How Aluminum Die Casting Mold Design Affects Cost and Part Quality
How Aluminum Die Casting Mold Design Affects Cost and Part Quality
An aluminum die casting mold is one of the most important investments in an aluminum die casting project. It does not only form the part shape. It affects part quality, dimensional stability, surface appearance, CNC machining allowance, tooling cost, trial sample results, cycle time and long-term production stability.
For buyers, engineers and project managers, mold design should be reviewed before opening the tool. A poor mold design can cause porosity, shrinkage, flash, cold shuts, deformation, ejector marks, parting line problems, unstable dimensions and high post-processing cost. These problems are often expensive to fix after trial samples have already been produced.
A good aluminum die casting mold should connect part design, aluminum alloy selection, gate design, venting, cooling, ejector layout, cosmetic surfaces, CNC machining areas, surface treatment requirements and production volume. When these factors are confirmed before mold making, buyers can reduce tooling modification risk and prepare the project for stable mass production.
What Is an Aluminum Die Casting Mold?
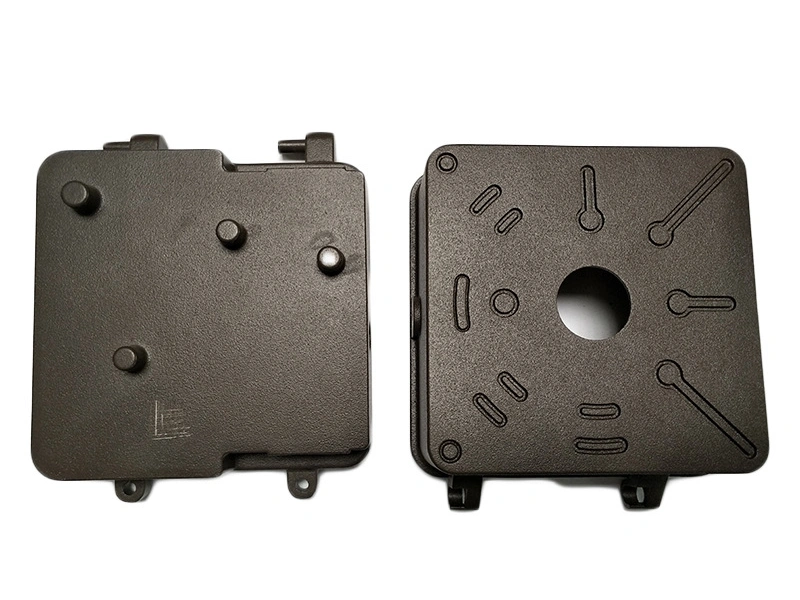
An aluminum die casting mold is a mold system used to form molten aluminum alloy into custom metal parts. It usually includes the mold cavity, mold core, gate, runner, overflow, venting system, cooling channel, ejector pins, parting line and sliders or inserts when needed.
The mold is not simply a tool that copies the part shape. It is the core manufacturing foundation that decides whether aluminum can fill the cavity correctly, whether air can escape, whether the part can cool evenly, whether the part can be ejected safely and whether the same part can be produced repeatedly with stable quality.
For an aluminum die casting project, mold quality affects the final custom aluminum die cast parts from the first trial sample to long-term batch production.
Mold Element | Main Function | Buyer Impact |
|---|---|---|
Mold cavity | Forms the external geometry of the part | Affects shape, surface quality and repeatability |
Mold core | Forms internal features, holes, pockets or complex structures | Affects function, assembly and mold complexity |
Gate and runner | Controls how molten aluminum enters the cavity | Affects filling quality, flow marks and porosity risk |
Overflow and venting system | Helps release air and improve filling stability | Reduces gas defects and internal porosity |
Cooling channel | Controls mold temperature and solidification | Affects deformation, cycle time and dimensional stability |
Ejector pins | Push the part out of the mold after casting | Affects ejector marks, deformation and cosmetic surfaces |
Parting line | Defines where mold halves meet | Affects flash, visible lines and post-processing workload |
Why Mold Design Matters in Aluminum Die Casting
Mold design matters because it controls how molten aluminum fills, cools and releases from the mold. If the mold design does not match the part geometry, aluminum alloy, wall thickness, tolerance and production volume, defects can appear during trial samples or mass production.
