Cómo la fundición a presión de aluminio de alta presión admite piezas de producción complejas
Cómo la fundición a presión de aluminio de alta presión admite piezas de producción complejas
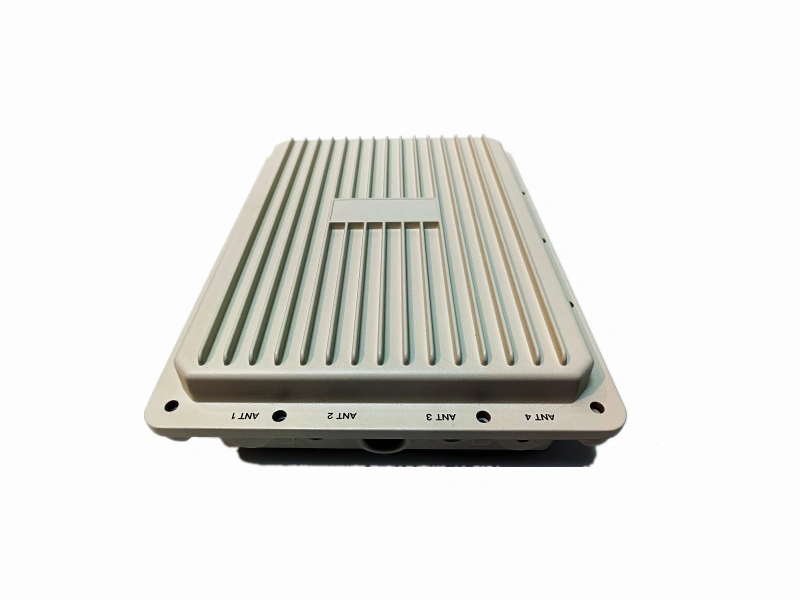
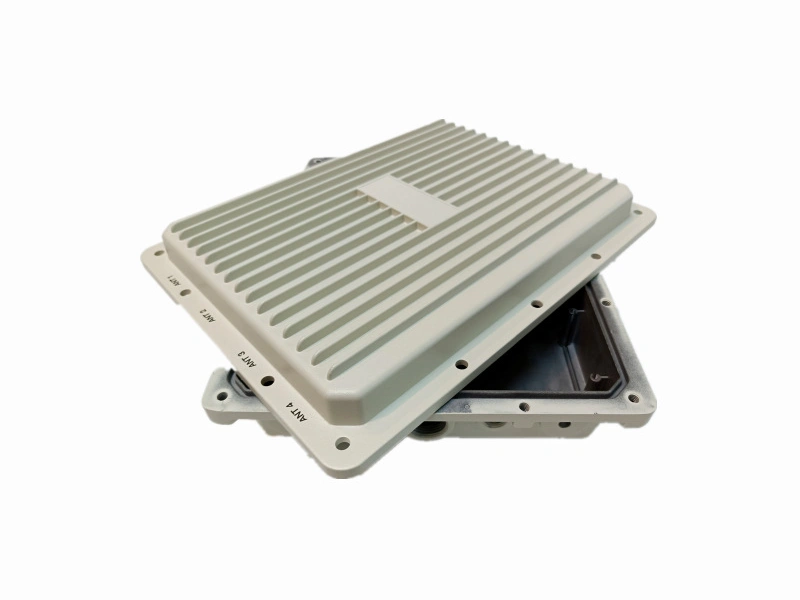
La fundición a presión de aluminio de alta presión ayuda a los compradores a producir piezas de aluminio complejas con paredes delgadas, nervios, salientes, características de montaje, superficies visibles y áreas de mecanizado CNC local. Se utiliza a menudo para carcasas de aluminio, carcasas de iluminación, carcasas de disipadores de calor, cubiertas de motores, cuerpos de bombas, cajas electrónicas, cubiertas automotrices, soportes de montaje y cubiertas industriales de aluminio.
