Передовая визуализация для точности: 450 кВ линейно-матричный промышленный КТ в обеспечении качества
Промышленный КТ: Точный внутренний контроль
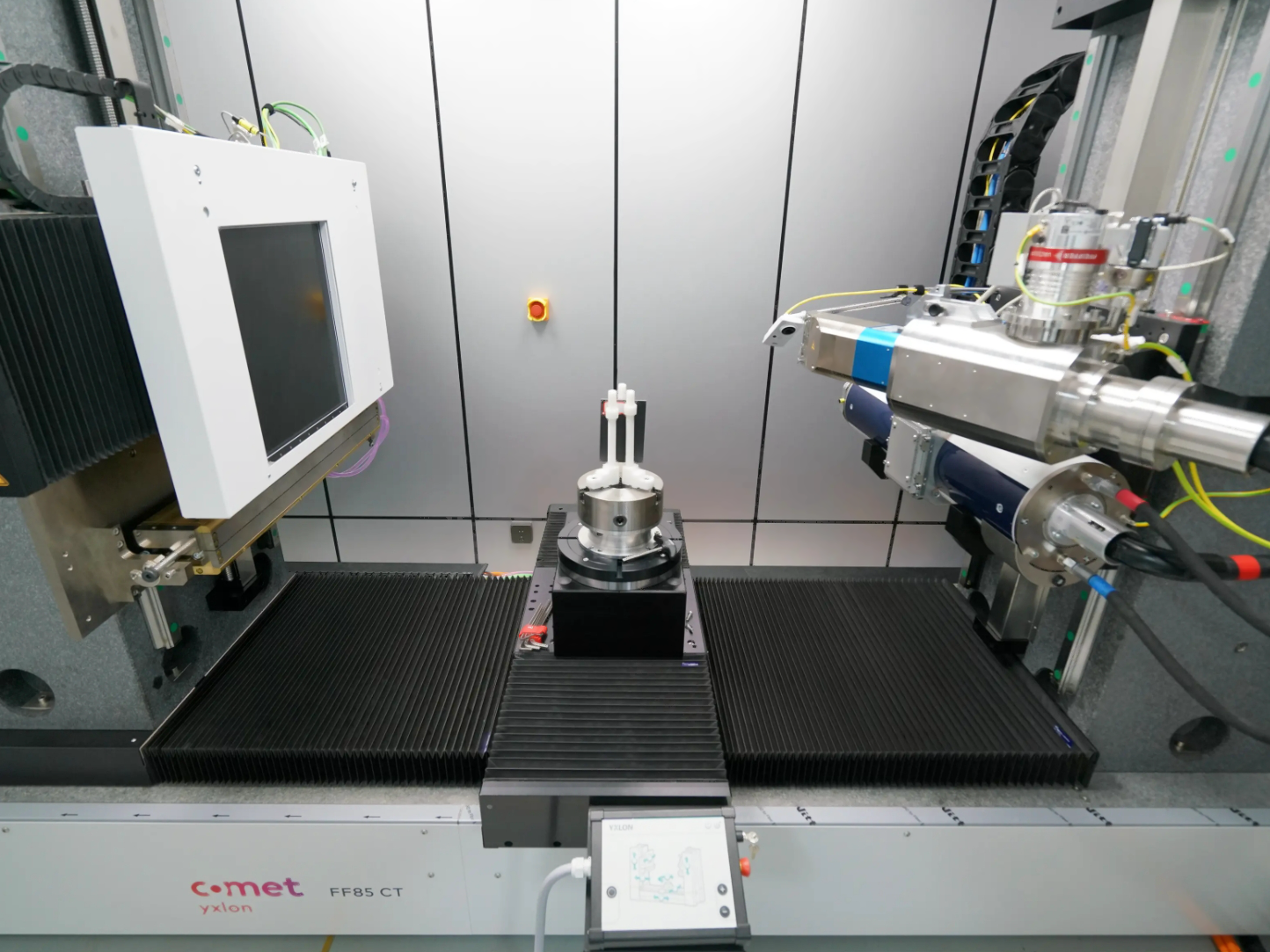
В критически важных отраслях производства, таких как аэрокосмическая, автомобильная и медицинские устройства, внутренние дефекты менее 100 мкм, не обнаруживаемые традиционными методами, могут привести к катастрофическим отказам. КТ-система Neway YXLON FF85 сочетает в себе рентгеновский источник 450 кВ/600 Вт и детекторную матрицу Varex 4343 для достижения разрешения вокселя <3 мкм, что позволяет выполнять полную 3D-реконструкцию алюминиевых литых деталей, титановых аэрокосмических кронштейнов и многокомпонентных сборок диаметром до 800 мм.