Gate location affects flow marks, cold shuts and porosity. Venting design affects internal gas defects. Cooling design affects deformation, shrinkage and dimensional stability. Ejector pin location affects cosmetic surfaces and assembly faces. Parting line position affects polishing, coating and visible appearance. Mold precision also affects the allowance available for CNC machining after die casting.
Good die casting tooling helps buyers improve batch consistency and reduce long-term cost. Poor mold design can make the casting look acceptable at first but create repeated rework, unstable dimensions and high production risk later.
Mold Design Area | What It Affects | Possible Risk if Ignored |
|---|---|---|
Gate location | Metal flow, filling balance and surface marks | Flow lines, cold shuts and porosity |
Venting system | Air release during filling | Gas porosity and internal defects |
Cooling design | Solidification, shrinkage and cycle time | Warpage, deformation and unstable dimensions |
Ejector layout | Part release and surface marks | Ejector marks on cosmetic or functional surfaces |
Parting line position | Flash position and visible surface quality | Extra polishing, coating defects and appearance disputes |
Mold precision | Dimensional repeatability and machining allowance | Poor fit, high inspection pressure and machining problems |
What Affects Aluminum Die Casting Mold Cost?
Aluminum die casting mold cost is affected by part size, part complexity, cavity number, surface requirement, tolerance requirement, production volume, material behavior and CNC machining areas. Buyers should not compare mold quotations only by the mold price. They should also consider mold life, trial sample risk, cycle time, scrap rate, maintenance cost and long-term production stability.
A large or complex part usually requires a larger and more complex mold. Thin walls, ribs, bosses, undercuts, sliders, inserts and cosmetic surfaces can increase mold design and manufacturing difficulty. Multi-cavity molds may increase upfront tooling cost, but they can improve output and reduce unit cost when annual demand is high enough.
Cost Factor | How It Affects Mold Cost | Buyer Concern |
|---|---|---|
Part size | Larger parts need larger mold bases | Higher tooling cost |
Part complexity | Ribs, bosses, undercuts and thin walls increase mold difficulty | More DFM review needed |
Cavity number | Multi-cavity molds increase tooling cost but improve output | Balance mold cost and unit cost |
Surface requirement | Cosmetic surfaces need better gate and ejector planning | Appearance control |
Tolerance requirement | Tight tolerance requires higher mold precision | Higher mold and inspection cost |
Production volume | High volume may need stronger production tooling | Long-term stability |
CNC machining areas | Mold design affects machining allowance | Post-processing cost control |

How Mold Design Affects Part Quality
Mold design has a direct impact on aluminum die cast part quality. Many casting defects are not problems that polishing or coating can fully solve later. They are often the result of mold design, gate design, venting, cooling, wall thickness, ejection and process control working together.
Poor mold design can lead to porosity, shrinkage, cold shuts, flow marks, flash, deformation, ejector pin marks, parting line traces, unstable dimensions, inconsistent surface roughness and insufficient CNC machining allowance. These problems can increase rework, scrap, inspection pressure and delivery risk.
A well-designed mold improves filling stability, reduces trapped gas, controls shrinkage, protects cosmetic surfaces, supports proper ejection and helps maintain dimensional consistency across production batches. For buyers sourcing custom die cast metal parts, mold design is one of the biggest factors behind real production quality.
