Como as Peças de Alumínio Fundido por Injeção Apoiam o Design de Produtos Leves

Como as Peças de Alumínio Fundido por Injeção Apoiam o Design de Produtos Leves
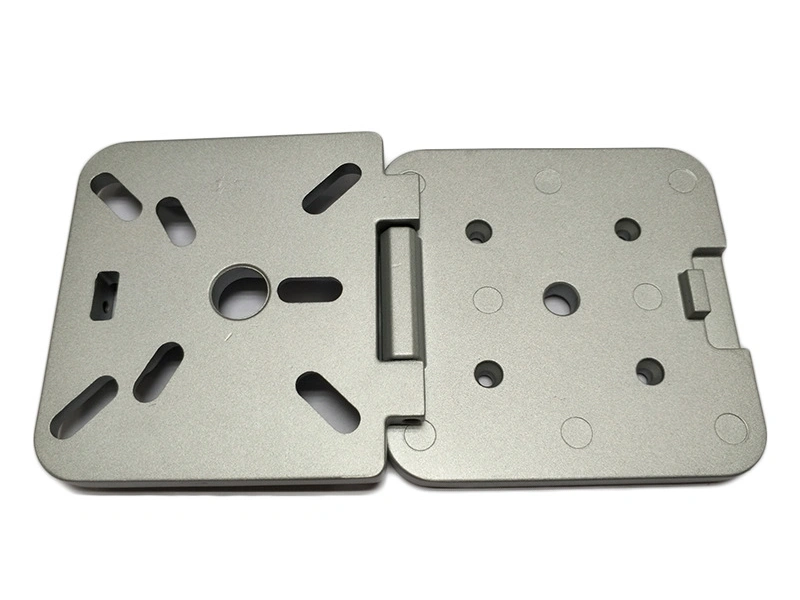
As peças de alumínio fundido por injeção são amplamente utilizadas quando os compradores necessitam de estruturas metálicas leves com dimensões estáveis, recursos integrados e produção escalável. São comuns em carcaças automotivas, invólucros eletrônicos, caixas de iluminação, caixas de dissipadores de calor, tampas de motores, corpos de bombas, suportes de montagem, coberturas estruturais, peças de equipamentos industriais e invólucros de produtos de consumo.
Para equipes de design de produtos, as peças de alumínio fundido por injeção não são apenas um substituto para o alumínio usinado. Elas permitem aos compradores integrar nervuras, cubos, pontos de montagem, tampas, invólucros e superfícies funcionais numa única peça de produção. Isso pode reduzir etapas de montagem, apoiar a repetibilidade em lote e ajudar a controlar o custo de fabricação a longo prazo quando o design é estável.
Um projeto bem-sucedido de fundição de alumínio por injeção deve equilibrar estrutura leve, dissipação de calor, resistência, viabilidade de ferramentaria, necessidades de usinagem CNC, acabamento superficial e validação de produção. Se esses fatores forem revisados antes da fabricação do molde, os compradores podem reduzir alterações de design, retrabalho de usinagem, defeitos superficiais e riscos de produção em lote.
Por Que os Compradores Utilizam Peças de Alumínio Fundido por Injeção no Design de Produtos
Os compradores utilizam peças de alumínio fundido por injeção porque elas combinam o desempenho de metais leves com geometria complexa e produção estável. Em comparação com a usinagem de cada recurso a partir de alumínio sólido, a fundição por injeção pode formar a estrutura principal através de ferramentaria, deixando apenas áreas críticas para usinagem CNC.
Isso torna a fundição de alumínio por injeção útil para produtos que necessitam de resistência metálica, peso reduzido, recursos de montagem integrados, superfícies acabadas e produção de volume médio a alto. O processo também pode suportar polimento, pintura, revestimento em pó e outros tratamentos de superfície quando a qualidade da fundição original é controlada adequadamente.
Para compradores que adquirem peças de fundição por injeção, o valor das peças de alumínio fundido por injeção provém da combinação da flexibilidade de design do produto com a fabricação repetível.
