Neway Casting Supply: Корпус электробритвы Philips из цинкового сплава Zamak, литье под давлением и...
Для средств личной гигиены требуются компоненты, сочетающие эстетику, комфорт и точность. Для корпусов электробритв металлическое литье обеспечивает долговечность и визуальную привлекательность, а точная финишная обработка поверхности улучшает восприятие потребителем и устойчивость к коррозии.
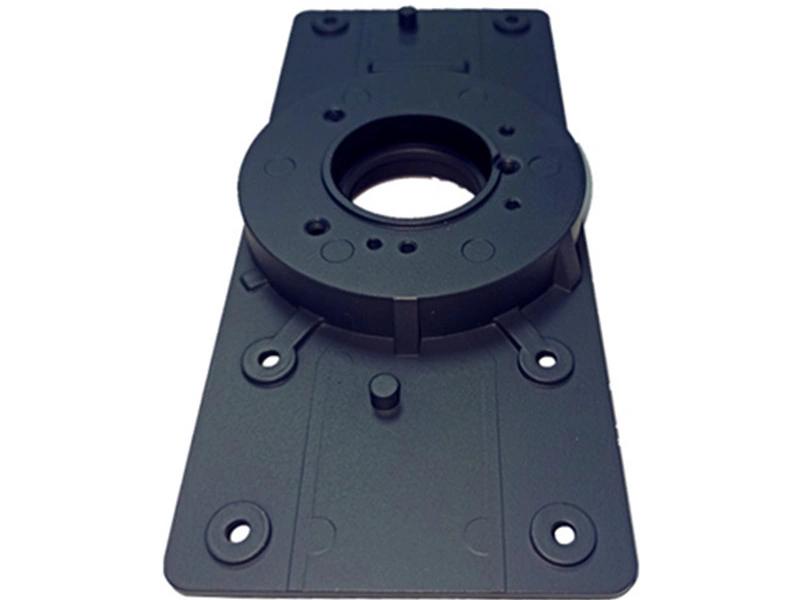
Этот проект посвящен производству корпусов электробритв на основе сплава Zamak со сложной геометрией и финишной обработкой косметического класса. Он включает процессы изготовления оснастки, литья, покраски и контроля качества, адаптированные для поставок потребительских товаров в больших объемах.

Литье под давлением из сплава Zamak 5 для корпусов косметического класса
Zamak 5 был выбран для этого применения благодаря своей размерной стабильности, отличной литейной способности и характеристикам гальванического покрытия. Его превосходное соотношение прочности к весу также способствует эргономике для пользователя и долговечности детали.
Свойства материала (Zamak 5, по ASTM B86):
Предел прочности при растяжении: ~295 МПа
Относительное удлинение при разрыве: 7.5%
Твердость по Бринеллю: 82 HB
Допуск на литье: ISO 8062 CT5–CT6
Гладкость поверхности (после литья): Ra ≤ 3.2 мкм
Узнайте больше о литье под давлением из цинка для деталей косметического класса и о том, как оно обеспечивает точное воспроизведение поверхности и дизайн, ориентированный на бренд.
Проектирование оснастки для высокоточной детализации
Корпус бритвы требовал многоплоскостной геометрии с внутренними элементами для сборки и внешней поверхностью класса А. Оснастка была спроектирована с высокополированными вставками полостей, микровентиляцией и сбалансированной системой литников для минимизации линий течения и холодных спаев.
Спецификации оснастки:
Сталь для пресс-формы: H13, азотированная и полированная
Срок службы пресс-формы: >100 000 циклов
Чистота поверхности полости: Ra ≤ 0.4 мкм
Время заполнения: ≤0.2 с при использовании высокоскоростного впрыска
Ознакомьтесь с нашими возможностями изготовления инструментов и пресс-форм, оптимизированными для высокоглянцевых корпусов продуктов, обращенных к потребителю.
Финишная обработка поверхности: Покраска vs. Гальваническое покрытие
После литья и полировки поверхность корпуса была покрыта с использованием автоматической линии покраски для деталей косметической электроники. Была нанесена многослойная система, включающая грунтовку, базовый слой и защитное покрытие.
Таблица сравнения финишной обработки поверхности
Свойство | Покраска | Гальваническое покрытие |
|---|---|---|
Типичная толщина | 40–60 мкм | 5–10 мкм |
Твердость поверхности | 2H (карандаш) | ~400 HV (никель/хром) |
Визуальная однородность | Отличная (матовая/глянцевая) | Зеркальный глянец (покрытие) |
Коррозионная стойкость | >720 ч солевого тумана | >240 ч солевого тумана |
Гибкость в выборе цвета | Высокая | Умеренная |
Для этого проекта была выбрана покраска, чтобы обеспечить больше вариантов цвета и тактильного контроля. Наша линия постпроцессной покраски обеспечивает отделку, подходящую для поверхностей потребительских товаров класса А.
Постобработка и контроль качества
Перед покраской детали очищались в ультразвуковых обезжиривающих ваннах и проверялись на наличие поверхностной пористости и косметических дефектов. После финишной обработки компоненты проходили визуальный контроль и тесты на адгезию.
Ключевые параметры контроля качества:
Адгезия покрытия (ASTM D3359): рейтинг 5B
Стойкость к солевому туману (ASTM B117): ≥720 ч
Уровень глянца поверхности (ISO 2813): настраивается для каждой модели продукта
Функциональный допуск на размеры: ±0.05 мм после нанесения покрытия
Узнайте, как наши процедуры контроля качества постпроцесса обеспечивают долговечную и эстетически стабильную отделку.
Готовность к сборке и финальная упаковка
Компоненты поставлялись в специальных антистатических лотках заказчика, предварительно подсчитанными и запечатанными для непосредственного использования на сборочной линии. Дополнительные услуги включают маркировку деталей, нанесение защитной пленки и механическую предварительную сборку.
Наше решение «под ключ» обеспечивает сквозную согласованность производства и обработки для компонентов средств личной гигиены, выпускаемых в больших объемах.
Часто задаваемые вопросы
Что делает сплав Zamak 5 подходящим для декоративных корпусов бритв?
Как характеристики окрашенной поверхности сравниваются с оцинкованными деталями?
Какие стандарты поверхности используются для корпусов косметического класса А?
Как поддерживается высокоглянцевая отделка при больших производственных партиях?
Какие проверки качества критически важны для окрашенных литых корпусов косметического назначения?