Quality Issue | How Mold Design Can Affect It | Buyer Risk |
|---|---|---|
Porosity | Poor venting or turbulent filling can trap gas inside the part | Weak structure, leakage risk and finishing problems |
Shrinkage | Poor cooling or thick wall areas can create shrinkage defects | Internal defects and unstable dimensions |
Cold shuts | Improper gate design or poor filling path can cause incomplete fusion | Poor strength and visible surface defects |
Flash and burrs | Parting line quality and mold fit affect flash control | Extra trimming, polishing and rework cost |
Deformation | Cooling and ejection design affect part shape after casting | Assembly problems and inspection failure |
Ejector marks | Ejector pin placement affects visible and functional surfaces | Cosmetic rejection or contact surface problems |
Insufficient machining allowance | Mold design may not leave enough material for post machining | Scrap, rework or poor final tolerance |
How Aluminum Die Casting Mold Design Affects CNC Machining
Not every aluminum die cast surface needs CNC machining, but many functional areas require post machining to meet final tolerance and assembly requirements. These areas often include threaded holes, mounting holes, sealing faces, bearing holes, locating surfaces, datum surfaces, flatness-controlled areas and tight-tolerance assembly areas.
Mold design must consider machining allowance before the tool is built. If the mold does not leave enough material in critical areas, the supplier may not be able to machine the final dimension reliably. If the mold does not provide stable datum surfaces, fixture positioning may become difficult and machining variation may increase.
For machined aluminum die cast parts, buyers should mark the CNC machining areas during the RFQ stage. This helps the supplier plan mold allowance, fixture location, machining sequence, inspection method and final cost.
CNC Machining Area | Why It May Need Post Machining | Mold Design Concern |
|---|---|---|
Threaded holes | Threads need controlled depth, pitch and alignment | Enough stock must remain for tapping |
Mounting holes | Hole position affects assembly accuracy | Mold must support stable hole location and machining datum |
Sealing faces | Flatness and surface finish affect leakage control | Allowance must support final face machining |
Bearing holes | Roundness and diameter may need tight control | Stable casting and machining allowance are required |
Locating surfaces | Positioning surfaces affect assembly repeatability | Mold must allow reliable datum planning |
Flatness-controlled areas | Casting alone may not meet strict flatness | Cooling and allowance must be planned before tooling |
How Mold Design Affects Surface Treatment
Aluminum die casting mold design affects later surface treatment results. If cosmetic surfaces, parting lines, ejector pin positions, gate locations and surface quality are not planned before tooling, polishing, painting, coating or powder coating may become more difficult and expensive.
Parting line position can affect visible surfaces. Ejector pin marks can appear on cosmetic faces. Gate residue can increase polishing workload. Porosity can cause coating problems. Flow marks can remain visible after painting. Original casting quality can also affect powder coating consistency.
If buyers need high appearance quality, they should confirm cosmetic surfaces and surface treatment standards before mold making. The mold should be designed to reduce visible marks on important surfaces and support a more stable finish after casting.
Surface Treatment Concern | How Mold Design Affects It | Buyer Action |
|---|---|---|
Parting line marks | Parting line location may appear on visible faces | Mark cosmetic surfaces before tooling |
Ejector pin marks | Ejector layout can affect cosmetic or assembly surfaces | Confirm ejector positions during DFM review |
Gate residue | Gate location affects trimming and polishing workload | Avoid key appearance areas where possible |
Porosity after coating | Poor venting and filling can create pores that show after finishing | Review gate, venting and casting quality requirements |
Painting appearance | Flow marks and surface roughness may remain visible | Define acceptable surface standard before mold making |
Powder coating consistency | Original casting quality affects coating stability | Control casting surface quality early |
When Should Buyers Start Mold Making?
Buyers should start aluminum die casting mold making when the product is technically and commercially ready. The design should be mostly frozen, the aluminum alloy should be confirmed, annual demand should be stable and prototype validation should be completed when needed.
It is also important to verify assembly relationships, tolerance requirements, surface treatment requirements, CNC machining areas, target cost and mass production plan before starting mold making. If these items are not clear, mold changes may be required later and the project may face higher cost or longer lead time.
Buyers should avoid starting mold making too early if the product structure is still changing frequently, material is not confirmed, surface treatment has not been decided, assembly validation is incomplete, annual demand is unclear or the customer is still testing market demand.
