How to Source Aluminum Die Casting Parts for Reliable Custom Production
How to Source Aluminum Die Casting Parts for Reliable Custom Production
Aluminum die casting parts are widely used in electronics, automotive systems, industrial machinery, lighting, robotics, medical devices, and consumer products because they combine lightweight structure, repeatable production, good dimensional stability, and flexible surface finishing options.
However, sourcing aluminum die casting parts is not only about finding a casting supplier. Buyers also need to confirm whether the part is suitable for die casting, which aluminum alloy should be used, how the mold should be planned, which areas require CNC machining, which surface finishing process is suitable, and how the supplier will control consistency during production.
For custom projects, a reliable supplier should be able to connect die casting, tooling, machining, surface treatment, inspection, assembly, and mass production into one coordinated workflow. This helps buyers reduce communication risks, avoid repeated supplier changes, and improve the long-term stability of custom aluminum die cast components.
Why Buyers Search for Aluminum Die Casting Parts
When buyers search for aluminum die casting parts, they usually already have a product drawing, sample, 3D model, assembly structure, or production requirement. Their main concern is not only understanding what die casting is, but whether their part can be produced reliably and economically through aluminum die casting.
Typical questions include whether the part geometry is suitable for casting, whether the target volume justifies tooling investment, whether critical dimensions need post-machining, whether the chosen aluminum alloy meets strength and durability requirements, and whether the supplier can support long-term production consistency.
This is why a custom aluminum die casting project should be evaluated from both engineering and purchasing perspectives. A buyer may want a lower part cost, but the supplier must also evaluate mold design, material flow, shrinkage risk, machining allowance, surface defects, inspection requirements, and final assembly needs.
Buyer Search Intent | What It Usually Means | Supplier Response Needed |
|---|---|---|
Custom aluminum die casting parts | The buyer needs parts made according to drawings or samples. | DFM review, alloy selection, tooling planning, and production feasibility analysis. |
Aluminum die cast components | The buyer may need housings, brackets, covers, heat sinks, or structural parts. | Application-based process, machining, and finishing recommendations. |
Precision aluminum die casting parts | The part has critical dimensions, assembly surfaces, or functional requirements. | Die casting plus CNC machining and dimensional inspection. |
High volume aluminum die casting parts | The buyer needs stable repeat production. | Tooling life planning, process control, inspection records, and mass production support. |
Common Types of Aluminum Die Casting Parts
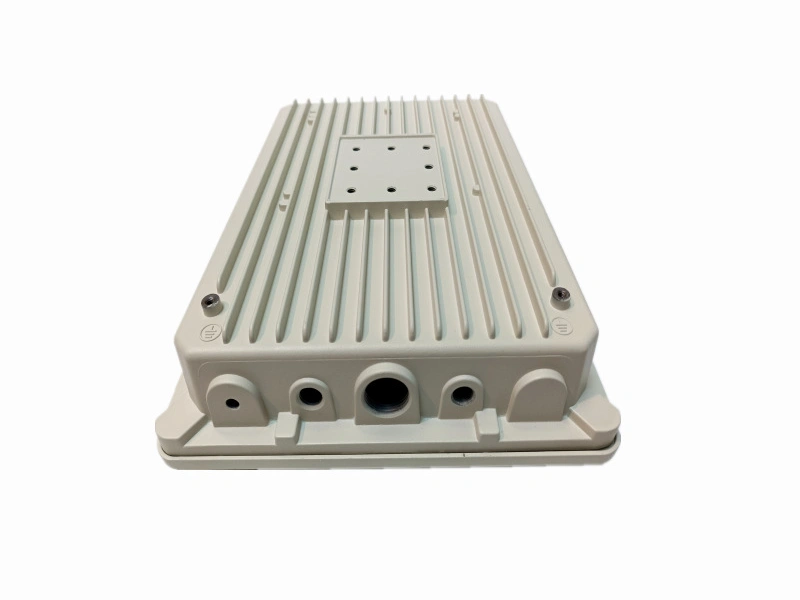
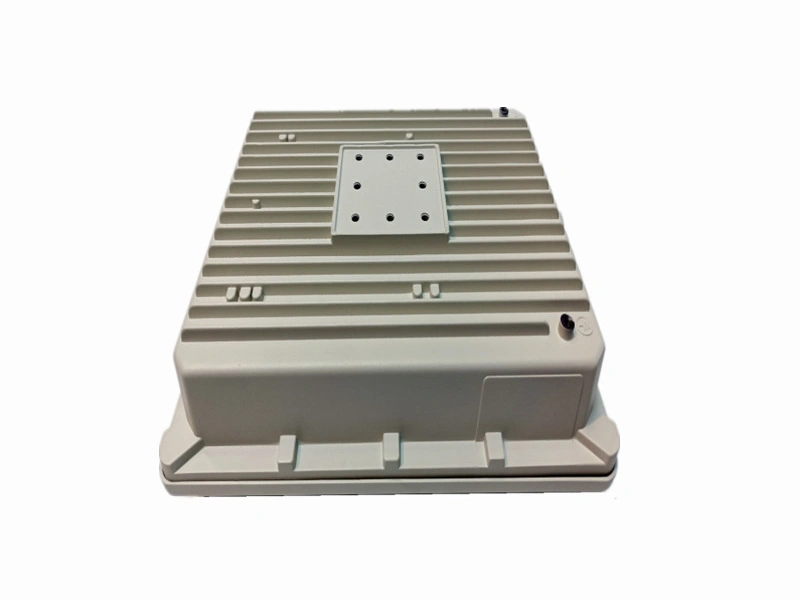
Aluminum die casting is suitable for many custom parts that need complex shapes, moderate to high production volumes, repeatable dimensions, and integrated functional structures. Common examples include housings, brackets, covers, heat sinks, mounting plates, frames, and structural components.