Para los compradores, el valor de la fundición a presión de aluminio de alta presión no es solo que pueda formar formas complejas. El valor real radica en si el diseño de la pieza, las herramientas, el canal de flujo, la ventilación, el enfriamiento, el margen de mecanizado, el acabado superficial y la validación de la ejecución piloto pueden trabajar juntos antes de que comience la producción en masa.
Si estos detalles no se revisan temprano, el proyecto puede enfrentar llenado incompleto, uniones en frío, porosidad, deformación, poros expuestos después del mecanizado, defectos cosméticos y calidad de lote inestable. Un proyecto sólido debe conectar la revisión del diseño, la planificación de herramientas, el mecanizado CNC y la validación de producción desde el principio.
Por qué la fundición a presión de aluminio de alta presión se adapta a la geometría compleja de las piezas
La fundición a presión de aluminio de alta presión se adapta a la geometría compleja de las piezas porque el aluminio fundido puede llenar cavidades de moldes dedicadas bajo presión. Esto lo hace útil para piezas de aluminio que incluyen paredes delgadas, nervios, salientes, orificios de montaje, áreas de sellado, caras de contacto planas, superficies visibles, requisitos de recubrimiento y áreas de mecanizado CNC local.
Estas características son comunes en carcasas de aluminio, carcasas de iluminación, carcasas de disipadores de calor, cubiertas de motores, cuerpos de bombas, cajas electrónicas, cubiertas automotrices, soportes de montaje, cubiertas industriales de aluminio y piezas de fundición a presión de aluminio personalizadas.
Sin embargo, la geometría compleja también aumenta el riesgo de fabricación. Las paredes delgadas pueden ser difíciles de llenar. Los salientes gruesos pueden crear contracción. Las caras de sellado pueden exponer porosidad después del mecanizado CNC. Las superficies visibles pueden verse afectadas por marcas de entrada, marcas de expulsor o líneas de partición. Por eso, las piezas de aluminio complejas necesitan una revisión temprana de DFM y planificación de herramientas.
Característica Compleja | Por qué se adapta a la fundición a presión de aluminio de alta presión | Punto de planificación para el comprador |
|---|---|---|
Paredes delgadas | Puede reducir el peso y admitir estructuras de aluminio compactas | Revisar la ruta de llenado y la consistencia del espesor de pared |
Nervios | Mejorar la rigidez sin hacer toda la pieza pesada | Equilibrar la disposición de los nervios con el flujo del metal |
Salientes | Soportar tornillos, insertos y puntos de montaje | Evitar secciones locales gruesas y riesgo de contracción |
Orificios de montaje | Soportar el ensamblaje y el posicionamiento | Confirmar qué orificios necesitan mecanizado CNC |
Áreas de sellado | Pueden formarse en la fundición y acabarse mediante mecanizado | Controlar el riesgo de porosidad antes del mecanizado |
Superficies visibles | Pueden admitir pintura, recubrimiento o pulido después de la fundición | Proteger las superficies cosméticas durante el diseño de herramientas |
Caras de contacto planas | Pueden fundirse cerca de la forma final y mecanizarse para su función | Planificar el margen de mecanizado y las superficies de referencia |
Cómo las características de pared delgada y complejas afectan la fundición a presión de aluminio de alta presión
Las características de pared delgada y complejas son críticas en los proyectos de fundición a presión de aluminio de alta presión. Los compradores deben revisar la consistencia del espesor de pared, el llenado de paredes delgadas, la disposición de los nervios, el espesor de los salientes, la ruta de flujo, el radio de esquina, el ángulo de salida, las secciones locales gruesas, el margen de mecanizado y el equilibrio de enfriamiento antes de comenzar con las herramientas.
Si estos detalles de diseño no se controlan, la fundición puede sufrir llenado incompleto, uniones en frío, porosidad, contracción, deformación, estructura débil, marcas superficiales e inestabilidad del lote. Estos problemas pueden no ser totalmente visibles hasta las muestras de prueba, el mecanizado CNC o la producción de ejecución piloto.
