Como a Fundição de Alumínio sob Alta Pressão Suporta Peças de Produção Complexas
Como a Fundição de Alumínio sob Alta Pressão Suporta Peças de Produção Complexas
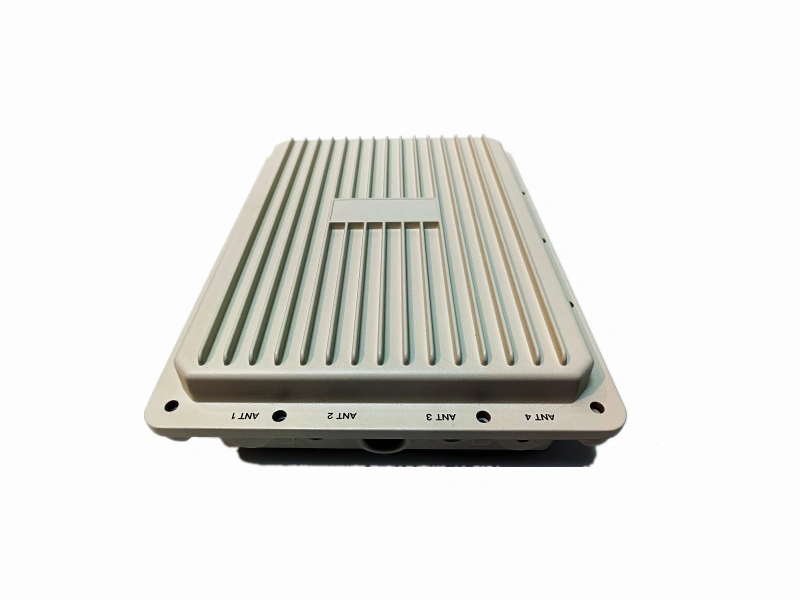
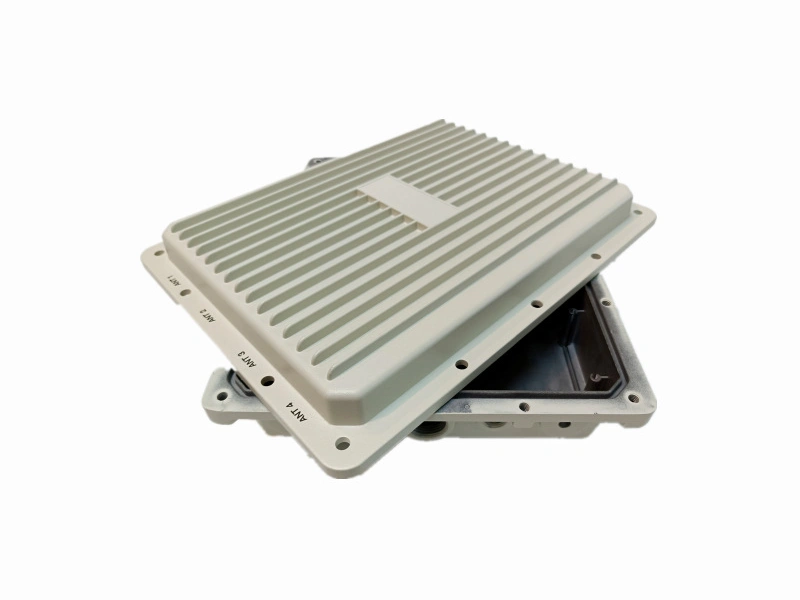
A fundição de alumínio sob alta pressão ajuda os compradores a produzir peças de alumínio complexas com paredes finas, nervuras, cubos, recursos de montagem, superfícies visíveis e áreas de usinagem CNC local. É frequentemente utilizada para carcaças de alumínio, carcaças de iluminação, carcaças de dissipadores de calor, tampas de motor, corpos de bomba, gabinetes eletrônicos, coberturas automotivas, suportes de montagem e coberturas industriais de alumínio.