Aplicação | Por Que o Alumínio Fundido por Injeção é Adequado | Preocupação do Comprador |
|---|---|---|
Carcaças automotivas | Apoia estrutura leve e produção estável | Resistência, peso e consistência do lote |
Invólucros eletrônicos | Fornece proteção, aparência e recursos de montagem integrados | Estabilidade dimensional e acabamento superficial |
Caixas de iluminação | Apoia controle térmico, estrutura e aparência acabada | Desempenho térmico e qualidade do revestimento |
Caixas de dissipadores de calor | Pode integrar nervuras de resfriamento e superfícies de contato | Dissipação de calor e precisão da usinagem CNC |
Tampas de motores | Apoia proteção metálica e recursos de montagem repetíveis | Planicidade, furos e superfícies de vedação |
Corpos de bombas | Pode formar corpos complexos com áreas funcionais usinadas | Superfícies de vedação, roscas e inspeção |
Suportes de montagem | Combina nervuras, cubos e furos de montagem numa única peça | Resistência à carga e posição dos furos |
Peças de equipamentos industriais | Apoia estruturas metálicas personalizadas duráveis para produção | Fornecimento a longo prazo e estabilidade de qualidade |
Como as Peças de Alumínio Fundido por Injeção Ajudam a Reduzir o Peso Sem Perder Funcionalidade
O design leve não significa simplesmente tornar todas as paredes mais finas. As peças de alumínio fundido por injeção necessitam de uma estrutura equilibrada que reduza material desnecessário enquanto mantém resistência, rigidez, precisão de montagem e estabilidade de fundição.
Os compradores devem revisar espessura da parede, design de nervuras, raio de canto, posição dos cubos, layout dos furos de montagem, áreas de carga, áreas de dissipação de calor e superfícies de referência de montagem antes da ferramentaria. Esses recursos afetam tanto o desempenho do produto quanto a fabricabilidade.
Se a redução de peso for levada demasiado longe sem revisão DFM (Design para Fabricação), a peça pode sofrer encolhimento local, deformação, áreas de montagem fracas, dimensões instáveis após usinagem CNC e mais problemas de acabamento superficial. Um design melhor utiliza nervuras, cubos e espessura de parede controlada para reduzir o peso mantendo a peça funcional.
Área de Design Leve | O Que os Compradores Devem Revisar | Risco se Ignorado |
|---|---|---|
Espessura da parede | Utilizar espessura razoável e consistente sempre que possível | Encolhimento, porosidade ou áreas fracas |
Design de nervuras | Adicionar rigidez sem tornar as seções locais demasiado espessas | Mau fluxo, marcas de afundamento ou encolhimento local |
Raio de canto | Utilizar raios adequados para apoiar o fluxo do metal e reduzir tensões | Junções a frio, fissuras ou cantos fracos |
Posição dos cubos | Posicionar cubos para apoiar fixação sem criar pontos quentes espessos | Encolhimento e baixa resistência dos parafusos |
Layout dos furos de montagem | Planear furos considerando a carga de montagem e acesso para usinagem | Desalinhamento e maior custo de pós-usinagem |
Áreas de carga | Reforçar apenas onde a resistência é necessária | Design com excesso de peso ou zonas funcionais fracas |
Superfícies de referência de montagem | Definir áreas de referência antes da ferramentaria e usinagem | Usinagem instável e variação na montagem |
Como a Dissipação de Calor Afeta o Design de Peças de Alumínio Fundido por Injeção
A dissipação de calor é uma das razões pelas quais os compradores escolhem peças de alumínio fundido por injeção para caixas de iluminação, invólucros eletrônicos, tampas de motores, caixas de dissipadores de calor e estruturas térmicas. O alumínio pode suportar estrutura leve e desempenho térmico, mas o design da peça deve equilibrar fluxo de calor, estabilidade de fundição e necessidades de usinagem posterior.