Un buen diseño de pared delgada no solo debe reducir el peso. También debe admitir un flujo de metal estable, un enfriamiento equilibrado, una resistencia razonable y suficiente material para las áreas de mecanizado funcional.
Característica de Pared Delgada o Compleja | Qué deben revisar los compradores | Riesgo si se ignora |
|---|---|---|
Consistencia del espesor de pared | Verificar áreas delgadas, secciones gruesas y zonas de transición | Deformación, contracción y dimensiones inestables |
Llenado de pared delgada | Confirmar si el aluminio puede llenar secciones largas o estrechas | Llenado incompleto y uniones en frío |
Disposición de los nervios | Revisar el espesor, la ubicación y el soporte de flujo de los nervios | Mala llenada o estructura débil |
Espesor de los salientes | Verificar áreas de sujeción y puntos calientes locales | Contracción, porosidad y marcas superficiales |
Ruta de flujo | Revisar cómo se mueve el aluminio fundido a través de la cavidad | Atrapamiento de aire y llenado inestable |
Radio de esquina | Usar radios adecuados para mejorar el flujo y reducir el estrés | Uniones en frío, grietas o esquinas débiles |
Ángulo de salida | Confirmar la liberación de la pieza del molde | Marcas de arrastre, adherencia y problemas de eyección |
Margen de mecanizado | Dejar suficiente material para orificios, caras y superficies de referencia | Chatarra, retrabajo o tolerancia final deficiente |
Equilibrio de enfriamiento | Revisar puntos calientes y control de solidificación | Deformación y variación del lote |
Cómo la ruta de flujo y la ventilación influyen en la calidad de la fundición a presión de aluminio
La ruta de flujo y la ventilación influyen directamente en la calidad de la fundición a presión de aluminio. En la fundición a presión de aluminio de alta presión, el metal fundido debe llenar paredes delgadas, nervios, salientes y características complejas de manera rápida y consistente. Si la ruta de flujo es deficiente o el aire atrapado no puede escapar, la pieza puede tener porosidad, uniones en frío, llenado incompleto o defectos superficiales.
Los compradores no deben tratar la ruta de flujo y la ventilación como solo detalles técnicos del lado del proveedor. Estas decisiones afectan si las caras funcionales pueden mecanizarse de manera segura, si las superficies visibles son aceptables y si la producción en lote puede mantenerse estable.
Antes de comenzar con las herramientas, el proveedor debe revisar conjuntamente la posición de la entrada, el equilibrio del canal de alimentación, la ventilación, el diseño de rebosaderos, la disposición de enfriamiento, la ubicación de la línea de partición y el margen de mecanizado.
Área de Planificación | Por qué es importante | Preocupación del comprador |
|---|---|---|
Ruta de flujo | Controla cómo el aluminio fundido llena la cavidad | Evitar el llenado incompleto |
Posición de la entrada | Afecta la dirección de llenado y las marcas superficiales | Proteger las áreas funcionales y visibles |
Ventilación | Ayuda a liberar el aire atrapado | Reducir el riesgo de porosidad |
Diseño de rebosaderos | Ayuda a estabilizar la calidad de llenado | Mejorar la repetibilidad |
Disposición de enfriamiento | Afecta la contracción y la deformación | Mejorar la estabilidad dimensional |
Línea de partición | Afecta la apariencia y el acabado | Evitar disputas cosméticas |
Margen de mecanizado | Protege las caras funcionales después de la fundición | Reducir el riesgo posterior al mecanizado |
Cómo las herramientas deben admitir la fundición a presión de aluminio de alta presión
Las herramientas son uno de los factores más importantes en la fundición a presión de aluminio de alta presión. La calidad final no está determinada únicamente por la máquina de fundición a presión. El diseño de las herramientas afecta el llenado, la porosidad, la contracción, la deformación, la apariencia superficial, el margen de mecanizado CNC y la consistencia del lote.
