How Custom Aluminum Die Casting Helps Buyers Build Stable Production Parts
How Custom Aluminum Die Casting Helps Buyers Build Stable Production Parts
Custom aluminum die casting helps buyers turn product-specific aluminum part designs into stable production parts. It is suitable when a project needs custom geometry, lightweight metal structure, assembly features, surface finishing, local CNC machining and repeat production quality.
For buyers, custom aluminum die casting is not a standard part purchase. It is a project workflow that connects DFM review, aluminum alloy direction, tooling, trial samples, CNC machining, surface finishing, inspection and repeat production. Each stage affects cost, quality, lead time and long-term production stability.
If custom requirements are not confirmed before tooling, buyers may face mold changes, sample failure, machining scope disputes, cosmetic rejection, inspection confusion and unstable repeat orders. A successful custom aluminum die casting project should make functional, cosmetic and production requirements clear before manufacturing begins.
Why Buyers Choose Custom Aluminum Die Casting
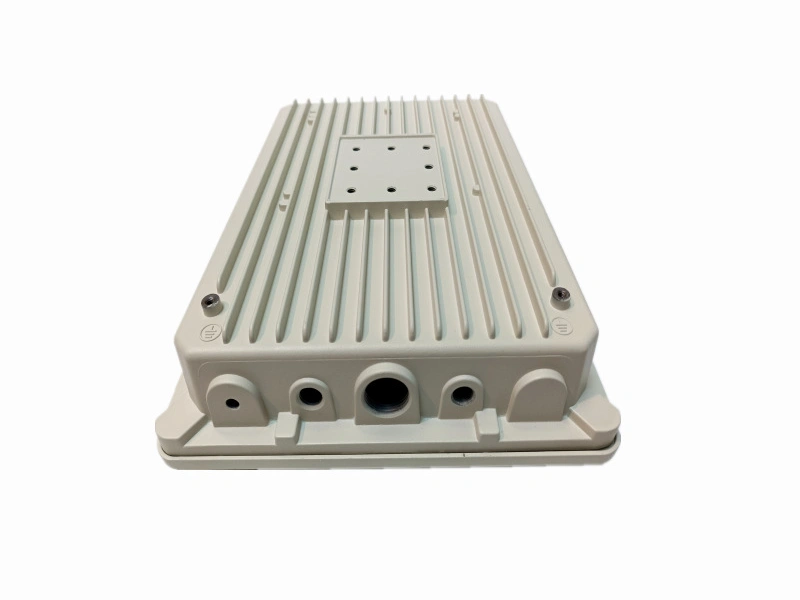
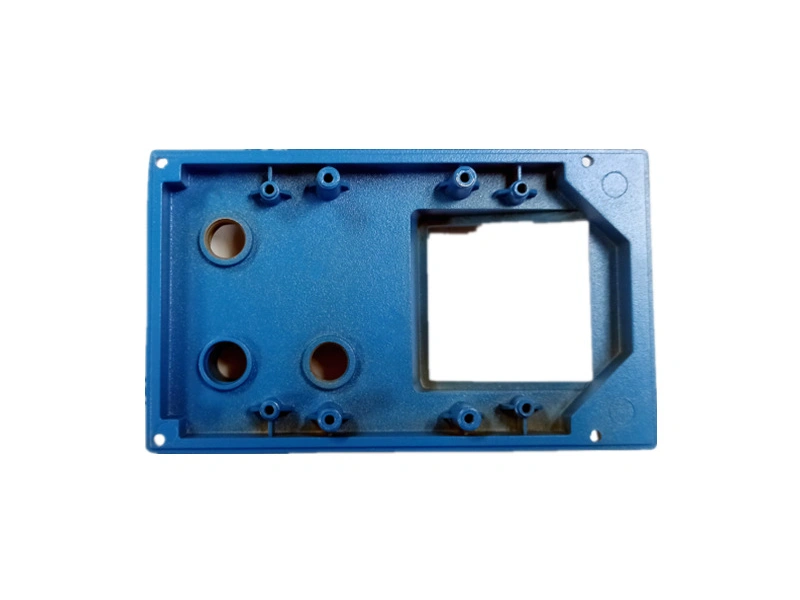
Buyers choose custom aluminum die casting when they need aluminum parts made according to their own product design instead of buying standard components. These projects usually involve aluminum housings, lighting housings, electronic enclosures, motor covers, pump bodies, heat sink housings, mounting brackets, automotive aluminum parts, industrial aluminum covers and custom aluminum die cast parts.
