Русский
Постобработка для индивидуального литья под давлением
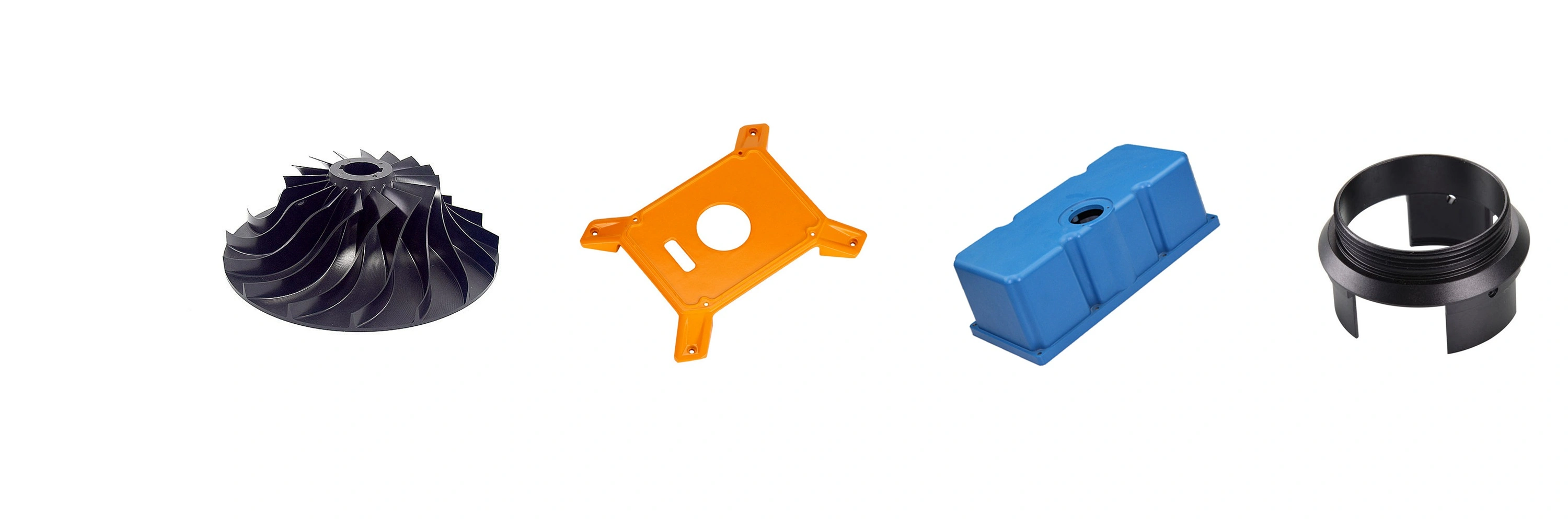
Наша постобработка для индивидуального литья под давлением включает в себя ключевые методы, такие как механическая обработка, пескоструйная обработка, виброабразивная обработка, сборка, покраска, порошковое покрытие, анодирование и дуговое анодирование. Эти процессы улучшают качество поверхности, долговечность и функциональность, обеспечивая точность и надежность каждой детали.
- Постобработка алюминиевого литья
- Постобработка цинкового литья
- Постобработка медного литья
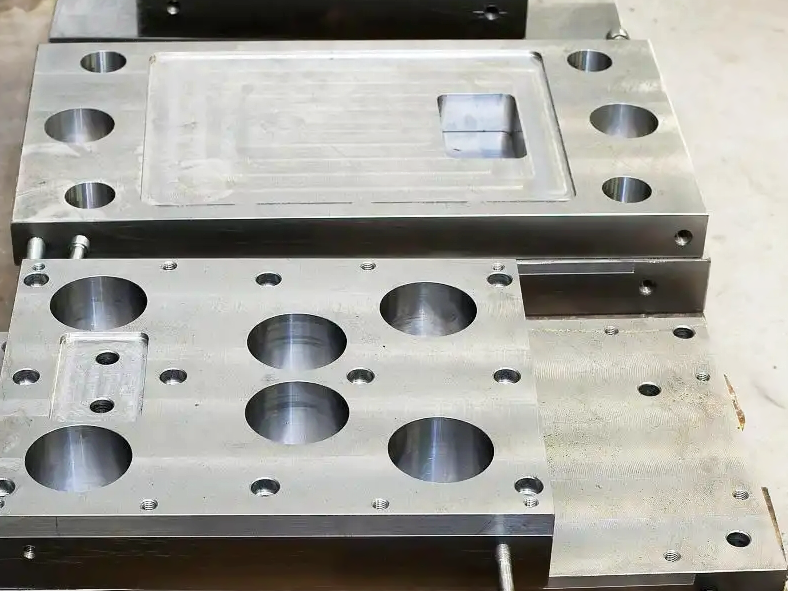
- Постобработка инструментов и пресс-форм
Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Типичные процессы постобработки для литья под давлением
Типичные процессы постобработки для литья под давлением включают механическую обработку, пескоструйную обработку, виброабразивную обработку, сборку, покраску, порошковое покрытие, анодирование и дуговое анодирование. Эти методы улучшают качество поверхности, повышают долговечность и эстетичность деталей, обеспечивая точность и надежность.