Antes de que comience la fabricación de herramientas para fundición a presión de aluminio de alta presión, los compradores y proveedores deben revisar la disposición de la cavidad del molde, el diseño de la entrada, el equilibrio del canal de alimentación, la ventilación, el rebosadero, los canales de enfriamiento, la posición del pasador eyector, la ubicación de la línea de partición, los requisitos de corredera o inserto, el margen de mecanizado y la protección de la superficie cosmética.
Si las herramientas no se planifican correctamente, las muestras de prueba pueden parecer inconsistentes, las áreas mecanizadas pueden exponer defectos, las superficies visibles pueden fallar en los estándares cosméticos y la producción a largo plazo puede volverse inestable.
Área de Herramientas | Qué controla | Riesgo para el comprador si es deficiente |
|---|---|---|
Disposición de la cavidad del molde | Forma de la pieza, equilibrio de la cavidad y repetibilidad de producción | Muestras inestables y producción inconsistente |
Diseño de la entrada | Dirección de entrada del metal y calidad de llenado | Marcas de flujo, uniones en frío y mal llenado |
Equilibrio del canal de alimentación | Flujo estable de aluminio hacia características complejas | Llenado desigual y variación del lote |
Ventilación | Liberación de aire durante el llenado a alta presión | Porosidad y defectos internos |
Rebosadero | Estabilización del llenado y control de defectos | Superficie inestable y problemas de repetibilidad |
Canal de enfriamiento | Solidificación, contracción y control del ciclo | Deformación, contracción y desviación dimensional |
Posición del pasador eyector | Liberación de la pieza y ubicación de marcas superficiales | Marcas en caras cosméticas o funcionales |
Ubicación de la línea de partición | Rebabas, bordes y colocación de líneas visibles | Retrabajo de acabado y disputas de apariencia |
Requisito de corredera o inserto | Socavados, características complejas y función del molde | Complejidad de las herramientas y riesgo de mantenimiento |
Margen de mecanizado | Material dejado para orificios, caras y referencias | Stock insuficiente o retrabajo de mecanizado |
Protección de superficie cosmética | Caras visibles, áreas de recubrimiento y estándares de apariencia | Rechazo cosmético después del acabado |
Cómo debe gestionarse el riesgo de porosidad antes del mecanizado
El riesgo de porosidad debe gestionarse antes del mecanizado CNC, no después de que el mecanizado exponga el problema. Muchas piezas de fundición a presión de aluminio pueden parecer aceptables en estado fundido, pero los poros internos pueden aparecer después de mecanizar caras de sellado, orificios roscados, caras controladas por planitud o áreas de contacto.
Esto es especialmente importante para cuerpos de bombas, cubiertas de motores, carcasas, carcasas de disipadores de calor, piezas de montaje y piezas con requisitos de sellado o ensamblaje. Si las áreas mecanizadas exponen porosidad, la pieza puede fallar en pruebas de fugas, inspección de ensamblaje o aceptación cosmética.
Los compradores deben confirmar qué áreas no pueden tener porosidad expuesta antes de las herramientas y las muestras de prueba. El diseño de herramientas, la posición de la entrada, la ventilación, el margen de mecanizado y las pruebas de validación deben admitir todas estas áreas críticas.
Elemento de Control de Porosidad | Qué deben confirmar los compradores | Por qué es importante |
|---|---|---|
Caras de sellado | Qué caras deben permanecer libres de poros expuestos después del mecanizado | Reduce fugas y fallos de sellado |
Caras controladas por planitud | Qué caras necesitan mecanizado final y contacto estable | Mejora los resultados de ensamblaje e inspección |
Orificios roscados | Posición del hilo, profundidad y nivel de porosidad aceptable | Mejora la fiabilidad de la sujeción |
Áreas mecanizadas críticas | Qué áreas mecanizadas no pueden mostrar poros o defectos superficiales | Previene chatarra después del posmecanizado |
Margen de mecanizado | Si queda suficiente stock para un mecanizado final estable | Reduce el retrabajo y el riesgo de defectos expuestos |
Posición de entrada y ventilación | Si las áreas críticas evitan zonas de alto riesgo de porosidad | Protege las superficies funcionales |
Mecanizado de muestra de prueba | Si las piezas de muestra deben cortarse o mecanizarse para validación | Encuentra porosidad oculta antes de la producción |
Pruebas de presión o ensamblaje | Si la aplicación requiere pruebas de fugas, presión o ajuste | Confirma el rendimiento funcional |
Cómo se compara la fundición a presión de aluminio de alta presión con otras rutas de producción
La fundición a presión de aluminio de alta presión debe compararse con otras rutas de producción basándose en la geometría de la pieza, la demanda anual, las áreas de mecanizado, los requisitos superficiales y los planes de producción a largo plazo. Los compradores no deben preguntar solo qué proceso es mejor. La pregunta correcta es qué proceso coincide con el requisito del producto y el costo total de fabricación.