Custom aluminum die casting is useful when buyers need to combine complex structure, lightweight design, assembly function, surface treatment and batch production. It can form ribs, bosses, covers, shells, mounting features and structural details through tooling, while critical areas can be finished by CNC machining after casting.
The value is not only producing a cast aluminum shape. The value is building a repeatable production route that can move from DFM review to tooling, trial samples, machining, finishing, inspection and repeat production with fewer changes and less risk.
Project Type | Why Custom Aluminum Die Casting Fits | Buyer Concern |
|---|---|---|
Aluminum housings | Can form custom shells, ribs, bosses and mounting structures | Dimensional stability and surface quality |
Lighting housings | Supports heat control, lightweight structure and finished appearance | Thermal performance and coating quality |
Electronic enclosures | Provides protection, appearance and integrated assembly features | Cosmetic surfaces and assembly fit |
Motor covers | Supports protective covers with machined functional areas | Flatness, threaded holes and sealing faces |
Pump bodies | Can form complex bodies with machined sealing and assembly areas | Porosity, leakage risk and machining accuracy |
Heat sink housings | Can form cooling ribs and flat contact surfaces | Rib filling, wall thickness and thermal contact faces |
Mounting brackets | Supports ribs, bosses and repeatable mounting holes | Strength, hole position and batch consistency |
Automotive aluminum parts | Supports lightweight production parts with repeatable quality | Long-term production stability |
Industrial aluminum covers | Provides durable aluminum structures for equipment use | Surface protection and repeat delivery |

Which Custom Aluminum Die Casting Projects Are Ready for Tooling?
A custom aluminum die casting project is ready for tooling when the product design is mostly frozen, the 2D drawing and 3D model are confirmed, the aluminum alloy direction is clear and the buyer has a realistic annual demand range. Tooling should not start when the design is still changing frequently.
Before tooling, buyers should also confirm critical dimensions, CNC machining areas, cosmetic surfaces, surface finish requirements and assembly relationships. These details affect mold design, machining allowance, fixture planning, finishing standards and inspection methods.
If a project is only an early concept, if the material direction is unclear, if every surface needs high-precision CNC machining or if the expected volume cannot support tooling investment, buyers should validate the design further before starting production tooling.
Ready for Tooling | Not Ready for Tooling |
|---|---|
Product design is mostly frozen | Design changes frequently |
2D drawing and 3D model are confirmed | Only early concept geometry is available |
Aluminum alloy direction is clear | Material direction is still uncertain |
Annual demand has a realistic range | Production volume cannot support tooling investment |
Critical dimensions are marked | Functional dimensions are not identified |
CNC machining areas are confirmed | Machining scope is unclear |
Cosmetic surfaces are marked | Visible surfaces and appearance standards are not defined |
Surface finish requirement is confirmed | Coating, painting or polishing requirements are unclear |
Assembly relationship has been verified | Fit, function and mating parts have not been checked |
Buyer is ready for trial samples or batch production | The project is still only for early concept validation |
How Custom Requirements Affect Aluminum Die Casting Strategy
Custom requirements affect the entire aluminum die casting strategy. Buyers should not only send a 3D model and ask for a price. They should clearly define part function, aluminum alloy direction, tooling strategy, CNC machining areas, surface finish expectations, inspection standards and production volume.
These requirements determine whether the part should be cast, which areas need post machining, how the mold should protect cosmetic surfaces and how the supplier should inspect the final parts before delivery.
Clear custom requirements help the supplier plan custom metal casting, aluminum die casting tooling, machining allowance, finishing operations and repeat production control more accurately.
Custom Requirement | Why It Matters | Buyer Concern |
|---|---|---|
Part function | Defines strength, assembly and usage | Avoid wrong production route |
Aluminum alloy | Affects casting, strength and machining | Match material to product need |
Tooling strategy | Controls production repeatability | Reduce modification risk |
CNC machining areas | Defines functional precision | Avoid later price changes |
Surface finish | Affects appearance and protection | Reduce cosmetic disputes |
Inspection standard | Controls acceptance criteria | Improve batch consistency |
Production volume | Affects tooling and unit cost | Plan long-term production |
How DFM Review Supports Custom Aluminum Die Casting
DFM review is one of the most important steps in custom aluminum die casting. The purpose is not only to find drawing problems. The real purpose is to check whether the part can be cast reliably, whether tooling can be made efficiently, whether machining is needed and whether surface requirements can be controlled in repeat production.