Пескоструйная обработка очищает и текстурирует поверхность литых деталей, улучшая адгезию для дальнейшей обработки.

Виброабразивная обработка сглаживает и полирует детали, удаляя заусенцы и дефекты, создавая однородную поверхность.

Сборка включает объединение отдельных компонентов в готовое изделие.

Анодирование улучшает поверхностный слой, повышает коррозионную стойкость и позволяет окрашивание алюминиевых деталей.
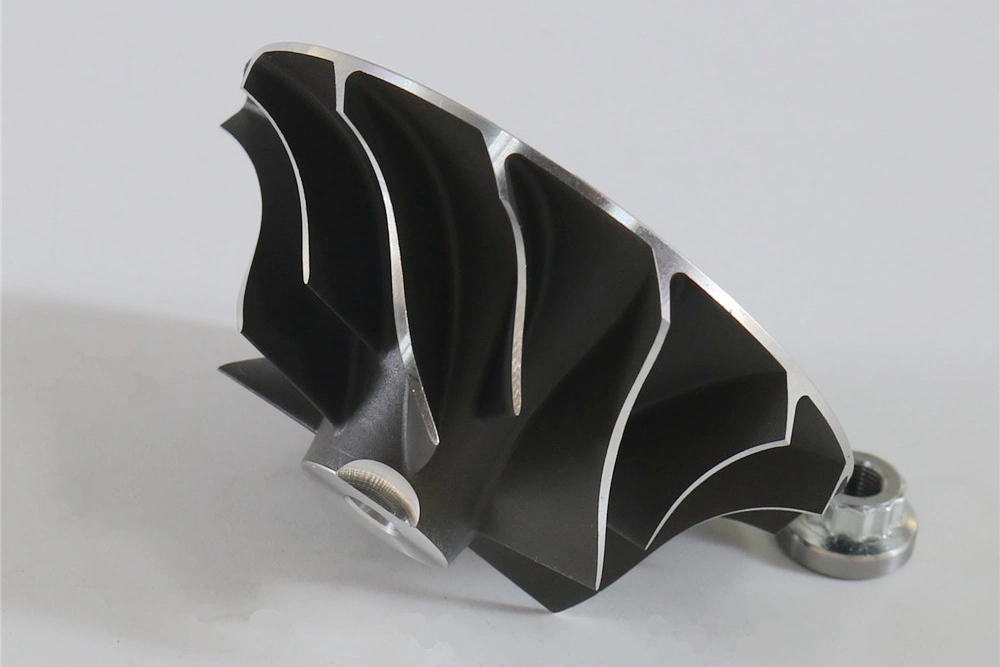
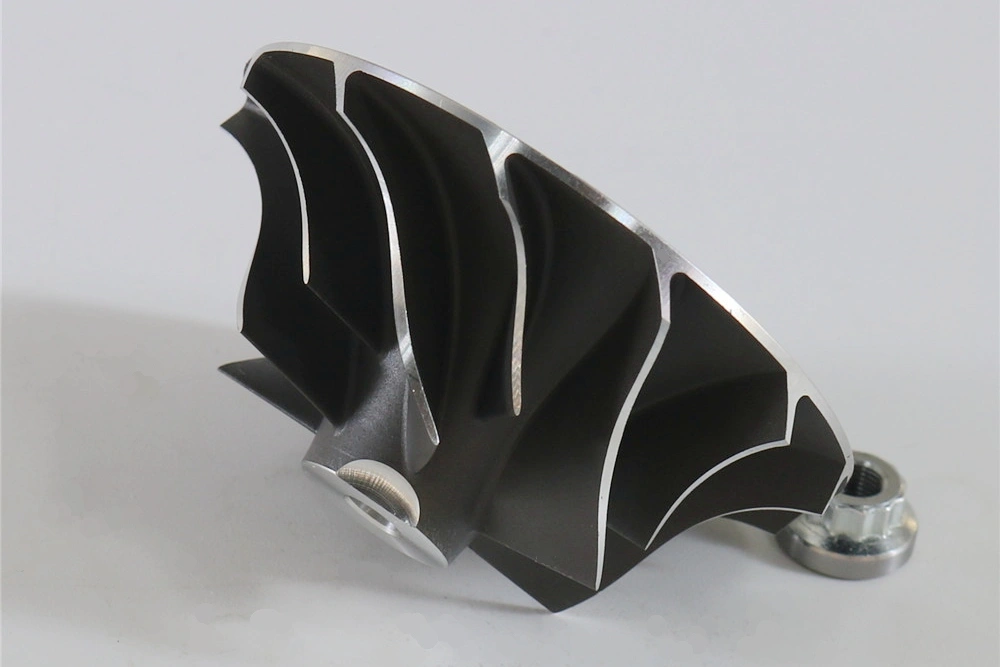
Механическая обработка повышает точность размеров и качество поверхности литых под давлением деталей.