Different aluminum die casting parts have different sourcing priorities. A consumer-facing enclosure may focus on appearance and coating quality, while an industrial mounting bracket may focus on strength, flatness, hole position, and load-bearing stability.
Part Type | Common Applications | Main Sourcing Focus |
|---|---|---|
Aluminum housings | Electronics, lighting, tools, control boxes | Appearance, assembly fit, heat dissipation, and surface finishing. |
Aluminum brackets | Automotive systems, machinery, robotics | Strength, hole position, flatness, and batch stability. |
Heat sink parts | LED lighting, power modules, electronics | Fin structure, thermal performance, alloy selection, and coating control. |
Structural components | Industrial equipment, vehicles, automation systems | Load, ribs, deformation control, and inspection planning. |
Covers and enclosures | Consumer products, medical devices, outdoor devices | Cosmetic surface, sealing, coating thickness, and assembly tolerance. |
Mounting plates | Automation, machinery, fixtures, equipment frames | Datum surfaces, locating holes, flatness, and post-machining accuracy. |
A capable aluminum die casting supplier should not treat every part the same way. The supplier should evaluate function, surface requirements, assembly needs, production volume, inspection standards, and final use environment before recommending a manufacturing route.
When Aluminum Die Casting Is Better Than CNC Machining or Fabrication
Aluminum die casting is not the best choice for every aluminum part. For very low-volume parts or simple solid blocks, CNC machining may be more practical. For thin bent sheet structures, sheet metal fabrication may be more suitable. For early-stage prototypes, 3D printing or CNC machining may help validate the design before tooling.
Aluminum die casting becomes more valuable when the part has complex geometry, stable production demand, repeatable design, integrated features, and medium to high production volume. In these cases, tooling investment can be balanced by lower unit cost, faster production, and better consistency over repeated orders.
Manufacturing Method | More Suitable For | Main Limitation |
|---|---|---|
Aluminum die casting | Medium to high volume, complex shapes, repeat production, integrated structures. | Requires tooling investment and proper mold design. |
CNC machining | Low volume, high precision, simple solid structures, prototype validation. | Higher unit cost for large-volume complex parts. |
Sheet metal fabrication | Thin panels, folded covers, brackets made from sheet materials. | Limited for complex three-dimensional cast shapes. |
3D printing | Prototype testing, complex trial shapes, design validation. | Limited production efficiency and material performance for many end-use applications. |
Sand casting | Large castings, low-volume metal parts, flexible material options. | Lower surface quality and dimensional precision than die casting. |
If the part will be ordered repeatedly and the structure is suitable for casting, aluminum die casting service can often provide a more scalable manufacturing solution than machining each part from billet.