Para os compradores, o valor da fundição de alumínio sob alta pressão não está apenas na capacidade de formar geometrias complexas. O verdadeiro valor reside em saber se o design da peça, a ferramentaria, o caminho de fluxo, a ventilação, o resfriamento, a sobremetragem para usinagem, o acabamento superficial e a validação da pré-série podem funcionar em conjunto antes do início da produção em massa.
Se esses detalhes não forem revisados antecipadamente, o projeto pode enfrentar preenchimento incompleto, dobra a frio, porosidade, empenamento, poros expostos após a usinagem, defeitos cosméticos e qualidade de lote instável. Um projeto robusto deve conectar a revisão de design, o planejamento da ferramentaria, a usinagem CNC e a validação da produção desde o início.
Por Que a Fundição de Alumínio sob Alta Pressão Se Adequa à Geometria Complexa de Peças
A fundição de alumínio sob alta pressão adequa-se à geometria complexa de peças porque o alumínio fundido pode preencher cavidades de molde dedicadas sob pressão. Isso torna o processo útil para peças de alumínio que incluem paredes finas, nervuras, cubos, furos de montagem, áreas de vedação, faces de contato planas, superfícies visíveis, requisitos de revestimento e áreas de usinagem CNC local.
Esses recursos são comuns em carcaças de alumínio, carcaças de iluminação, carcaças de dissipadores de calor, tampas de motor, corpos de bomba, gabinetes eletrônicos, coberturas automotivas, suportes de montagem, coberturas industriais de alumínio e peças fundidas sob pressão de alumínio personalizadas.
No entanto, a geometria complexa também aumenta o risco de fabricação. Paredes finas podem ser difíceis de preencher. Cubos espessos podem criar retração. Faces de vedação podem expor porosidade após a usinagem CNC. Superfícies visíveis podem ser afetadas por marcas de entrada de metal, marcas de ejectores ou linhas de divisão. É por isso que peças de alumínio complexas necessitam de revisão antecipada de DFM (Projeto para Manufatura) e planejamento da ferramentaria.
Recurso Complexo | Por Que Se Adequa à Fundição de Alumínio sob Alta Pressão | Ponto de Planejamento para o Comprador |
|---|---|---|
Paredes finas | Pode reduzir o peso e suportar estruturas compactas de alumínio | Revisar o caminho de preenchimento e a consistência da espessura da parede |
Nervuras | Melhora a rigidez sem tornar toda a peça pesada | Equilibrar o layout das nervuras com o fluxo do metal |
Cubos | Suportam parafusos, insertos e pontos de montagem | Evitar seções locais espessas e risco de retração |
Furos de montagem | Suportam montagem e posicionamento | Confirmar quais furos necessitam de usinagem CNC |
Áreas de vedação | Podem ser formadas na fundição e acabadas por usinagem | Controlar o risco de porosidade antes da usinagem |
Superfícies visíveis | Podem suportar pintura, revestimento ou polimento após a fundição | Proteger superfícies cosméticas durante o design da ferramentaria |
Faces de contato planas | Podem ser fundidas próximas à forma final e usinadas para função | Planejar a sobremetragem para usinagem e superfícies de referência |
Como Paredes Finas e Recursos Complexos Afetam a Fundição de Alumínio sob Alta Pressão
Paredes finas e recursos complexos são críticos em projetos de fundição de alumínio sob alta pressão. Os compradores devem revisar a consistência da espessura da parede, preenchimento de paredes finas, layout das nervuras, espessura dos cubos, caminho de fluxo, raio de canto, ângulo de saída, seções locais espessas, sobremetragem para usinagem e equilíbrio de resfriamento antes do início da ferramentaria.
Se esses detalhes de design não forem controlados, a peça fundida pode sofrer com preenchimento incompleto, dobra a frio, porosidade, retração, empenamento, estrutura fraca, marcas superficiais e instabilidade de lote. Esses problemas podem não ser totalmente visíveis até as amostras de teste, usinagem CNC ou produção da pré-série.
