हिन्दी
कस्टम ऑनलाइन तांबा पीतल डाई कास्टिंग सेवा
हमारी कस्टम ऑनलाइन तांबा पीतल डाई कास्टिंग सेवा में उच्च गुणवत्ता वाली मेटल कास्टिंग, त्वरित प्रोटोटाइपिंग, और पोस्ट-प्रोसेस सेवाएं शामिल हैं। हम आपके विशिष्ट आवश्यकताओं को पूरा करने के लिए व्यापक कास्टिंग सामग्री प्रदान करते हैं और आपके प्रोजेक्ट्स के लिए प्रिसिजन इंजीनियर्ड समाधान देते हैं।
- मेटल कास्टिंग सेवा >>
- त्वरित प्रोटोटाइपिंग सेवा >>
- पोस्ट प्रोसेस सेवा >>
- उपलब्ध कास्टिंग सामग्री >>
- टूल और डाई मेकिंग >>
नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
तांबा/पीतल डाई कास्टिंग क्या है?
तांबा/पीतल डाई कास्टिंग एक निर्माण प्रक्रिया है जिसमें पिघले हुए तांबा या पीतल मिश्र धातुओं को उच्च दबाव में सांचे में इंजेक्ट किया जाता है ताकि सटीक, टिकाऊ भाग बनाए जा सकें। इसे विद्युत, ऑटोमोटिव, और प्लम्बिंग जैसे उद्योगों में इसकी मजबूती और चालकता के कारण व्यापक रूप से उपयोग किया जाता है।