Key Design Factors for Custom Aluminum Die Casting Parts
Good aluminum die casting parts start with good design. Many casting defects, machining conflicts, cosmetic issues, and assembly problems are not caused only by the casting process itself. They often begin with part geometry that has not been optimized for die casting.
Before tooling starts, buyers should work with the supplier to review wall thickness, ribs, bosses, holes, flat surfaces, cosmetic faces, draft angles, machining allowance, and assembly datums. This is especially important for custom parts that need both as-cast features and post-machined precision areas.
Design Item | Buyer Should Confirm | Supplier Should Evaluate |
|---|---|---|
Wall thickness | Whether the wall is uniform and suitable for filling. | Filling stability, shrinkage risk, hot spots, and deformation. |
Ribs | Whether ribs are too thick, too high, or too dense. | Balance between strength, flow, shrinkage, and ejection. |
Bosses | Whether screw bosses connect to thick sections. | Shrinkage, porosity, machining allowance, and thread planning. |
Holes | Which holes are functional and which can remain as-cast. | Whether drilling, tapping, boring, or reaming is required. |
Flat surfaces | Whether flatness affects assembly or sealing. | Deformation control, machining strategy, and fixture design. |
Cosmetic faces | Which surfaces are visible after final assembly. | Gate position, parting line, polishing, blasting, coating, and defect control. |
For complex aluminum die cast parts, design support from design and engineering teams can help reduce tooling revisions and improve manufacturability before mold production begins.
How to Select Aluminum Alloys for Die Casting Parts
Aluminum alloy selection directly affects casting flow, strength, dimensional stability, surface finishing, machining performance, and final application reliability. Buyers should not choose an alloy only by price. The right choice depends on the part structure, load condition, finishing requirement, production volume, and working environment.
For many custom aluminum die casting parts, suppliers may recommend common aluminum die casting alloys such as A380, ADC12, A383, A356, A413, and AlSi12 based on the balance of castability and application needs.
Aluminum Alloy | Suitable Parts | Main Selection Reason |
|---|---|---|
General housings, brackets, structural parts, covers. | Balanced castability, strength, and general performance for many die cast components. | |
Complex thin-wall parts, electronic housings, consumer product components. | Good flow performance for complex shapes and detailed structures. | |
Parts requiring better strength and toughness. | Suitable for applications with higher structural performance requirements. | |
Thin-wall or complex aluminum casting parts. | Good fluidity for difficult filling conditions. | |
Complex castings requiring dimensional stability. | Useful for selected die casting applications with complex shapes. |
In practice, the alloy should be confirmed together with machining, finishing, and inspection requirements. For example, a material that fills well may not always give the best cosmetic anodizing result. A structural part may need better strength, while a thin housing may need better flowability and dimensional control.
Tooling Planning for Aluminum Die Casting Parts
The mold is one of the most important factors in the quality of aluminum die casting parts. A part may look simple in a drawing, but the die must control metal flow, air escape, cooling, ejection, shrinkage, and repeatability across thousands or even hundreds of thousands of cycles.
For this reason, die casting mold making should be planned before production pricing is finalized. Tooling decisions affect part quality, lead time, mold life, production stability, and long-term cost.
Tooling Factor | Why It Matters | Impact on Aluminum Die Casting Parts |
|---|---|---|
Parting line | Affects appearance, flash control, and trimming. | Important for cosmetic surfaces and assembly areas. |
Gate design | Controls metal flow into the cavity. | Affects filling, cold shuts, flow marks, and internal quality. |
Venting | Allows trapped air to escape. | Reduces porosity and improves casting consistency. |
Cooling design | Controls solidification speed and temperature balance. | Helps reduce shrinkage, deformation, and cycle variation. |
Ejector layout | Supports part release from the die. | Prevents deformation and controls visible ejector marks. |
Tool steel selection | Affects mold durability and thermal fatigue resistance. | H13 die casting mold steel is commonly considered for aluminum die casting tooling. |
For repeat production, tooling should not be judged only by initial mold cost. A stable tool can reduce scrap, improve dimensional repeatability, shorten debugging time, and support more reliable production batches.
