Cómo adquirir piezas de fundición a presión de aluminio para una producción personalizada fiable
Cómo adquirir piezas de fundición a presión de aluminio para una producción personalizada fiable
Las piezas de fundición a presión de aluminio se utilizan ampliamente en electrónica, sistemas automotrices, maquinaria industrial, iluminación, robótica, dispositivos médicos y productos de consumo porque combinan una estructura ligera, producción repetible, buena estabilidad dimensional y opciones flexibles de acabado superficial.
Sin embargo, la adquisición de piezas de fundición a presión de aluminio no consiste solo en encontrar un proveedor de fundición. Los compradores también deben confirmar si la pieza es adecuada para la fundición a presión, qué aleación de aluminio debe utilizarse, cómo debe planificarse el molde, qué áreas requieren mecanizado CNC, qué proceso de acabado superficial es adecuado y cómo controlará el proveedor la consistencia durante la producción.
Para proyectos personalizados, un proveedor fiable debe ser capaz de conectar la fundición a presión, la herramienta, el mecanizado, el tratamiento superficial, la inspección, el ensamblaje y la producción en masa en un flujo de trabajo coordinado. Esto ayuda a los compradores a reducir los riesgos de comunicación, evitar cambios repetidos de proveedores y mejorar la estabilidad a largo plazo de los componentes personalizados de aluminio fundidos a presión.
Por qué los compradores buscan piezas de fundición a presión de aluminio
Cuando los compradores buscan piezas de fundición a presión de aluminio, generalmente ya tienen un dibujo del producto, una muestra, un modelo 3D, una estructura de ensamblaje o un requisito de producción. Su principal preocupación no es solo entender qué es la fundición a presión, sino si su pieza puede producirse de manera fiable y económica mediante fundición a presión de aluminio.
Las preguntas típicas incluyen si la geometría de la pieza es adecuada para la fundición, si el volumen objetivo justifica la inversión en herramientas, si las dimensiones críticas necesitan post-mecanizado, si la aleación de aluminio elegida cumple con los requisitos de resistencia y durabilidad, y si el proveedor puede apoyar la consistencia de la producción a largo plazo.
Por esta razón, un proyecto personalizado de fundición a presión de aluminio debe evaluarse tanto desde perspectivas de ingeniería como de compras. Un comprador puede querer un menor coste por pieza, pero el proveedor también debe evaluar el diseño del molde, el flujo del material, el riesgo de contracción, el margen de mecanizado, los defectos superficiales, los requisitos de inspección y las necesidades de ensamblaje final.
Intención de búsqueda del comprador | Lo que suele significar | Respuesta necesaria del proveedor |
|---|---|---|
Piezas personalizadas de fundición a presión de aluminio | El comprador necesita piezas fabricadas según dibujos o muestras. | Revisión DFM, selección de aleación, planificación de herramientas y análisis de viabilidad de producción. |
