Проект литья под давлением и фрезерования с ЧПУ для шарниров беспроводных наушников Apple Bluetooth
Компактные точные шарниры в беспроводных наушниках требуют исключительного контроля размеров, механической долговечности и комфорта пользователя. Литье под давлением в сочетании с фрезерованием с ЧПУ обеспечивает масштабируемое решение для производства этих микрокомпонентов с воспроизводимыми характеристиками при больших объемах производства.
В этом проекте представлены процесс разработки и производства узлов шарниров из цинкового сплава, используемых в беспроводных наушниках Bluetooth. Он освещает контроль литья, управление допусками, финишную обработку поверхности и валидацию окончательной сборки — все спроектировано для соответствия строгим стандартам потребительской электроники.
Почему литье под давлением из цинка для микромеханических шарниров?
Zamak 3 и Zamak 5 идеально подходят для микрошарниров благодаря своим превосходным характеристикам текучести, высокой размерной стабильности и устойчивости к ползучести и усталости. Эти сплавы соответствуют стандартам ASTM B86 и обеспечивают оптимальную литейную способность для деталей с готовой или почти готовой формой.
Спецификации материала (Zamak 3 по ASTM B240):
Предел прочности при растяжении: 283 МПа
Предел текучести: 221 МПа
Относительное удлинение при разрыве: 7–10%
Твердость: 82–85 HRB
Линейная усадка: ~1.2 мм/м
Достижимый допуск литья: ±0.03 мм (ISO 8062-CT5)
Узнайте больше о свойствах и применении Zamak 3 в массовом производстве миниатюрных компонентов.
Конструкция пресс-формы для производства высокоточных шарниров
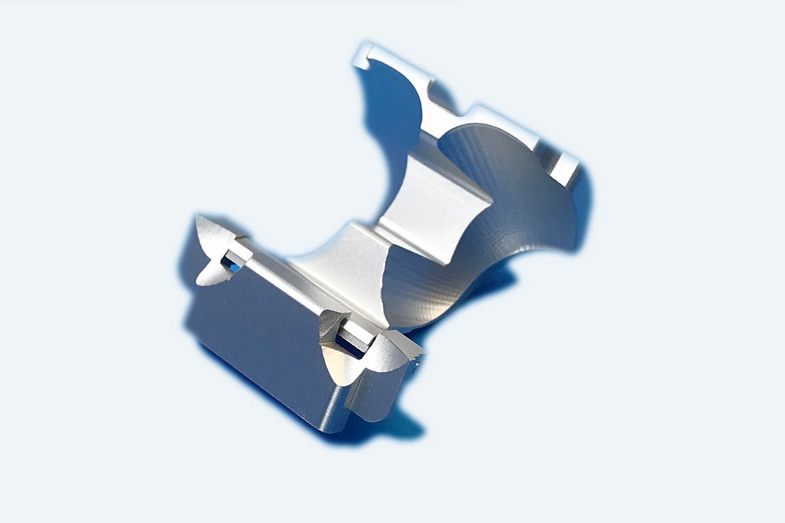
Геометрия шарнира включала цилиндрическую ось, интегрированное углубление для фиксации пружины и соединительные выступы, что требовало высокой позиционной точности и безупречной отделки поверхности. Оснастка была изготовлена из высокотвердой инструментальной стали (H13), азотированной для повышения износостойкости.
Параметры оснастки:
Сталь пресс-формы: H13 (HRc 48–52), азотированная
Угол уклона: 1.0–1.5° для вертикальных стенок
Минимальный радиус: 0.3 мм на внутренних переходах
Ожидаемый срок службы инструмента: >150 000 циклов
Шероховатость полости: Ra ≤ 0.4 мкм (оптически полированные для видимых областей)
Изучите наши возможности изготовления инструмента и оснастки для прецизионных микро-компонентов из цинка в потребительской электронике.
Процесс литья под давлением и контроль
Производство осуществлялось на машинах для литья под давлением цинка с горячей камерой усилием 160 тонн с использованием программируемых профилей впрыска и вакуумной поддержки для минимизации турбулентности и захвата газа. Встроенные датчики в реальном времени контролировали давление впрыска, время цикла и температуру формы.
Спецификации процесса:
Скорость впрыска: 3.8–4.5 м/с
Время заполнения: ≤0.1 секунды
Температура формы: 200–220°C
Давление впрыска: 35–45 МПа
Отклонение веса впрыска: ≤2%
Наш процесс литья под давлением цинка включает вакуумные системы и рентгеновскую проверку для обеспечения внутренней структурной целостности прецизионных механических деталей.
Фрезерование с ЧПУ для функциональных допусков
В то время как литье под давлением обеспечивало готовую форму, критические поверхности обрабатывались на прецизионном оборудовании с ЧПУ, гарантируя совместимость с запрессованными штифтами, пружинными механизмами и углами поворота шарнира.
Стандарты допусков механической обработки (по ISO 286-2):
Допуск диаметра отверстия: H6 (±0.006 мм для Ø2–4 мм)
Допуск ширины паза: ±0.01 мм
Плоскостность сопрягаемых поверхностей: ≤0.02 мм
Соосность между осью и креплением: ≤0.015 мм
Шероховатость поверхности: Ra ≤ 0.4 мкм (на функциональных интерфейсах)
Смотрите наши услуги по последующей механической обработке, используемые для завершения сложных носимых компонентов с жесткими допусками.
Поверхностная обработка для износостойкости и эстетики
Интерфейсы шарнира требовали гладкого ощущения, отличной коррозионной стойкости и высокой эстетической однородности. Был применен двухэтапный процесс обработки поверхности: массовая финишная обработка с последующим химическим никелированием (ХН).
Детали поверхностной обработки:
Абразив для галтовки: керамический, 3 мм; продолжительность: 2 часа
Тип покрытия: ХН, по ASTM B733
Толщина покрытия: 5–8 мкм
Твердость поверхности: ~500 HV
Стойкость к соляному туману: >96 часов (по ASTM B117)
Также доступны другие варианты, такие как порошковое покрытие для декоративной отделки или анодирование для защиты от коррозии для альтернативных продуктовых линеек.
Окончательная сборка, тестирование и упаковка
Каждый шарнир проходил проверку на долговечность и функциональное имитационное тестирование как механическая часть, взаимодействующая с пользователем. Автоматизированное оборудование проводило измерения циклического крутящего момента и реакции пружины.
Протокол обеспечения качества:
Проверка первого образца (FAI) с валидацией GD&T
Тест на жизненный цикл: 5 000 поворотов шарнира, вариация трения <5%
Визуальный контроль при равномерном освещении 600 люкс
Лазерная маркировка для прослеживаемости партии
Сертификация материала на соответствие RoHS и REACH
Все компоненты были упакованы с использованием антистатических вкладышей и лотков, защищающих от истирания. Наш сквозной производственный процесс обеспечивает полный сервис от литья до финишной обработки и логистики.
Часто задаваемые вопросы
Почему Zamak 3 предпочтительнее других сплавов для микроскопических компонентов шарниров наушников?
Какие размерные допуски достижимы в миниатюрных литых и обработанных узлах?
Как наносится и проверяется химическое никелирование на цинковых деталях?
Какие стандарты тестирования соблюдаются для оценки производительности механических шарниров?
Как обеспечивается прослеживаемость партии для небольших, массово производимых литых компонентов?