During DFM review, the supplier should check wall thickness, ribs, bosses, draft angle, corner radius, hole positions, sealing faces, datum surfaces, cosmetic surfaces, machining allowance and surface finishing areas. These factors affect filling stability, shrinkage risk, porosity risk, tooling complexity, machining cost and final appearance.
For buyers, DFM review helps reduce mold modification, trial sample failure, machining rework, surface finishing disputes and long-term production instability.
DFM Review Item | What the Supplier Should Check | Risk if Ignored |
|---|---|---|
Wall thickness | Whether the thickness is suitable and consistent for casting | Shrinkage, porosity and warpage |
Ribs | Whether ribs improve strength without creating flow problems | Poor filling, local shrinkage or weak structure |
Bosses | Whether bosses support fastening without creating thick hot spots | Shrinkage, porosity or weak screw areas |
Draft angle | Whether the part can release from the mold properly | Drag marks, sticking and ejection issues |
Corner radius | Whether corners support metal flow and reduce stress | Cold shuts, cracks or weak corners |
Hole positions | Which holes can be cast and which need machining | Higher machining cost or poor hole accuracy |
Sealing faces | Whether sealing areas need flatness and surface finish control | Leakage risk and inspection failure |
Datum surfaces | Which surfaces control machining, inspection and assembly reference | Unstable dimensions and poor assembly fit |
Cosmetic surfaces | Which faces need appearance protection during tooling design | Gate, ejector or parting line marks on visible areas |
Machining allowance | Whether enough material remains for final CNC machining | Scrap, rework or poor final tolerance |
Surface finishing areas | Which surfaces need polishing, painting, coating or protection | Finishing rejection and cosmetic disputes |
How Tooling Affects Custom Aluminum Die Casting Quality
Tooling directly determines the quality limit of custom aluminum die casting. The mold controls part shape repeatability, filling stability, gate and runner design, venting, cooling, porosity risk, shrinkage risk, parting line location, ejector pin marks, machining allowance, cosmetic surface quality and batch consistency.
Buyers should not compare tooling price only. A lower tooling price may create higher total cost if the mold causes poor trial samples, unstable dimensions, surface defects, insufficient machining allowance, high scrap rate or frequent maintenance during repeat production.
For tooling for custom aluminum die casting, buyers should check whether the tooling plan can support trial samples, design adjustment, CNC machining, surface finishing and repeat production.
Tooling Factor | How It Affects Custom Aluminum Die Casting | Buyer Risk if Weak |
|---|---|---|
Part shape repeatability | Controls whether every part matches the approved geometry | Batch variation and assembly problems |
Filling stability | Affects how aluminum fills ribs, bosses and complex areas | Cold shuts, incomplete filling and weak features |
Gate and runner design | Controls metal entry and flow balance | Flow marks, porosity and unstable filling |
Venting | Helps trapped gas escape during casting | Porosity and internal defects |
Cooling | Controls solidification, shrinkage and dimensional stability | Warpage, shrinkage and unstable dimensions |
Porosity risk | Affected by flow, venting, overflow and process planning | Exposed pores after CNC machining |
Shrinkage risk | Affected by wall thickness, local thick sections and cooling | Internal defects and surface marks |
Parting line location | Affects flash, burrs and visible surface appearance | Finishing rework and cosmetic disputes |
Ejector pin marks | Affect part release and visible surface quality | Marks on cosmetic or functional surfaces |
Machining allowance | Leaves stock for holes, faces and datum surfaces | Scrap, rework or poor final tolerance |
Cosmetic surface quality | Depends on gate, ejector, parting line and surface planning | Painting or coating rejection |
Batch consistency | Supports stable quality across repeat orders | Quality drift and unstable supply |
How CNC Machining Completes Custom Aluminum Die Cast Parts
Custom aluminum die casting can form complex structures, but key functional areas usually still need CNC machining for custom aluminum die casting. The goal is not to machine every surface. The goal is to machine only the areas that affect fastening, sealing, fit, positioning, movement or inspection.