Технические характеристики и протокол визуализации
Аппаратная конфигурация
Рентгеновский источник:
450 кВ закрытая трубка (YXLON MG452)
Вольфрамовый передающий мишень
Расходимость пучка: 0.3° (микрофокусный режим)
Детектор:
Плоскопанельный детектор Varex 4343 (2048×2048 пикселей, шаг пикселя 200 мкм)
Динамический диапазон: 16-бит (65 536 уровней серого)
Манипулятор:
5-осевая ЧПУ платформа (точность позиционирования ±5 мкм)
Макс. нагрузка: 150 кг
Протокол сканирования (ASTM E1695)
Калибровка энергии:
320 кВ/380 мкА для алюминия (Z=13)
450 кВ/420 мкА для стали (Z=26)
Оптимизация фильтра:
3 мм Cu + 1 мм Sn для коррекции упрочнения пучка
Съемка:
3600 проекций с шагом 0.1°
Усреднение 3 кадров для снижения шума
Реконструкция:
Алгоритм FDK с ускорением на GPU (NVIDIA A6000)
Выходная 3D-модель: 16-битный стек TIFF (соответствует DICONDE)
Применения количественного анализа дефектов
1. Картирование пористости в литых деталях
Процесс:
Сканирование корпусов передач из алюминия A380 (300×200×150 мм) с вокселем 250 мкм.
Применение модуля пористости VGSTUDIO MAX (соответствие ISO 5011).
Данные:
Обнаружение пор размером 50–300 мкм с достоверностью 98%.
Снижение процента брака литья с 8.2% до 2.7% за счет оптимизации литниковой системы.
2. Валидация аддитивного производства
Кейс:
Решетчатые структуры из Ti-6Al-4V, напечатанные методом LPBF (диаметр стержня 0.2 мм).
Результаты:
Выявление включений нерасплавленного порошка размером 25–80 мкм.
Достижение 100% плотности за счет корректировки мощности лазера (+15%, 380 Вт).
3. Целостность соединения композитов
Применение:
Гибридные корпуса аккумуляторов из углеродного волокна и алюминия (электромобили).
Метрики:
Обнаружение непроклеев размером 0.1 мм с помощью алгоритмов улучшения краев.
Увеличение прочности на отрыв с 12 Н/мм до 18 Н/мм.
Сравнительные метрики производительности
Параметр | Промышленный КТ | Микро-КТ | Рентгеновская ДР |
|---|---|---|---|
Разрешение (мкм) | 5 | 1 | 100 |
Проницаемость (мм стали) | 150 | 30 | 80 |
Время сканирования (мин) | 15 | 180 | 2 |
Объем данных (ГБ/сканирование) | 12–25 | 200–500 | 0.5–2 |
Стоимость за сканирование ($) | 150–300 | 800–1,500 | 50–100 |
Кейс-стади: КТ-сканирование сократило время контроля для разъемов из Zamak 5 на 70% по сравнению с разрушающим поперечным сечением.
Интеграция с интеллектуальным производством
1. Автоматическое распознавание дефектов (ADR)
Обучение моделей CNN (TensorFlow) на более чем 10 000 изображениях дефектов.
Достижение точности 99.3% в классификации:
Пористость (Тип A/B/C по ASTM E505)
Включения (Al₂O₃, TiN и т.д.)
Геометрические отклонения (GD&T)
2. Корреляция с цифровым двойником
Сравнение данных КТ с МКЭ-моделированием для прогнозирования усталостной долговечности.
Пример: корпуса клапанов из нержавеющей стали 316L:
95% корреляция между пустотами, выявленными КТ, и концентрациями напряжений в МКЭ.
3. Трассируемость на блокчейне
Встраивание метаданных КТ (DICONDE) в реестр Hyperledger Fabric.
Обеспечение соответствия требованиям FDA UDI для медицинских имплантатов.
Анализ ROI (данные 2023 г.)
Аэрокосмическая отрасль:
Экономия $1.2 млн/год за счет предварительного неразрушающего обнаружения трещин в лопатках турбин.
Автомобильная отрасль:
Ускорение утверждения PPAP для корпусов электродвигателей на 40%.
Медицинская отрасль:
Нулевые отказы в эксплуатации среди более чем 50 000 Ti-имплантатов с 2021 года.
Будущие тренды: КТ на основе ИИ
Внедрение реконструкции в реальном времени (NVIDIA Clara) для сокращения времени обработки с 15 минут до <2 минут.
Разработка многоэнергетического КТ для декомпозиции материалов (например, соотношение Cu/Zn в латунных сплавах).
Заключение
Промышленные КТ-решения Neway объединяют метрологию и неразрушающий контроль, обеспечивая микронную точность анализа от прототипирования до серийного производства. Имея сертификаты AS9100D и ISO 13485, мы помогаем производителям достигать амбиций по нулевому браку.
Часто задаваемые вопросы
Какой минимальный размер трещины обнаруживается в титановых сплавах?
Могут ли КТ-системы анализировать компоненты, заполненные жидкостью?
Как результаты КТ валидируются по сравнению с разрушающими испытаниями?
Какое обучение требуется для работы с промышленными КТ-системами?
Подходит ли КТ для керамических матричных композитов?