Recursos de dissipadores de calor, nervuras de resfriamento e superfícies de montagem devem ser projetados cuidadosamente. Mais nervuras podem aumentar a área de superfície, mas se as nervuras forem muito finas, muito profundas ou mal posicionadas, podem criar problemas de preenchimento do molde. Superfícies de contato que transferem calor para outro componente também podem necessitar de usinagem CNC para planicidade e montagem estável.
O acabamento superficial também deve ser considerado. Pintura, revestimento em pó ou revestimento protetor podem ser necessários para aparência e resistência à corrosão, mas os compradores devem confirmar se o acabamento afeta o desempenho térmico, a qualidade da superfície ou os requisitos de montagem.
Área de Design | Por Que É Importante | Preocupação do Comprador |
|---|---|---|
Espessura da parede | Afeta o fluxo de calor e a estabilidade de fundição | Evitar encolhimento e áreas fracas |
Nervuras de resfriamento | Aumentar a área de superfície para dissipação de calor | Equilibrar dissipação de calor e preenchimento do molde |
Superfícies de montagem | Conectar a peça a outros componentes | Pode necessitar de usinagem CNC |
Escolha do material | Afeta o desempenho térmico e a estabilidade de produção | Corresponder ao ambiente do produto |
Acabamento superficial | Afeta aparência, proteção e, por vezes, comportamento térmico | Confirmar revestimento e função |
Como Nervuras, Cubos e Recursos de Montagem Afetam a Produção
As peças de alumínio fundido por injeção frequentemente integram múltiplas estruturas funcionais num único componente. As nervuras melhoram a rigidez, os cubos suportam parafusos ou montagem, e os recursos de montagem ajudam a peça a conectar-se com outros componentes. Essas estruturas podem reduzir etapas de montagem, mas devem ser projetadas considerando a fundição e a usinagem.
As nervuras podem melhorar a rigidez, mas um design pobre de nervuras pode aumentar o risco de encolhimento ou preenchimento. Os cubos podem suportar fixação, mas seções locais espessas podem criar problemas de qualidade. Os recursos de montagem necessitam de material suficiente para usinagem CNC, especialmente quando são necessários furos, roscas ou faces com controle de planicidade.
Como esses recursos afetam tanto a fundição quanto a montagem, os compradores devem confirmá-los durante a revisão DFM antes do início da ferramentaria para peças de alumínio fundido por injeção.
Recurso | Valor de Produção | Risco de Planeamento |
|---|---|---|
Nervuras | Melhorar a rigidez sem tornar toda a peça pesada | Pode causar problemas de preenchimento ou encolhimento se mal projetadas |
Cubos | Suportar parafusos, insertos e pontos de montagem | Pode criar seções espessas e encolhimento local |
Recursos de montagem | Ajudar a peça a conectar-se com outros componentes | Necessitam de sobremetal para usinagem e planeamento de tolerância |
Furos | Suportar fixação, posicionamento ou montagem | Podem necessitar de furação, rosqueamento ou mandrilamento após a fundição |
Roscas | Fornecer função de fixação | Geralmente necessitam de usinagem CNC após a fundição por injeção |
Superfícies de referência de montagem | Controlar como a peça se encaixa com outros componentes | Necessitam de planeamento de tolerância e usinagem antes da ferramentaria |
Como Planear Tolerâncias Críticas em Peças de Alumínio Fundido por Injeção
Os compradores não devem definir tolerâncias apertadas em todas as dimensões de uma peça de alumínio fundido por injeção. Tolerâncias excessivamente apertadas podem aumentar o tempo de usinagem CNC, custo de inspeção, complexidade de dispositivos e retrabalho de produção sem melhorar a função real do produto.
As tolerâncias críticas devem focar-se em furos de montagem, furos roscados, faces de vedação, superfícies de referência, furos de rolamento, recursos de localização, interfaces de montagem e áreas com controle de planicidade. Regiões não críticas podem frequentemente permanecer como fundidas ou utilizar tolerância de fundição normal.
Para usinagem CNC para peças de alumínio fundido por injeção, os compradores devem marcar apenas as áreas funcionais que requerem precisão. Isso ajuda a controlar custos enquanto mantém o ajuste, vedação e desempenho de montagem estáveis.