Um bom design de parede fina não deve apenas reduzir o peso. Ele também deve suportar fluxo de metal estável, resfriamento equilibrado, resistência razoável e material suficiente para áreas de usinagem funcional.
Recurso de Parede Fina ou Complexo | O Que os Compradores Devem Revisar | Risco Se Ignorado |
|---|---|---|
Consistência da espessura da parede | Verificar áreas finas, seções espessas e zonas de transição | Empenamento, retração e dimensões instáveis |
Preenchimento de parede fina | Confirmar se o alumínio pode preencher seções longas ou estreitas | Preenchimento incompleto e dobra a frio |
Layout das nervuras | Revisar espessura, localização e suporte ao fluxo das nervuras | Preenchimento pobre ou estrutura fraca |
Espessura dos cubos | Verificar áreas de fixação e pontos quentes locais | Retração, porosidade e marcas superficiais |
Caminho de fluxo | Revisar como o alumínio fundido se move através da cavidade | Aprisionamento de ar e preenchimento instável |
Raio de canto | Usar raios adequados para melhorar o fluxo e reduzir tensões | Dobras a frio, trincas ou cantos fracos |
Ângulo de saída | Confirmar a liberação da peça do molde | Marcas de arraste, aderência e problemas de ejeção |
Sobremetragem para usinagem | Deixar material suficiente para furos, faces e superfícies de referência | Sucata, retrabalho ou tolerância final pobre |
Equilíbrio de resfriamento | Revisar pontos quentes e controle de solidificação | Empenamento e variação de lote |
Como o Caminho de Fluxo e a Ventilação Influenciam a Qualidade da Fundição de Alumínio sob Pressão
O caminho de fluxo e a ventilação influenciam diretamente a qualidade da fundição de alumínio sob pressão. Na fundição de alumínio sob alta pressão, o metal fundido deve preencher paredes finas, nervuras, cubos e recursos complexos de forma rápida e consistente. Se o caminho de fluxo for ruim ou o ar aprisionado não puder escapar, a peça pode apresentar porosidade, dobra a frio, preenchimento incompleto ou defeitos superficiais.
Os compradores não devem tratar o caminho de fluxo e a ventilação apenas como detalhes técnicos do lado do fornecedor. Essas decisões afetam se as faces funcionais podem ser usinadas com segurança, se as superfícies visíveis são aceitáveis e se a produção em lote pode permanecer estável.
Antes do início da ferramentaria, o fornecedor deve revisar em conjunto a posição da entrada de metal, o equilíbrio do canal de distribuição, a ventilação, o design de extravasamento, o layout de resfriamento, a localização da linha de divisão e a sobremetragem para usinagem.
Área de Planejamento | Por Que É Importante | Preocupação do Comprador |
|---|---|---|
Caminho de fluxo | Controla como o alumínio fundido preenche a cavidade | Evitar preenchimento incompleto |
Posição da entrada de metal | Afeta a direção de preenchimento e marcas superficiais | Proteger áreas funcionais e visíveis |
Ventilação | Ajuda a liberar o ar aprisionado | Reduzir o risco de porosidade |
Design de extravasamento | Ajuda a estabilizar a qualidade de preenchimento | Melhorar a repetibilidade |
Layout de resfriamento | Afeta a retração e o empenamento | Melhorar a estabilidade dimensional |
Linha de divisão | Afeta a aparência e o acabamento | Evitar disputas cosméticas |
Sobremetragem para usinagem | Protege as faces funcionais após a fundição | Reduzir o risco pós-usinagem |
Como a Ferramentaria Deve Suportar a Fundição de Alumínio sob Alta Pressão
A ferramentaria é um dos fatores mais importantes na fundição de alumínio sob alta pressão. A qualidade final não é determinada apenas pela máquina de fundição sob pressão. O design da ferramentaria afeta o preenchimento, a porosidade, a retração, o empenamento, a aparência superficial, a sobremetragem para usinagem CNC e a consistência do lote.