तांबा/पीतल डाई कास्टिंग के लाभ
तांबा और पीतल की डाई कास्टिंग मुख्य गुण प्रदान करती हैं—90% IACS तक चालकता, 450 MPa से अधिक तन्यता शक्ति, ASTM B117 नमक स्प्रे परीक्षणों में 500 घंटे से अधिक जंग प्रतिरोध, और 0.5 मिमी से कम जटिल फीचर्स की कास्टिंग—जो ऑटोमोटिव, इलेक्ट्रिकल और एयरोस्पेस उपयोग के लिए आदर्श हैं।
आम तांबा/पीतल कास्टिंग मिश्र धातु
आम तांबा/पीतल मिश्र धातु डाई कास्टिंग में उनकी ताकत, टिकाऊपन और जंग प्रतिरोध के कारण व्यापक रूप से उपयोग की जाती हैं। लोकप्रिय मिश्र धातुएं जैसे C87600 (ब्रॉन्ज़), C93200 (बियरिंग ब्रॉन्ज़), और C36000 (फ्री-कटिंग ब्रास) विभिन्न औद्योगिक, ऑटोमोटिव, और समुद्री अनुप्रयोगों के लिए बहुमुखी प्रतिभा प्रदान करती हैं।
तांबे के कास्टिंग के लिए सामान्य सतह उपचार