Área Crítica | Por Que Pode Necessitar de Controle Apertado | Ponto de Controle de Custo |
|---|---|---|
Furos de montagem | A posição do furo afeta instalação e alinhamento | Usinar apenas furos que afetam a montagem |
Furos roscados | As roscas necessitam de profundidade, passo e alinhamento controlados | Definir requisito de rosca antes da cotação |
Faces de vedação | Planicidade e acabamento superficial afetam o controle de vazamento | Aplicar planicidade apenas onde a vedação é necessária |
Superfícies de referência | Referências guiam usinagem, inspeção e montagem | Confirmar esquema de referência antes da ferramentaria |
Furos de rolamento | Redondeza e diâmetro afetam ajuste e movimento | Utilizar usinagem CNC para áreas funcionais de furo |
Recursos de localização | Superfícies de posicionamento controlam montagem repetível | Manter superfícies não funcionais como fundidas |
Interfaces de montagem | Áreas de acoplamento afetam o ajuste final do produto | Focar inspeção em interfaces funcionais |
Áreas com controle de planicidade | A fundição sozinha pode não atender à planicidade estrita | Evitar aplicar planicidade a áreas ocultas não críticas |
Peças de Alumínio Fundido por Injeção vs. Peças de Alumínio Totalmente Usinadas em CNC
Os compradores frequentemente comparam peças de alumínio fundido por injeção com peças de alumínio totalmente usinadas em CNC. A opção certa depende do volume de produção, complexidade da peça, necessidades de precisão, orçamento de ferramentaria e objetivo de custo a longo prazo.
Se o projeto necessitar apenas de alguns protótipos ou peças de baixo volume, a usinagem CNC a partir de alumínio sólido pode ser mais rápida e fácil porque não é necessária ferramentaria de fundição por injeção. Se o produto tiver demanda estável e geometria complexa, a fundição por injeção mais usinagem CNC pode geralmente proporcionar melhor controle de custo a longo prazo.
Uma estratégia de produção comum é utilizar a fundição por injeção para formar a forma principal da peça e utilizar usinagem CNC apenas para furos, roscas, faces de vedação, referências e outras áreas de precisão funcional. Esta abordagem pode equilibrar custo, função e qualidade do lote.
Opção | Melhor Para | Preocupação do Comprador |
|---|---|---|
Peças de alumínio fundido por injeção | Peças complexas de volume médio a alto | Investimento em ferramentaria e estabilidade de produção |
Peças de alumínio totalmente usinadas em CNC | Protótipos, peças de baixo volume e peças sólidas de alta precisão | Custo unitário mais elevado para produção complexa |
Fundição por injeção mais usinagem CNC | Peças de produção com áreas de precisão funcional | Equilibrar custo, função e qualidade do lote |
Os compradores que comparam materiais e rotas de processo também podem revisar peças de fundição de zinco por injeção para peças pequenas de precisão ou peças de fundição de cobre por injeção para componentes condutores ou funcionais.
Como a Ferramentaria Afeta o Desempenho das Peças de Alumínio Fundido por Injeção
A ferramentaria é um fator central no desempenho das peças de alumínio fundido por injeção. Afeta a estabilidade de preenchimento, risco de porosidade, risco de encolhimento, rebarbas e farpas, posição da linha de divisão, marcas de pinos ejetores, sobremetal para usinagem, qualidade do acabamento superficial, repetibilidade dimensional e tempo de ciclo de produção.
Para os compradores, a ferramentaria não deve ser tratada como uma simples taxa de molde. O design do molde influencia a aprovação de amostras, estabilidade do lote, sucesso da usinagem CNC, qualidade do acabamento superficial e custo de produção a longo prazo.
Um fabricante qualificado deve revisar estrutura do molde, design do canal de injeção, ventilação, resfriamento, layout dos ejetores, linhas de divisão, sobremetal para usinagem e superfícies cosméticas antes do início da fabricação de ferramentas e matrizes. Isso ajuda a reduzir modificações no molde e instabilidade de produção.
