉलिशिंग, पेंटिंग, कोटिंग और दिखावट जांच का प्रबंधन कर सकता है? | सौंदर्य विवादों को कम करता है |
ट्रायल नमूने | क्या आपूर्तिकर्ता निरीक्षण और सुधार कार्यों के साथ नमूने प्रदान कर सकता है? | शुरुआती परियोजना तैयारी की पुष्टि करता है |
पायलट रन सहायता | क्या आपूर्तिकर्ता पूर्ण उत्पादन से पहले प्रक्रिया विंडो को वैध कर सकता है? | बड़े पैमाने पर उत्पादन जोखिम को कम करता है |
पुनरावृत्त उत्पादन गुणवत्ता | क्या आपूर्तिकर्ता आयाम, सतह गुणवत्ता और डिलीवरी स्थिरता बनाए रख सकता है? | दीर्घकालिक सहयोग का समर्थन करता है |
अक्सर पूछे जाने वाले प्रश्न (FAQ)
खरीदार पतली दीवार वाली हाउसिंग के लिए उच्च दबाव डाई कास्टिंग एल्यूमीनियम का उपयोग कैसे कर सकते हैं?
मोल्ड डिज़ाइन से पहले फ्लो पाथ और वेंटिंग की समीक्षा कैसे की जानी चाहिए?
खरीदार मशीन किए गए एल्यूमीनियम क्षेत्रों पर सरंध्रता एक्सपोजर को कैसे कम कर सकते हैं?
उच्च दबाव डाई कास्टिंग एल्यूमीनियम की तुलना अन्य मार्गों से कब की जानी चाहिए?
पूर्ण उत्पादन से पहले पायलट रन प्रक्रिया विंडो की पुष्टि कैसे करें?