तांबे के कास्टिंग के लिए सामान्य सतह उपचारों में इलेक्ट्रोप्लेटिंग, पाउडर कोटिंग, पेंटिंग, पॉलिशिंग, शॉट ब्लास्टिंग, वाइब्रेटरी फिनिशिंग, केमिकल एचिंग, क्लियर कोटिंग और पीवीडी शामिल हैं। ये प्रक्रियाएं जंग प्रतिरोध, सतह की कठोरता, रूप और मजबूती जैसी विशेषताओं को बढ़ाती हैं, साथ ही विभिन्न औद्योगिक अनुप्रयोगों में स्थायित्व और प्रदर्शन में सुधार करती हैं।
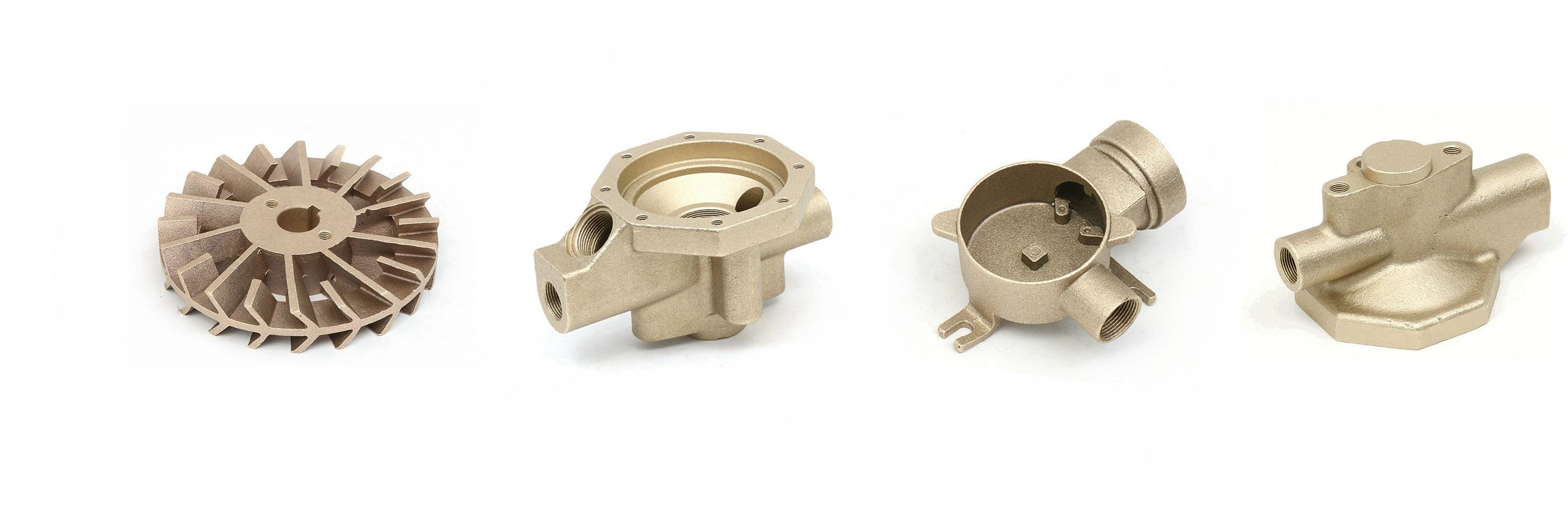
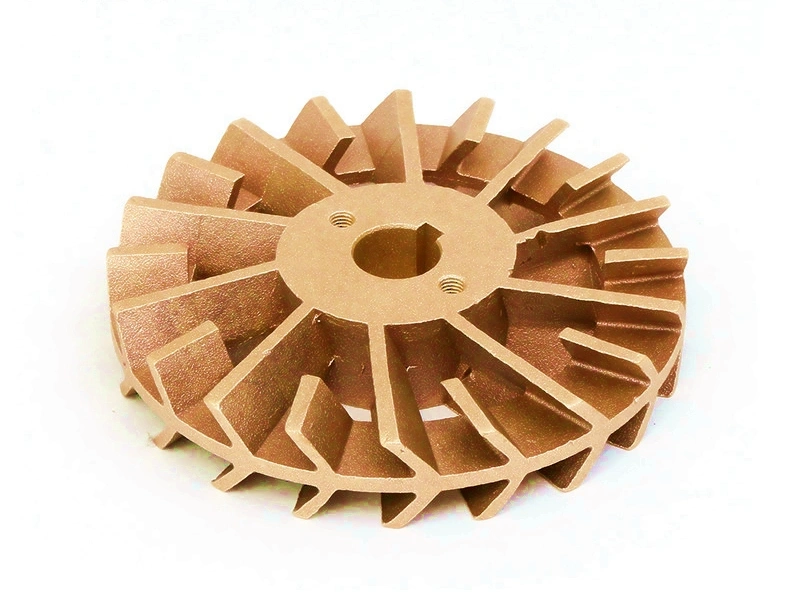
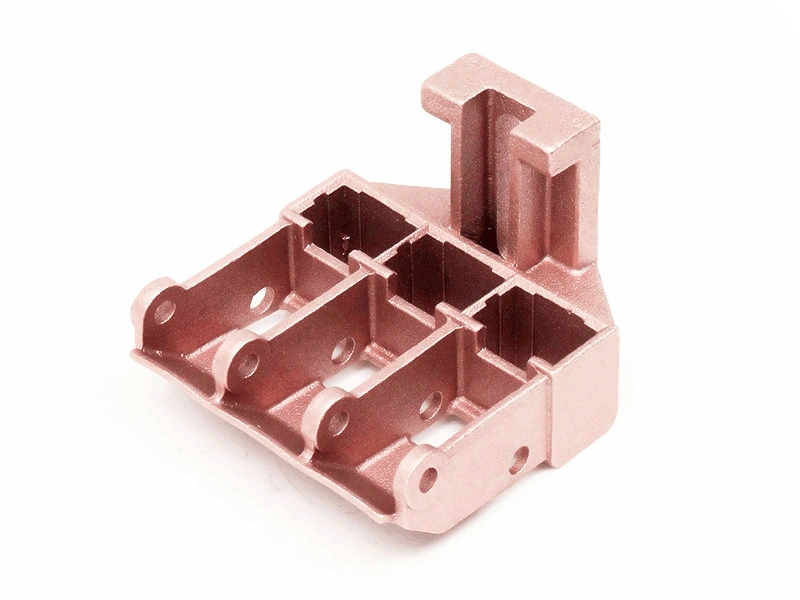
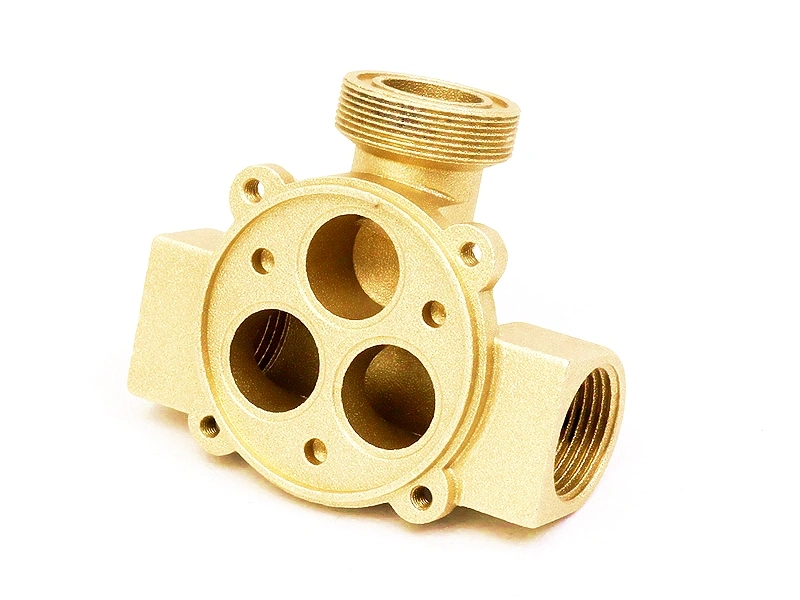
तांबा और पीतल डाई कास्टिंग के अनुप्रयोग
तांबा और पीतल डाई कास्टिंग उद्योगों में उच्च मजबूती, जंग प्रतिरोधी समाधान प्रदान करता है। इलेक्ट्रिकल कनेक्टर्स, प्लंबिंग फिटिंग्स, और HVAC हीट एक्सचेंजर्स के लिए आदर्श, ये मिश्र धातुएं टिकाऊपन और दक्षता सुनिश्चित करती हैं। ऑटोमोटिव कूलिंग सिस्टम, पंप कंपोनेंट्स, मैकेनिकल हार्डवेयर, और वाल्व बॉडीज से लेकर, तांबा और पीतल डाई कास्टिंग कठिन अनुप्रयोगों में सटीकता और विश्वसनीयता प्रदान करते हैं।