Componentes de aluminio fundidos a presión | El comprador puede necesitar carcasas, soportes, cubiertas, disipadores de calor o partes estructurales. | Proceso basado en la aplicación, recomendaciones de mecanizado y acabado. |
Piezas de fundición a presión de aluminio de precisión | La pieza tiene dimensiones críticas, superficies de ensamblaje o requisitos funcionales. | Fundición a presión más mecanizado CNC e inspección dimensional. |
Piezas de fundición a presión de aluminio de alto volumen | El comprador necesita una producción repetida estable. | Planificación de la vida útil de la herramienta, control de procesos, registros de inspección y soporte de producción en masa. |
Tipos comunes de piezas de fundición a presión de aluminio
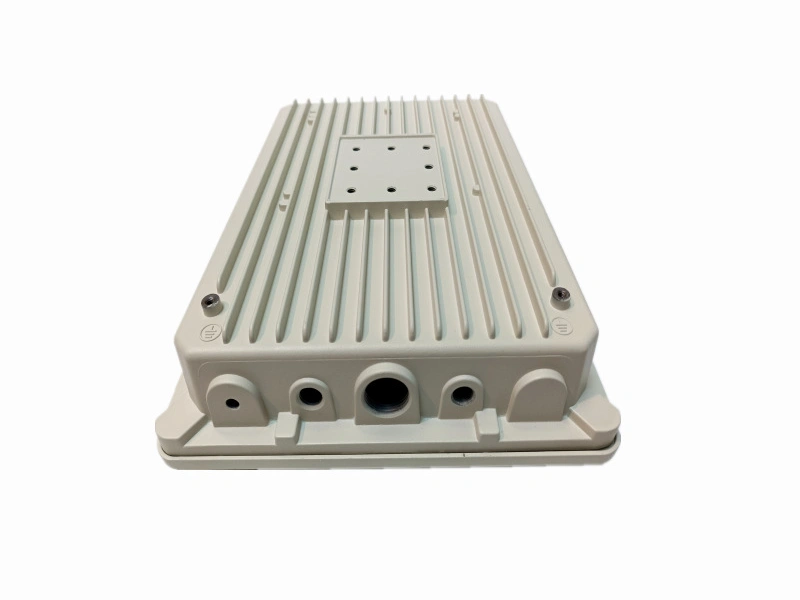
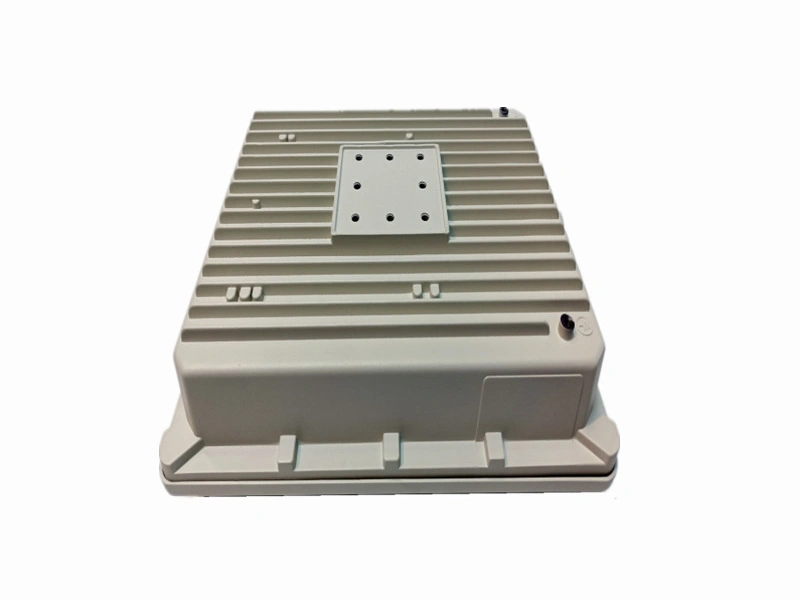
La fundición a presión de aluminio es adecuada para muchas piezas personalizadas que necesitan formas complejas, volúmenes de producción medios a altos, dimensiones repetibles y estructuras funcionales integradas. Los ejemplos comunes incluyen carcasas, soportes, cubiertas, disipadores de calor, placas de montaje, marcos y componentes estructurales.
Diferentes piezas de fundición a presión de aluminio tienen diferentes prioridades de abastecimiento. Una carcasa orientada al consumidor puede centrarse en la apariencia y la calidad del recubrimiento, mientras que un soporte de montaje industrial puede centrarse en la resistencia, la planitud, la posición de los orificios y la estabilidad de carga.
Tipo de pieza | Aplicaciones comunes | Enfoque principal de abastecimiento |
|---|---|---|
Carcasas de aluminio | Electrónica, iluminación, herramientas, cajas de control | Apariencia, ajuste de ensamblaje, disipación de calor y acabado superficial. |
Soportes de aluminio | Sistemas automotrices, maquinaria, robótica | Resistencia, posición de los orificios, planitud y estabilidad por lotes. |
Piezas de disipador de calor | Iluminación LED, módulos de potencia, electrónica | Estructura de aletas, rendimiento térmico, selección de aleación y control del recubrimiento. |
Componentes estructurales | Equipos industriales, vehículos, sistemas de automatización | Carga, nervios, control de deformación y planificación de inspección. |
Cubiertas y carcasas | Productos de consumo, dispositivos médicos, dispositivos exteriores | Superficie cosmética, sellado, espesor del recubrimiento y tolerancia de ensamblaje. |
Placas de montaje | Automatización, maquinaria, accesorios, marcos de equipos | Superficies de referencia, orificios de localización, planitud y precisión de post-mecanizado. |
Un proveedor capaz de fundición a presión de aluminio no debe tratar cada pieza de la misma manera. El proveedor debe evaluar la función, los requisitos superficiales, las necesidades de ensamblaje, el volumen de producción, los estándares de inspección y el entorno de uso final antes de recomendar una ruta de fabricación.