La fundición a presión de aluminio de alta presión es a menudo adecuada para piezas de aluminio complejas con producción repetitiva. El mecanizado CNC completo puede ser mejor para prototipos, piezas de bajo volumen o piezas macizas de precisión. La fundición a presión más mecanizado CNC es a menudo la mejor ruta para piezas de producción que necesitan tanto geometría compleja como áreas de precisión funcional.
Los compradores que comparan diferentes direcciones de materiales también pueden revisar la fundición de metales personalizada, la fundición a presión de zinc y la fundición a presión de cobre basándose en el tamaño de la pieza, el peso, la conductividad, la apariencia y el objetivo de costos.
Ruta de Producción | Mejor ajuste | Preocupación del comprador |
|---|---|---|
Fundición a presión de aluminio de alta presión | Piezas de aluminio complejas con producción repetitiva | Herramientas y control de procesos |
Fundición a presión de baja presión | Piezas más grandes o diferentes requisitos de llenado | Tiempo de ciclo y ajuste geométrico |
Mecanizado CNC completo | Prototipos o piezas macizas de precisión de bajo volumen | Mayor costo unitario para formas complejas |
Fundición a presión más mecanizado CNC | Piezas de producción con áreas de precisión funcional | Equilibrar costo y función |
Cómo las ejecuciones piloto confirman la ventana del proceso antes de la producción en masa
Las ejecuciones piloto confirman la ventana del proceso antes de la producción en masa. No son solo producción de pequeños lotes. Ayudan a compradores y proveedores a verificar si el proceso de fundición, el plan de mecanizado, el acabado superficial y los estándares de inspección pueden mantenerse estables en piezas repetidas.
Los riesgos de la fundición a presión de aluminio de alta presión no siempre son visibles en una sola muestra. La inestabilidad de llenado, la porosidad, la deformación, el crecimiento de rebabas, las rebabas, la variación de características mecanizadas, los defectos de recubrimiento y los problemas de ajuste de ensamblaje pueden aparecer solo después de producir más piezas.
Una ejecución piloto debe validar la estabilidad de llenado, el nivel de porosidad, la deformación, la estabilidad del espesor de pared, el nivel de rebabas y rebordes, la precisión de las características mecanizadas, el resultado del acabado superficial, el ajuste de ensamblaje, la repetibilidad del lote y el formato del informe de inspección.