Antes de iniciar a ferramentaria para fundição de alumínio sob alta pressão, compradores e fornecedores devem revisar o layout da cavidade do molde, o design da entrada de metal, o equilíbrio do canal de distribuição, a ventilação, o extravasamento, os canais de resfriamento, a posição dos pinos ejectores, a localização da linha de divisão, requisitos de cursores ou insertos, sobremetragem para usinagem e proteção de superfícies cosméticas.
Se a ferramentaria não for planejada adequadamente, as amostras de teste podem parecer inconsistentes, as áreas usinadas podem expor defeitos, as superfícies visíveis podem falhar nos padrões cosméticos e a produção de longo prazo pode tornar-se instável.
Área da Ferramentaria | O Que Controla | Risco para o Comprador Se Fraco |
|---|---|---|
Layout da cavidade do molde | Forma da peça, equilíbrio da cavidade e repetibilidade de produção | Amostras instáveis e produção inconsistente |
Design da entrada de metal | Direção de entrada do metal e qualidade de preenchimento | Marcas de fluxo, dobra a frio e preenchimento pobre |
Equilíbrio do canal de distribuição | Fluxo estável de alumínio em recursos complexos | Preenchimento desigual e variação de lote |
Ventilação | Liberação de ar durante o preenchimento sob alta pressão | Porosidade e defeitos internos |
Extravasamento | Estabilização do preenchimento e controle de defeitos | Superfície instável e problemas de repetibilidade |
Canal de resfriamento | Solidificação, retração e controle de ciclo | Empenamento, retração e desvio dimensional |
Posição dos pinos ejectores | Liberação da peça e localização de marcas superficiais | Marcas em faces cosméticas ou funcionais |
Localização da linha de divisão | Rebarbas, aparas e colocação de linhas visíveis | Retrabalho de acabamento e disputas de aparência |
Requisito de cursor ou inserto | Subcortes, recursos complexos e função do molde | Complexidade da ferramentaria e risco de manutenção |
Sobremetragem para usinagem | Material deixado para furos, faces e referências | Estoque insuficiente ou retrabalho de usinagem |
Proteção de superfície cosmética | Faces visíveis, áreas de revestimento e padrões de aparência | Rejeição cosmética após o acabamento |
Como o Risco de Porosidade Deve Ser Gerenciado Antes da Usinagem
O risco de porosidade deve ser gerenciado antes da usinagem CNC, não depois que a usinagem expõe o problema. Muitas peças fundidas sob pressão de alumínio podem parecer aceitáveis no estado bruto de fundição, mas poros internos podem aparecer após a usinagem de faces de vedação, furos roscados, faces controladas por planicidade ou áreas de contato.
Isso é especialmente importante para corpos de bomba, tampas de motor, carcaças, carcaças de dissipadores de calor, peças de montagem e peças com requisitos de vedação ou montagem. Se as áreas usinadas expuserem porosidade, a peça pode falhar em testes de vazamento, inspeção de montagem ou aceitação cosmética.
Os compradores devem confirmar quais áreas não podem ter porosidade exposta antes da ferramentaria e das amostras de teste. O design da ferramentaria, a posição da entrada de metal, a ventilação, a sobremetragem para usinagem e os testes de validação devem todos suportar essas áreas críticas.