Post-Machining Requirements for Aluminum Die Casting Parts
Many aluminum die casting parts are not finished immediately after casting. Some areas can remain as-cast, while critical features often require post machining to achieve tighter tolerance, better flatness, stronger threads, or reliable assembly fit.
The goal is not to machine every surface. The better approach is to separate functional areas from non-critical areas. This can reduce cost, shorten lead time, and avoid unnecessary machining risk.
Part Area | Usually Requires CNC? | Reason |
|---|---|---|
Threaded holes | Yes | Thread accuracy, assembly strength, and repeatability. |
Bearing seats | Yes | High requirements for size, roundness, and alignment. |
Sealing surfaces | Yes | Surface flatness and sealing reliability. |
Mounting faces | Usually yes | Flatness, assembly datum, and contact stability. |
Locating holes | Yes | Accurate assembly positioning. |
Decorative surfaces | Not always | Depends on cosmetic and finishing requirements. |
Internal ribs | Usually no | Most ribs can remain as-cast if they are not functional datums. |
For precision aluminum die casting parts, integrated casting and CNC machining support is valuable because the supplier can consider machining allowance, fixture design, datum selection, and inspection standards from the beginning. The knowledge hub article on how CNC machining enhances dimensional accuracy in die casting parts also explains why post-machining is often necessary for functional die cast components.
Surface Finishing Options for Aluminum Die Casting Parts
Surface finishing affects both the appearance and performance of aluminum die casting parts. Depending on the application, buyers may need corrosion protection, decorative color, better touch feel, coating adhesion, burr removal, wear resistance, or a uniform surface texture.
Common finishing options include sand blasting, tumbling, polishing, powder coating, painting, anodizing, arc anodizing, clear coating, and chromate conversion coating. The right choice depends on alloy, surface quality, part geometry, visual requirements, coating thickness, and working environment.
Surface Finishing Option | Suitable Purpose | Important Note |
|---|---|---|
Uniform surface texture and pre-treatment before coating. | May affect surface roughness and cosmetic appearance. | |
Deburring, edge smoothing, and batch surface preparation. | More suitable for small parts or parts without delicate cosmetic surfaces. | |
Polishing | Improved appearance and smoother visible surfaces. | Can expose casting defects if the base casting quality is poor. |
Corrosion protection, decorative color, and durable surface coverage. | Coating thickness must be considered for assembly and threads. | |
Color control and protective appearance. | Requires good pre-treatment and surface preparation. | |
Corrosion resistance and decorative finish. | Die cast aluminum may show color variation depending on alloy and silicon content. | |
High wear resistance and functional coating performance. | More suitable for parts with demanding surface performance requirements. |
A good finishing plan should be discussed before production, not after casting is completed. Coating thickness, masking areas, threaded holes, sealing surfaces, cosmetic faces, and assembly clearance should all be considered during drawing review.
Quality Inspection for Precision Aluminum Die Casting Parts
Quality inspection for precision aluminum die casting parts should cover both visible and hidden risks. A part may look acceptable on the surface but still have internal porosity, unstable dimensions, thread problems, coating defects, or assembly mismatch.
For functional parts, inspection should include first article inspection, dimensional checks, CMM measurement, internal defect detection, material verification, surface inspection, thread checking, flatness inspection, and batch consistency records.
Inspection Item | Purpose | Suitable For |
|---|---|---|
First article inspection | Confirm the first sample matches drawing requirements. | New tooling, design changes, and pilot production. |
Verify critical dimensions and geometric tolerances. | Precision aluminum die casting parts with assembly features. | |
Detect internal porosity and hidden defects. | Structural, pressure-related, or high-reliability cast parts. | |
Material composition analysis | Confirm alloy consistency and material compliance. | Parts with defined alloy or certification requirements. |
Surface defect inspection | Check flow marks, cold shuts, scratches, coating defects, and cosmetic issues. | Consumer-facing housings, covers, and appearance parts. |
Thread and hole inspection | Confirm assembly reliability and fastener fit. | Machined aluminum die cast components. |
Batch consistency records | Track repeatability across production lots. | High-volume aluminum die casting parts. |
For long-term production, inspection should not only approve one sample. The supplier should control production parameters, tooling condition, machining fixtures, finishing batches, and quality records so that repeated orders remain stable.