Elemento de Validación de Ejecución Piloto | Qué deben verificar los compradores | Por qué es importante |
|---|---|---|
Estabilidad de llenado | Si las paredes delgadas, los nervios y las áreas complejas se llenan consistentemente | Confirma la ventana del proceso de fundición |
Nivel de porosidad | Poros visibles y poros expuestos después del mecanizado | Reduce el riesgo funcional y cosmético |
Deformación | Planitud, ajuste de ensamblaje y deformación de la pieza | Mejora la estabilidad dimensional |
Estabilidad del espesor de pared | Áreas delgadas, áreas gruesas y secciones de nervios | Confirma una estructura de pieza estable |
Nivel de rebabas y rebordes | Bordes, orificios, líneas de partición y áreas de manipulación | Reduce problemas de acabado y ensamblaje |
Precisión de características mecanizadas | Roscas, orificios, caras, referencias y áreas controladas por tolerancia | Confirma la consistencia del mecanizado CNC |
Resultado del acabado superficial | Pulido, pintura, recubrimiento y calidad de superficie visible | Confirma el estándar de apariencia |
Ajuste de ensamblaje | Ajuste con piezas acopladas e instalación del producto final | Reduce el riesgo de ensamblaje en producción |
Repetibilidad del lote | Si las dimensiones y la apariencia permanecen estables entre las piezas | Confirma la preparación para la producción completa |
Formato del informe de inspección | Si las verificaciones dimensionales, cosméticas y funcionales se registran claramente | Crea evidencia de aprobación de producción |
Cómo deben trabajar los compradores con un proveedor en fundición a presión de aluminio de alta presión
Los compradores deben trabajar con un proveedor que pueda admitir la fundición a presión de aluminio de alta presión desde la revisión de DFM hasta la ejecución piloto y la producción repetitiva. El proveedor no solo debe cotizar la pieza, sino también evaluar características de pared delgada, ruta de flujo, ventilación, herramientas, margen de mecanizado CNC, riesgo de porosidad, acabado superficial y repetibilidad de producción.
Un proveedor calificado debe ayudar a los compradores a identificar dónde la pieza es fácil de fundir, dónde la pieza puede tener riesgo de llenado o porosidad, qué superficies necesitan mecanizado CNC, qué caras son cosméticas y cómo debe validarse el proyecto antes de la producción completa.
Neway admite proyectos de fundición a presión de aluminio de alta presión que requieren fundición a presión de aluminio, fabricación de herramientas y matrices, mecanizado CNC después de la fundición a presión, fundición de metales personalizada, acabado superficial, muestras de prueba, validación de ejecución piloto y control de calidad de producción repetitiva.
Capacidad del Proveedor | Qué deben verificar los compradores | Por qué es importante |
|---|---|---|
Revisión de DFM | ¿Puede el proveedor revisar paredes delgadas, nervios, salientes y ángulos de salida antes de las herramientas? | Reduce cambios de molde y fallos de muestra |
Evaluación de características de pared delgada | ¿Puede el proveedor juzgar el riesgo de llenado y la estabilidad del espesor de pared? | Mejora la calidad de piezas complejas |
Revisión de ruta de flujo y ventilación | ¿Puede el proveedor planificar adecuadamente la entrada, el canal de alimentación, la ventilación y el rebosadero? | Reduce la porosidad y el llenado incompleto |
Planificación de herramientas | ¿Puede el proveedor admitir el diseño, corrección y mantenimiento del molde? | Mejora la repetibilidad de producción |
Margen de mecanizado CNC | ¿Puede el proveedor planificar el stock para orificios, caras y referencias? | Previene la escasez de mecanizado y el retrabajo |
Control de porosidad y deformación | ¿Puede el proveedor validar áreas riesgosas antes de la producción? | Protege la calidad funcional y cosmética |
Validación de acabado superficial | ¿Puede el proveedor gestionar el pulido, pintura, recubrimiento y verificaciones de apariencia? | Reduce disputas cosméticas |
Muestras de prueba | ¿Puede el proveedor proporcionar muestras con inspección y acciones de mejora? | Confirma la preparación temprana del proyecto |
Soporte de ejecución piloto | ¿Puede el proveedor validar la ventana del proceso antes de la producción completa? | Reduce el riesgo de producción en masa |
Calidad de producción repetitiva | ¿Puede el proveedor mantener las dimensiones, la calidad superficial y la estabilidad de entrega? | Admite la cooperación a largo plazo |
Preguntas frecuentes
¿Cómo deben revisarse la ruta de flujo y la ventilación antes del diseño del molde?
¿Cómo pueden los compradores reducir la exposición de porosidad en áreas de aluminio mecanizadas?
¿Cuándo debe compararse la fundición a presión de aluminio de alta presión con otras rutas?
¿Cómo deben las ejecuciones piloto confirmar la ventana del proceso antes de la producción completa?