Ready for Mold Making | Not Ready for Mold Making |
|---|---|
Product design is mostly frozen | Product structure is still changing frequently |
Aluminum alloy is confirmed | Material has not been confirmed |
Annual demand is stable | Annual demand is unclear |
Prototype validation is completed if needed | Product function has not been tested |
Assembly relationship is verified | Assembly fit and interference are still uncertain |
Surface treatment requirement is clear | Appearance or coating requirement is not defined |
CNC machining areas are confirmed | Critical machined areas are still unclear |
Target cost and production plan are clear | Commercial direction is still uncertain |
What Buyers Should Provide Before Aluminum Die Casting Mold Making
Before aluminum die casting mold making, buyers should provide complete technical and commercial information. A 3D model alone is not enough because mold design depends on material, tolerance, annual demand, surface treatment, CNC machining areas, cosmetic surfaces, assembly requirements and production schedule.
Clear information helps the supplier evaluate mold structure, gate design, venting, cooling, ejector layout, machining allowance, surface quality and cost. It also reduces the chance of tooling modification after trial samples.
Buyer Information | Why It Is Needed | What It Helps the Supplier Evaluate |
|---|---|---|
2D drawing | Shows dimensions, tolerances, notes and critical features | Mold precision, machining and inspection requirements |
3D model | Shows geometry, wall thickness, ribs, bosses and undercuts | Casting feasibility and mold structure |
Aluminum alloy requirement | Material affects filling, shrinkage and tooling strategy | Gate, cooling and process planning |
Annual demand | Shows expected production volume | Cavity number, tool life and mold investment |
Order quantity | Defines batch size and production planning | Cost and delivery schedule |
Tolerance requirement | Defines critical dimensions and allowable variation | Mold accuracy and inspection cost |
Critical dimensions | Identifies dimensions that affect fit or function | Machining allowance and quality control |
Cosmetic surfaces | Shows visible and appearance-critical faces | Gate, ejector and parting line planning |
Surface treatment requirement | Defines polishing, painting, coating or other finish needs | Surface quality and post-processing planning |
CNC machining areas | Shows holes, threads, faces and datums that need machining | Machining allowance and fixture planning |
Assembly requirement | Shows how the part fits with other components | Datum, tolerance and interference review |
Working environment | Shows heat, corrosion, wear or outdoor exposure | Material, finish and inspection requirements |
Sample or reference part | Shows expected appearance, fit or function | Sample validation and quality benchmark |
Target cost and production schedule | Clarifies commercial and timing expectations | Tooling strategy and project planning |
How to Reduce Mold Modification Risk
Buyers can reduce mold modification risk by performing DFM review before mold making. The review should check wall thickness, ribs, corner radius, draft angle, undercuts, gate locations, venting, cooling, ejector layout, cosmetic surfaces, functional surfaces and CNC machining allowance.
Prototype or sample validation can also reduce mold risk when the part is new, complex or appearance-sensitive. Trial samples should be reviewed with dimensional reports, surface appearance standards, assembly checks and machining results before mass production approval.
For projects that may also involve zinc die casting tooling or copper alloy die casting tooling, the same principle applies: the earlier buyers confirm material, geometry, tolerance, surface finish and machining areas, the lower the tooling modification risk.
Risk Reduction Step | What to Check | Buyer Benefit |
|---|---|---|
DFM review before mold making | Wall thickness, ribs, corner radius, draft angle and undercuts | Reduces mold changes and casting defects |
Gate and venting planning | Metal flow, filling balance and air release | Reduces porosity, cold shuts and flow marks |
Cooling review | Hot spots, shrinkage risk and cycle stability | Improves dimensional consistency |
Cosmetic and functional surface definition | Visible faces, contact faces, sealing faces and assembly datums | Reduces appearance and functional disputes |
CNC machining allowance confirmation | Holes, threads, flatness areas, sealing faces and datum surfaces | Prevents insufficient machining stock |
Prototype or sample validation | Fit, function, surface quality and dimensions | Reduces mass production risk |
Trial sample review | Dimensional report, surface defects, assembly fit and machining result | Confirms issues before batch production |
Neway supports aluminum die casting mold projects that require tool and die making, aluminum die casting, CNC machining after die casting, custom metal casting, sample validation and production support. For buyers preparing custom aluminum die cast parts for production, early mold design review helps reduce tooling modification, improve part quality and support stable mass production.
FAQ