Fator de Ferramentaria | Como Afeta as Peças de Alumínio Fundido por Injeção | Risco do Comprador se Ignorado |
|---|---|---|
Estabilidade de preenchimento | Controla se o alumínio preenche adequadamente áreas finas e complexas | Preenchimento incompleto, junções a frio e áreas fracas |
Risco de porosidade | Depende da ventilação, caminho de fluxo e controle de processo | Poros expostos após usinagem ou acabamento |
Risco de encolhimento | Depende da espessura da parede, resfriamento e controle de pontos quentes | Defeitos internos e marcas superficiais |
Rebarbas e farpas | Relacionado ao ajuste do molde, linhas de divisão e desgaste da ferramentaria | Rebarbação extra e problemas de montagem |
Marcas de pinos ejetores | Afetadas pelo layout dos ejetores e força de liberação da peça | Marcas visíveis em superfícies cosméticas |
Sobremetal para usinagem | Deixa material para furos, faces e referências após a fundição | Sucata ou tolerância final pobre |
Repetibilidade dimensional | Depende da precisão do molde, resfriamento e estabilidade do processo | Variação do lote e falha na inspeção |
Tempo de ciclo de produção | O design da ferramentaria afeta a eficiência de resfriamento e ejeção | Custo unitário mais elevado e atrasos na entrega |
Como Validar Peças de Alumínio Fundido por Injeção Visíveis
Peças de alumínio fundido por injeção visíveis necessitam de mais do que aprovação dimensional. Se a peça for utilizada como uma carcaça, tampa, peça de iluminação, invólucro ou peça de aparência estrutural voltada para o cliente, os compradores devem validar superfícies cosméticas, posição da linha de divisão, marcas de pinos ejetores, marcas de remoção do canal de injeção, resultado do polimento, resultado do revestimento ou pintura, consistência de cor, rugosidade superficial, critérios de defeitos aceitáveis e proteção de embalagem.
Peças de aparência não devem ser aprovadas apenas por fotos de amostras. Compradores e fabricantes devem criar um padrão de superfície repetível que possa ser utilizado durante a inspeção do lote. Isso ajuda a reduzir disputas subjetivas após o início da produção em massa.
Para peças metálicas fundidas por injeção personalizadas, a validação de superfície visível deve estar conectada com ferramentaria, rebarbação, polimento, revestimento, pintura, inspeção e embalagem. Se essas etapas não estiverem alinhadas, a primeira amostra pode parecer aceitável enquanto lotes posteriores se tornam inconsistentes.
Item de Validação de Peça Visível | O Que os Compradores Devem Verificar | Por Que É Importante |
|---|---|---|
Superfícies cosméticas | Quais superfícies são visíveis ou críticas para aparência | Guia o planeamento de ferramentaria, polimento e inspeção |
Posição da linha de divisão | Se as linhas de divisão aparecem em áreas visíveis importantes | Reduz reclamações de aparência |
Marcas de pinos ejetores | Se as marcas dos ejetores afetam faces visíveis ou de montagem | Melhora a aceitação cosmética e funcional |
Marcas de remoção do canal de injeção | Se marcas de corte ou retificação são visíveis | Controla a qualidade do polimento e acabamento superficial |
Resultado do polimento | Suavidade e consistência da superfície após polimento | Melhora a qualidade da superfície visível |
Resultado do revestimento ou pintura | Cor, cobertura, adesão e defeitos superficiais | Melhora a aceitação do produto final |
Consistência de cor | Correspondência de cor entre amostras e lotes | Reduz variação de aparência voltada para o cliente |
Critérios de defeitos aceitáveis | Riscos, picotes, marcas, poros e variação de cor permitidos | Cria um padrão claro de inspeção de lote |
Proteção de embalagem | Proteção contra riscos, amassados e danos ao revestimento | Mantém a aparência acabada durante a entrega |
Perguntas Frequentes (FAQ)