आज ही नया प्रोजेक्ट शुरू करें
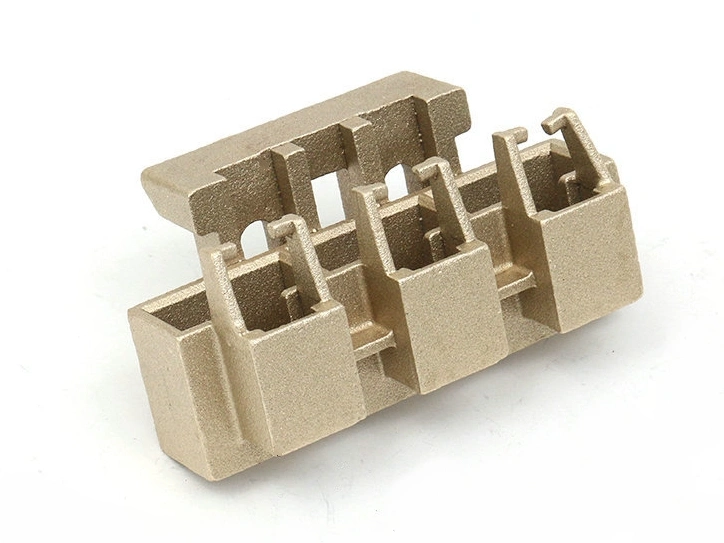
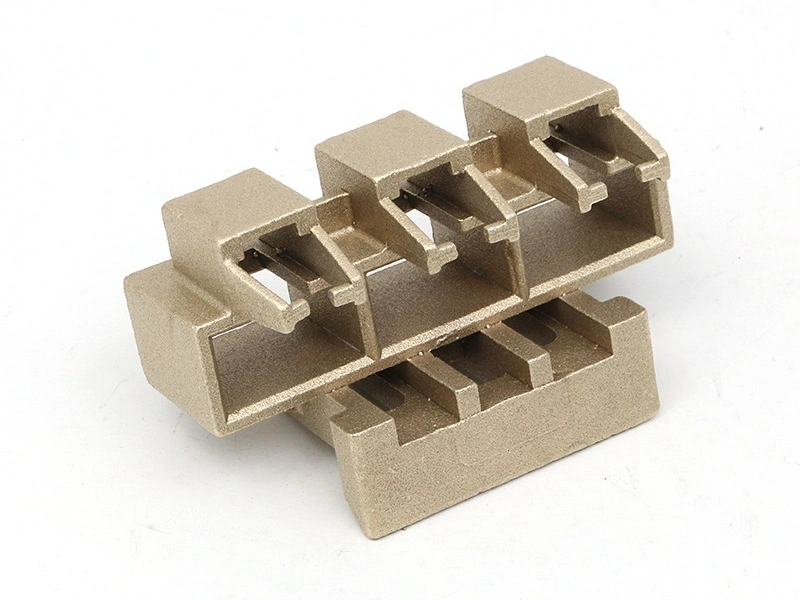
तांबा डाई कास्टिंग डिज़ाइन
एक अच्छी डिज़ाइन किया गया तांबा डाई कास्टिंग उत्कृष्ट स्थायित्व, उच्च तापीय और विद्युत चालकता, और बेहतर मजबूती सुनिश्चित करता है। यह छिद्रता जैसे दोषों को कम करता है और सामग्री के प्रवाह को बेहतर बनाता है, जिससे अपशिष्ट कम होता है। उचित डिज़ाइन सटीक सहिष्णुता की अनुमति देता है, भाग अखंडता को बढ़ाता है, और पोस्ट-प्रोसेसिंग की आवश्यकता को कम करता है। इसका परिणाम अधिक कुशल निर्माण, कम उत्पादन लागत, और उच्च गुणवत्ता वाले, दीर्घकालिक तांबा कंपोनेंट्स होता है।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें




Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.