Порошковое покрытие обеспечивает прочное, равномерное покрытие, улучшая внешний вид и износостойкость деталей.

Покраска обеспечивает декоративное покрытие, индивидуальный выбор цвета и дополнительную защиту от коррозии.

Дуговое анодирование создает уникальные декоративные и износостойкие покрытия, обеспечивая дополнительную защиту.
Пескоструйная обработка очищает и текстурирует поверхность литых деталей, улучшая адгезию для дальнейшей обработки.
Виброабразивная обработка сглаживает и полирует детали, удаляя заусенцы и дефекты, создавая однородную поверхность.
Сборка включает объединение отдельных компонентов в готовое изделие.
Анодирование улучшает поверхностный слой, повышает коррозионную стойкость и позволяет окрашивание алюминиевых деталей.
Механическая обработка повышает точность размеров и качество поверхности литых под давлением деталей.
Порошковое покрытие обеспечивает прочное, равномерное покрытие, улучшая внешний вид и износостойкость деталей.
Покраска обеспечивает декоративное покрытие, индивидуальный выбор цвета и дополнительную защиту от коррозии.
Дуговое анодирование создает уникальные декоративные и износостойкие покрытия, обеспечивая дополнительную защиту.
Анодирование улучшает поверхностный слой, повышает коррозионную стойкость и позволяет окрашивание алюминиевых деталей.
Механическая обработка повышает точность размеров и качество поверхности литых под давлением деталей.
Порошковое покрытие обеспечивает прочное, равномерное покрытие, улучшая внешний вид и износостойкость деталей.
Покраска обеспечивает декоративное покрытие, индивидуальный выбор цвета и дополнительную защиту от коррозии.
Дуговое анодирование создает уникальные декоративные и износостойкие покрытия, обеспечивая дополнительную защиту.
Пескоструйная обработка очищает и текстурирует поверхность литых деталей, улучшая адгезию для дальнейшей обработки.
Виброабразивная обработка сглаживает и полирует детали, удаляя заусенцы и дефекты, создавая однородную поверхность.
Сборка включает объединение отдельных компонентов в готовое изделие.
Анодирование улучшает поверхностный слой, повышает коррозионную стойкость и позволяет окрашивание алюминиевых деталей.
Механическая обработка повышает точность размеров и качество поверхности литых под давлением деталей.
Сравнение методов постобработки
Методы постобработки различаются в зависимости от материала, применения и требований к покрытию. Пескоструйная обработка и виброабразивная обработка быстрые и экономичные для очистки и полировки. Анодирование и дуговое анодирование обеспечивают коррозионную стойкость, а порошковое покрытие и покраска повышают долговечность и эстетичность. Механическая обработка обеспечивает строгие допуски. Каждый метод балансирует скорость, стоимость и качество для разных задач.
Начните новый проект сегодня
Frequently Asked Questions
Изучить связанные блоги



Изучить связанные ресурсы


Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Diecast Precision Works Ltd.All Rights Reserved.