Литье деталей из цинкового сплава Zamak и производство зеркал с PVD-покрытием для Adamonyte-Keidune
Литье под давлением из сплава Zamak стало основой в декоративной металлообрабатывающей промышленности, обеспечивая эффективное производство деталей с высокой детализацией и стабильными размерами. Оно обеспечивает идеальный баланс прочности, текучести и качества поверхности для высококлассных зеркальных сборок.
Этот проект посвящен совместному производству компонентов из сплава Zamak с зеркальным внешним видом, достигнутому благодаря прецизионному литью и передовой PVD-обработке поверхности. Результатом стала линейка декоративных деталей, отвечающих эстетическим и функциональным требованиям в премиальных потребительских товарах.
Литье Zamak под давлением для декоративных и функциональных деталей
Zamak 3 и Zamak 5 были выбраны благодаря их отличной текучести и высокой точности воспроизведения деталей поверхности, что идеально подходит для украшений зеркальных рам и опорных конструкций. Эти сплавы широко используются в литье цинка под давлением для декоративных и косметических компонентов, требующих превосходного качества отделки.
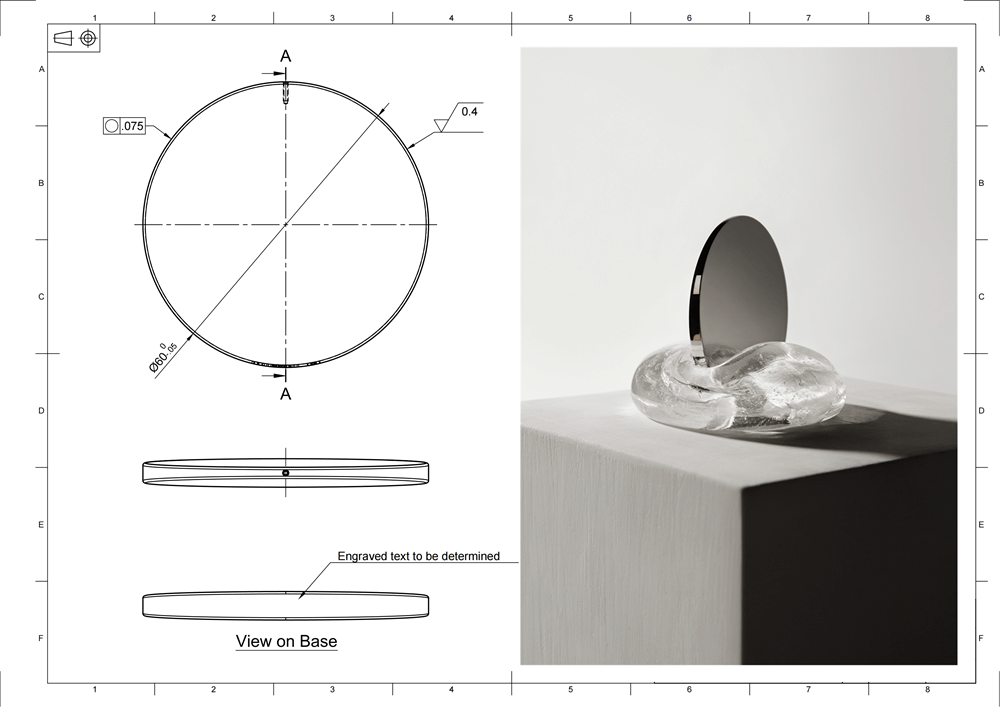
Данные о материале и процессе:
Предел прочности при растяжении: 280–310 МПа
Толщина стенки: 1,2–2,5 мм
Допуск литья: ±0,05 мм (ISO 8062 CT6)
Твердость по Бринеллю: ~85 HB
Пористость поверхности: <0,3% (подтверждено рентгеновским контролем)
Процесс литья Zamak под давлением обеспечил точное воспроизведение контуров, снижение внутренних дефектов и повторяемость размеров для декоративных сборок.
Проектирование пресс-форм и оптимизация поверхности
Пресс-форма оснащена вставками полости зеркального качества с чистотой поверхности Ra ≤ 0,4 мкм и многоступенчатыми механизмами для обработки поднутрений и углубленной геометрии. Инструментальная сталь H13 с вакуумной термообработкой продлила срок службы штампа более чем на 100 000 циклов.
Спецификации оснастки:
Материал пресс-формы: H13 с азотированной поверхностью
Угол уклона: 1,5° типично для вертикальных поверхностей
Многоступенчатые действия сердечника: для внутренних углублений
Система охлаждения: встроенные каналы с обратной связью от датчиков
Узнайте больше о изготовлении инструментов и штампов для небольших, высокодетализированных металлических деталей, используемых в косметическом или потребительском оборудовании.
Постобработка и финишная обработка на станке с ЧПУ
После литья детали прошли удаление заусенцев и галтовку для смягчения кромок, а затем прецизионную постобработку на станке с ЧПУ для подготовки сопрягаемых элементов и монтажных отверстий.
Ключевые параметры механической обработки:
Точность положения отверстий: ±0,02 мм
Снятие фасок на кромках: 0,3 мм равномерно
Итоговая шероховатость поверхности: Ra ≤ 0,8 мкм
Такая точная финишная обработка обеспечила идеальную интеграцию с нержавеющими или стеклянными компонентами в окончательных зеркальных сборках.
PVD-покрытие для зеркальной отделки и долговечности
Для придания роскошного, высокоотражающего хромированного вида было нанесено многослойное PVD-покрытие (физическое осаждение из паровой фазы). Этот процесс создает высокопрочные металлические покрытия, используемые в высококлассной сантехнике, мебели и электронике.
Параметры процесса нанесения покрытия:
Базовый слой: Титан или CrN для адгезии
Отражающий верхний слой: Хром или золото
Толщина покрытия: 0,3–0,5 мкм
Твердость поверхности: >3H
Коррозионная стойкость: >240 часов солевого тумана по ASTM B117
Равномерность и уровень адгезии были проверены с помощью испытаний на перекрестное надрезание лентой по ASTM D3359 и тестов на твердость карандашом.
Контроль качества и поддержка сборки
Для соответствия строгим эстетическим стандартам все детали прошли многоэтапную проверку, включая:
100% визуальный контроль при рассеянном освещении 600 люкс
Измерение толщины покрытия с помощью вихретокового датчика
Выборочный контроль размеров с использованием КИМ
Упаковку в чистом помещении с защитой от статического электричества
Для упаковки использовались антицарапающие лотки и полиэтиленовые слои для защиты PVD-поверхностей от истирания во время транспортировки. Этот подход является частью нашей модели «услуги под ключ» — объединяющей производство, отделку, контроль и упаковку в единый рабочий процесс.
Гибкое мелкосерийное производство для премиальных брендов
Этот проект был частью ограниченной серии зеркальной продукции с различными видами отделки и форматами. Наш подход к мелкосерийному производству поддерживал размеры партий от 2000 единиц на вариант, обеспечивая эксклюзивность дизайна и контроль затрат.
Каждый новый вариант использовал стандартную оснастку со сменными вставками, что снизило стоимость инструмента на 30%, а время переналадки — до менее чем 24 часов.
Часто задаваемые вопросы
Почему для декоративного литья под давлением предпочтительнее Zamak, а не другие цинковые сплавы?
Каковы стандарты долговечности покрытия для высокоглянцевых декоративных изделий?
Как управляются размерные допуски для многокомпонентных косметических сборок?
Какие методы постобработки необходимы перед нанесением PVD-покрытия?
Как мелкосерийное производство влияет на гибкость оснастки и дизайна?