Item de Controle de Porosidade | O Que os Compradores Devem Confirmar | Por Que É Importante |
|---|---|---|
Faces de vedação | Quais faces devem permanecer livres de poros expostos após a usinagem | Reduz vazamentos e falhas de vedação |
Faces controladas por planicidade | Quais faces necessitam de usinagem final e contato estável | Melhora os resultados de montagem e inspeção |
Furos roscados | Posição da rosca, profundidade e nível de porosidade aceitável | Melhora a confiabilidade da fixação |
Áreas usinadas críticas | Quais áreas usinadas não podem mostrar poros ou defeitos superficiais | Previne sucata após a pós-usinagem |
Sobremetragem para usinagem | Se estoque suficiente permanece para uma usinagem final estável | Reduz retrabalho e risco de defeitos expostos |
Posição da entrada e ventilação | Se as áreas críticas evitam zonas de alto risco de porosidade | Protege superfícies funcionais |
Usinagem de amostra de teste | Se as peças de amostra devem ser cortadas ou usinadas para validação | Encontra porosidade oculta antes da produção |
Teste de pressão ou montagem | Se a aplicação requer teste de vazamento, pressão ou ajuste | Confirma o desempenho funcional |
Como a Fundição de Alumínio sob Alta Pressão Se Compara com Outras Rotas de Produção
A fundição de alumínio sob alta pressão deve ser comparada com outras rotas de produção com base na geometria da peça, demanda anual, áreas de usinagem, requisitos de superfície e planos de produção de longo prazo. Os compradores não devem perguntar apenas qual processo é melhor. A pergunta mais adequada é qual processo atende aos requisitos do produto e ao custo total de manufatura.
A fundição de alumínio sob alta pressão é frequentemente adequada para peças de alumínio complexas com produção repetitiva. A usinagem CNC completa pode ser melhor para protótipos, peças de baixo volume ou peças maciças de precisão. A fundição sob pressão mais usinagem CNC é frequentemente a melhor rota para peças de produção que necessitam tanto de geometria complexa quanto de áreas de precisão funcional.
Compradores comparando diferentes direções de materiais também podem revisar a fundição de metal personalizada, a fundição sob pressão de zinco e a fundição sob pressão de cobre com base no tamanho da peça, peso, condutividade, aparência e meta de custo.
Rota de Produção | Melhor Adequação | Preocupação do Comprador |
|---|---|---|
Fundição de alumínio sob alta pressão | Peças de alumínio complexas com produção repetitiva | Ferramentaria e controle de processo |
Fundição sob baixa pressão | Peças maiores ou diferentes requisitos de preenchimento | Tempo de ciclo e adequação à geometria |
Usinagem CNC completa | Protótipos ou peças maciças de precisão de baixo volume | Custo unitário mais alto para formas complexas |
Fundição sob pressão mais usinagem CNC | Peças de produção com áreas de precisão funcional | Equilibrar custo e função |
Como as Pré-Séries Confirmam a Janela de Processo Antes da Produção em Massa
As pré-séries confirmam a janela de processo antes da produção em massa. Elas não são apenas produção de pequenos lotes. Elas ajudam compradores e fornecedores a verificar se o processo de fundição, o plano de usinagem, o acabamento superficial e os padrões de inspeção podem permanecer estáveis em peças repetidas.
Os riscos da fundição de alumínio sob alta pressão nem sempre são visíveis em uma única amostra. Instabilidade de preenchimento, porosidade, empenamento, crescimento de rebarbas, aparas, variação de recursos usinados, defeitos de revestimento e problemas de ajuste na montagem podem aparecer apenas após a produção de mais peças.
Uma pré-série deve validar a estabilidade de preenchimento, o nível de porosidade, o empenamento, a estabilidade da espessura da parede, o nível de rebarbas e aparas, a precisão de recursos usinados, o resultado do acabamento superficial, o ajuste na montagem, a repetibilidade do lote e o formato do relatório de inspeção.