Common CNC machined areas include threaded holes, mounting holes, sealing faces, bearing holes, locating surfaces, datum surfaces, flatness-controlled faces and tight tolerance assembly areas.
Buyers should separate as-cast surfaces, machined surfaces, cosmetic surfaces, functional surfaces, coating areas and assembly datum surfaces before tooling begins. This helps reduce machining scope changes, fixture problems, dimension disputes and production rework.
CNC Machined Area | Why It May Need Machining | Buyer Benefit |
|---|---|---|
Threaded holes | Threads need controlled depth, pitch and alignment | Improves fastening reliability |
Mounting holes | Hole position affects assembly and installation | Improves fit and repeatability |
Sealing faces | Flatness and surface quality affect sealing performance | Reduces leakage risk |
Bearing holes | Diameter and roundness may need tighter control | Improves movement and fit |
Locating surfaces | Positioning areas control repeatable assembly | Improves assembly consistency |
Datum surfaces | Datums guide machining and inspection | Improves dimensional control |
Flatness-controlled faces | Functional faces may require final machining | Improves contact and mounting stability |
Tight tolerance assembly areas | Casting alone may not meet precision fit requirements | Reduces assembly failure and rework |
Surface or Feature Type | How Buyers Should Define It | Why It Matters |
|---|---|---|
As-cast surfaces | Keep non-functional surfaces as-cast where possible | Reduces unnecessary machining cost |
Machined surfaces | Define holes, faces, datums and tolerance-controlled areas | Improves fit and function |
Cosmetic surfaces | Mark visible and appearance-critical areas before tooling | Protects final appearance |
Functional surfaces | Identify contact, sealing, mounting or locating areas | Protects product performance |
Coating areas | Confirm coating coverage, masking and thickness | Prevents fit and appearance problems |
Assembly datum surfaces | Define reference surfaces for machining and inspection | Improves repeatable assembly quality |
How Surface Finishing Should Be Planned for Custom Aluminum Die Casting
Surface finishing should be planned early for custom aluminum die casting. Common post-processes include deburring, polishing, painting, powder coating, protective coating and clear coating. These finishes can improve appearance, protection and final product value, but they cannot fully hide serious casting defects.
Buyers should confirm visible surfaces, non-visible surfaces, functional surfaces, coating type, color requirement, surface roughness, masking areas, acceptable defect standard and packaging protection before tooling and trial samples.
Appearance requirements should not wait until mass production. Parting line position, ejector pin marks, gate removal areas, porosity, burrs and polishing consistency can all affect the final cosmetic result.
Surface Finishing Item | What Buyers Should Confirm | Why It Matters |
|---|---|---|
Deburring | Edges, holes, parting lines and handling areas | Improves assembly and safe handling |
Polishing | Visible surfaces and smoothness expectation | Improves appearance and hand feel |
Painting | Color, coverage and acceptable surface defects | Improves appearance consistency |
Powder coating | Coating area, thickness and working environment | Improves durability and corrosion resistance |
Protective coating | Required protection level and use environment | Improves service life |
Clear coating | Base appearance and protection requirement | Protects visible aluminum surfaces |
Visible surfaces | Appearance-critical faces that need controlled finish | Reduces cosmetic rejection |
Non-visible surfaces | Hidden areas that may not need premium finish | Controls unnecessary finishing cost |
Functional surfaces | Contact, sealing, mounting or assembly areas | Prevents finishing from affecting function |
Masking areas | Threads, sealing faces, contact areas and precision features | Prevents fit problems after coating |
Acceptable defect standard | Allowed scratches, pits, flow marks, pores and color variation | Creates clear inspection criteria |
Packaging protection | Protection against scratches, dents and coating damage | Maintains finished quality during delivery |
How Trial Samples and Pilot Runs Reduce Custom Project Risk
Custom aluminum die casting projects should not move directly from tooling to full production. Trial samples should verify critical dimensions, wall thickness stability, CNC machined features, threaded holes, sealing faces, assembly fit, burr and flash level, cosmetic surfaces, surface finish result and inspection report format.
After trial samples are approved, pilot runs can further validate small batch repeatability, machining consistency, coating consistency, packaging protection, defect response process and production lead time. This helps buyers confirm whether the approved sample quality can be repeated in production.