How to Choose an Aluminum Die Casting Parts Supplier
Choosing an aluminum die casting parts supplier should not be based only on the lowest quotation. A low initial price may become expensive if the supplier cannot handle DFM review, tooling stability, CNC machining, finishing quality, inspection, assembly, or production consistency.
For custom aluminum die casting parts, buyers should evaluate whether the supplier can support the complete workflow from design review to final delivery. A one-stop aluminum die casting service is often more stable than separating tooling, casting, machining, finishing, and assembly among different suppliers.
Supplier Capability | Why It Matters | Buyer Benefit |
|---|---|---|
DFM capability | Identifies casting risks before mold making. | Reduces tooling modification and production delays. |
Tooling capability | Controls mold design, gate, cooling, venting, and die life. | Improves casting stability and repeatability. |
Die casting experience | Controls defects such as porosity, shrinkage, flash, and deformation. | Improves part quality and reduces scrap risk. |
CNC machining capability | Supports critical dimensions, threads, holes, and sealing surfaces. | Improves assembly fit and functional reliability. |
Surface finishing capability | Controls appearance, corrosion resistance, coating thickness, and final protection. | Helps deliver surface finished aluminum die cast parts ready for use. |
Inspection capability | Verifies dimensions, internal quality, material, and batch consistency. | Reduces quality disputes and incoming inspection failures. |
Supports final product integration and delivery. | Reduces buyer-side secondary operations and supplier coordination. | |
Mass production capability | Maintains repeatability across long-term orders. | Supports stable supply for high-volume aluminum die casting parts. |
For buyers who need custom aluminum die casting parts, the best supplier is not only a casting factory. It should be an integrated manufacturing partner that can review the drawing, recommend the right alloy, build the die, cast the part, machine critical areas, apply suitable surface finishing, inspect quality, support assembly, and scale production when demand increases.
Summary
Aluminum die casting parts are a strong choice for custom components that need lightweight structure, complex geometry, repeatable production, and scalable cost control. But reliable sourcing requires more than choosing a casting process. Buyers should evaluate part design, alloy selection, tooling, CNC post-machining, surface finishing, inspection, assembly, and long-term production needs together.
When these factors are planned early, custom aluminum die casting parts can move more smoothly from prototype validation to trial production and mass production. Working with an integrated supplier helps reduce project risk, improve communication, and deliver more consistent aluminum die cast components for final applications.
Sourcing Area | Key Question | Recommended Action |
|---|---|---|
Part design | Is the geometry suitable for aluminum die casting? | Review wall thickness, ribs, bosses, holes, draft, and cosmetic surfaces. |
Material | Which aluminum alloy fits the application? | Compare castability, strength, stability, machining, and finishing needs. |
Tooling | Can the mold support stable repeat production? | Evaluate gate, venting, cooling, ejection, tool steel, and mold life. |
Post-machining | Which features require tighter tolerance? | Define threads, bores, sealing surfaces, datum faces, and locating holes. |
Surface finishing | What appearance or protection is required? | Select blasting, tumbling, coating, painting, anodizing, or arc anodizing based on final use. |
Quality control | How will the supplier verify reliability? | Use dimensional inspection, internal defect detection, material checks, and batch records. |
Production | Can the supplier support long-term orders? | Choose integrated die casting, machining, finishing, assembly, and mass production support. |
FAQ
How Should Buyers Define Critical Features on Aluminum Die Casting Parts?
How Does Part Geometry Affect Aluminum Die Casting Part Quality?
Which Areas of Aluminum Die Casting Parts Usually Require Post-Machining?
How Can Buyers Maintain Consistency in High-Volume Aluminum Die Casting Parts?
How Should Aluminum Die Casting Parts Be Planned for Assembly and Final Use?