Item de Validação da Pré-Série | O Que os Compradores Devem Verificar | Por Que É Importante |
|---|---|---|
Estabilidade de preenchimento | Se paredes finas, nervuras e áreas complexas preenchem consistentemente | Confirma a janela de processo de fundição |
Nível de porosidade | Poros visíveis e poros expostos após a usinagem | Reduz risco funcional e cosmético |
Empenamento | Planicidade, ajuste de montagem e deformação da peça | Melhora a estabilidade dimensional |
Estabilidade da espessura da parede | Áreas finas, áreas espessas e seções de nervuras | Confirma estrutura de peça estável |
Nível de rebarbas e aparas | Bordas, furos, linhas de divisão e áreas de manuseio | Reduz problemas de acabamento e montagem |
Precisão de recursos usinados | Roscas, furos, faces, referências e áreas controladas por tolerância | Confirma a consistência da usinagem CNC |
Resultado do acabamento superficial | Polimento, pintura, revestimento e qualidade da superfície visível | Confirma o padrão de aparência |
Ajuste na montagem | Ajuste com peças acopladas e instalação do produto final | Reduz risco de montagem na produção |
Repetibilidade de lote | Se as dimensões e a aparência permanecem estáveis entre as peças | Confirma prontidão para produção total |
Formato do relatório de inspeção | Se verificações dimensionais, cosméticas e funcionais são registradas claramente | Cria evidência de aprovação de produção |
Como os Compradores Devem Trabalhar com um Fornecedor em Fundição de Alumínio sob Alta Pressão
Os compradores devem trabalhar com um fornecedor que possa suportar a fundição de alumínio sob alta pressão desde a revisão de DFM até a pré-série e a produção repetitiva. O fornecedor não deve apenas cotar a peça, mas também avaliar recursos de paredes finas, caminho de fluxo, ventilação, ferramentaria, sobremetragem para usinagem CNC, risco de porosidade, acabamento superficial e repetibilidade de produção.
Um fornecedor qualificado deve ajudar os compradores a identificar onde a peça é fácil de fundir, onde a peça pode ter risco de preenchimento ou porosidade, quais superfícies precisam de usinagem CNC, quais faces são cosméticas e como o projeto deve ser validado antes da produção total.
A Neway suporta projetos de fundição de alumínio sob alta pressão que requerem fundição sob pressão de alumínio, fabricação de ferramentas e matrizes, usinagem CNC após fundição sob pressão, fundição de metal personalizada, acabamento superficial, amostras de teste, validação de pré-série e controle de qualidade de produção repetitiva.
Capacidade do Fornecedor | O Que os Compradores Devem Verificar | Por Que É Importante |
|---|---|---|
Revisão de DFM | O fornecedor pode revisar paredes finas, nervuras, cubos e ângulos de saída antes da ferramentaria? | Reduz alterações no molde e falha de amostras |
Avaliação de recursos de paredes finas | O fornecedor pode julgar o risco de preenchimento e a estabilidade da espessura da parede? | Melhora a qualidade de peças complexas |
Revisão de caminho de fluxo e ventilação | O fornecedor pode planejar adequadamente a entrada, o canal de distribuição, a ventilação e o extravasamento? | Reduz porosidade e preenchimento incompleto |
Planejamento da ferramentaria | O fornecedor pode suportar o design, correção e manutenção do molde? | Melhora a repetibilidade de produção |
Sobremetragem para usinagem CNC | O fornecedor pode planejar o estoque para furos, faces e referências? | Previne falta de material para usinagem e retrabalho |
Controle de porosidade e empenamento | O fornecedor pode validar áreas de risco antes da produção? | Protege a qualidade funcional e cosmética |
Validação de acabamento superficial | O fornecedor pode gerenciar polimento, pintura, revestimento e verificações de aparência? | Reduz disputas cosméticas |
Amostras de teste | O fornecedor pode fornecer amostras com inspeção e ações de melhoria? | Confirma a prontidão inicial do projeto |
Suporte à pré-série | O fornecedor pode validar a janela de processo antes da produção total? | Reduz o risco de produção em massa |
Qualidade de produção repetitiva | O fornecedor pode manter dimensões, qualidade superficial e estabilidade de entrega? | Suporta cooperação de longo prazo |
Perguntas Frequentes
Como o Caminho de Fluxo e a Ventilação Devem Ser Revisados Antes do Design do Molde?
Como os Compradores Podem Reduzir a Exposição de Porosidade em Áreas de Alumínio Usinado?
Quando a Fundição de Alumínio sob Alta Pressão Deve Ser Comparada com Outras Rotas?
Como as Pré-Séries Devem Confirmar a Janela de Processo Antes da Produção Total?