The purpose of trial samples and pilot runs is to reduce risk before repeat orders. A single acceptable sample is not enough if the same quality cannot be repeated across later production batches.
Trial Sample Check | What Buyers Should Validate | Why It Matters |
|---|---|---|
Critical dimensions | Dimensions that affect fit, function and inspection | Confirms tooling and casting accuracy |
Wall thickness stability | Thin areas, thick areas, ribs and bosses | Confirms design and casting stability |
CNC machined features | Holes, faces, datums and tight tolerance features | Confirms machining quality |
Threaded holes | Thread depth, pitch, position and cleanliness | Improves fastening reliability |
Sealing faces | Flatness, surface finish and visible defects | Reduces leakage risk |
Assembly fit | Fit with mating components and final installation condition | Reduces production assembly risk |
Burr and flash level | Edges, holes, parting lines and handling areas | Improves assembly and safe handling |
Cosmetic surfaces | Visible marks, scratches, pits, pores and ejector marks | Confirms finished part acceptance |
Surface finish result | Polishing, painting, powder coating or protective coating quality | Confirms appearance standard |
Inspection report format | Dimensional data, cosmetic checks and functional inspection records | Creates clear approval evidence |
Pilot Run Check | What Buyers Should Validate | Why It Matters |
|---|---|---|
Small batch repeatability | Repeated dimensions, surface quality and assembly fit | Confirms production stability |
Machining consistency | Threads, holes, datums, faces and flatness areas across multiple parts | Reduces repeat order rework |
Coating consistency | Color, coverage, adhesion and visible surface quality | Confirms finishing stability |
Packaging protection | Protection against scratches, dents and coating damage | Maintains delivery quality |
Defect response process | How defects are reported, corrected and prevented | Supports long-term quality improvement |
Production lead time | Timing for casting, machining, finishing, inspection and delivery | Improves purchasing schedule control |
How Buyers Should Choose a Custom Aluminum Die Casting Supplier
Buyers should choose a supplier based on complete project capability, not only casting price. A suitable supplier should support DFM review, tool and die making, custom aluminum die cast parts, trial samples, CNC machining, surface finishing, inspection reports, repeat production, design changes and long-term cost reduction.
A strong supplier should understand how custom requirements affect tooling, how tooling affects casting quality, how casting quality affects CNC machining and how surface finish planning affects final appearance.
Neway supports custom aluminum die casting projects that require aluminum die casting, tool and die making, CNC machining after die casting, custom metal casting, surface finishing, trial samples, pilot runs and repeat production. Buyers comparing other custom material routes can also review custom zinc die cast parts and custom copper die cast parts based on part size, product function, appearance requirement and cost target.
Supplier Capability | What Buyers Should Check | Why It Matters |
|---|---|---|
DFM review | Can the supplier review wall thickness, ribs, bosses and draft before tooling? | Reduces mold changes and sample failure |
Tool and die making | Can the supplier support tooling design, correction and maintenance? | Improves production repeatability |
Custom aluminum die cast parts | Can the supplier understand custom geometry, function and surface needs? | Improves project accuracy |
Trial samples | Can the supplier validate dimensions, machining and finishing before production? | Confirms production readiness |
CNC machining coordination | Can the supplier machine holes, threads, faces and datums after casting? | Improves final fit and function |
Surface finishing management | Can the supplier manage deburring, polishing, painting, coating and appearance standards? | Reduces cosmetic disputes |
Inspection report | Can the supplier provide dimensional, cosmetic and functional reports? | Reduces quality disputes |
Repeat production support | Can the supplier maintain stable quality across long-term orders? | Improves supply reliability |
Design change management | Can the supplier assess how changes affect tooling, machining and cost? | Controls modification risk |
Cost reduction advice | Can the supplier optimize machining scope, finishing area and design details? | Controls total production cost |
FAQ
How Can Buyers Confirm a Custom Aluminum Die Casting Project Is Ready for Tooling?
How Should Custom Features Be Reviewed Before Aluminum Die Casting Production?
How Can Buyers Avoid Conflicts Between Machined Areas and Cosmetic Surfaces?
How Should Suppliers Manage Design Changes in Custom Aluminum Die Casting?
How Can Buyers Move Custom Aluminum Die Cast Parts From Samples to Repeat Production?