Cuándo la fundición a presión de aluminio es mejor que el mecanizado CNC o la fabricación
La fundición a presión de aluminio no es la mejor opción para todas las piezas de aluminio. Para piezas de muy bajo volumen o bloques sólidos simples, el mecanizado CNC puede ser más práctico. Para estructuras de chapa delgada doblada, la fabricación de chapa metálica puede ser más adecuada. Para prototipos en etapas tempranas, la impresión 3D o el mecanizado CNC pueden ayudar a validar el diseño antes de la herramienta.
La fundición a presión de aluminio se vuelve más valiosa cuando la pieza tiene una geometría compleja, demanda de producción estable, diseño repetible, características integradas y volumen de producción medio a alto. En estos casos, la inversión en herramientas puede equilibrarse con un menor coste unitario, una producción más rápida y una mejor consistencia en pedidos repetidos.
Método de fabricación | Más adecuado para | Limitación principal |
|---|---|---|
Fundición a presión de aluminio | Volumen medio a alto, formas complejas, producción repetida, estructuras integradas. | Requiere inversión en herramientas y un diseño de molde adecuado. |
Mecanizado CNC | Bajo volumen, alta precisión, estructuras sólidas simples, validación de prototipos. | Mayor coste unitario para piezas complejas de gran volumen. |
Fabricación de chapa metálica | Paneles delgados, cubiertas plegadas, soportes hechos de materiales de chapa. | Limitado para formas fundidas tridimensionales complejas. |
Impresión 3D | Pruebas de prototipos, formas de prueba complejas, validación de diseño. | Eficiencia de producción limitada y rendimiento del material para muchas aplicaciones de uso final. |
Fundición en arena | Piezas fundidas grandes, piezas metálicas de bajo volumen, opciones de materiales flexibles. | Calidad superficial y precisión dimensional inferiores a la fundición a presión. |
Si la pieza se pedirá repetidamente y la estructura es adecuada para la fundición, el servicio de fundición a presión de aluminio a menudo puede proporcionar una solución de fabricación más escalable que mecanizar cada pieza desde un tocho.
Factores clave de diseño para piezas personalizadas de fundición a presión de aluminio
Las buenas piezas de fundición a presión de aluminio comienzan con un buen diseño. Muchos defectos de fundición, conflictos de mecanizado, problemas cosméticos y problemas de ensamblaje no son causados únicamente por el proceso de fundición en sí. A menudo comienzan con una geometría de pieza que no ha sido optimizada para la fundición a presión.
Antes de iniciar la herramienta, los compradores deben trabajar con el proveedor para revisar el espesor de la pared, los nervios, los cubos, los orificios, las superficies planas, las caras cosméticas, los ángulos de salida, el margen de mecanizado y las referencias de ensamblaje. Esto es especialmente importante para piezas personalizadas que necesitan tanto características tal cual se fundieron como áreas de precisión post-mecanizadas.
Elemento de diseño | El comprador debe confirmar | El proveedor debe evaluar |
|---|---|---|
Espesor de la pared | Si la pared es uniforme y adecuada para el llenado. | Estabilidad de llenado, riesgo de contracción, puntos calientes y deformación. |
Nervios | Si los nervios son demasiado gruesos, demasiado altos o demasiado densos. | Equilibrio entre resistencia, flujo, contracción y eyección. |
Cubos | Si los cubos para tornillos se conectan a secciones gruesas. | Contracción, porosidad, margen de mecanizado y planificación de roscas. |
Orificios | Qué orificios son funcionales y cuáles pueden permanecer tal cual se fundieron. | Si se requiere taladrado, roscado, mandrinado o escariado. |
Superficies planas | Si la planitud afecta al ensamblaje o al sellado. | Control de deformación, estrategia de mecanizado y diseño de utillajes. |
Caras cosméticas | Qué superficies son visibles después del ensamblaje final. | Posición de la puerta de colada, línea de partición, pulido, granallado, recubrimiento y control de defectos. |
Para piezas complejas de fundición a presión de aluminio, el soporte de diseño de los equipos de diseño e ingeniería puede ayudar a reducir las revisiones de herramientas y mejorar la fabricabilidad antes de que comience la producción del molde.
Cómo seleccionar aleaciones de aluminio para piezas de fundición a presión
La selección de la aleación de aluminio afecta directamente el flujo de fundición, la resistencia, la estabilidad dimensional, el acabado superficial, el rendimiento de mecanizado y la fiabilidad de la aplicación final. Los compradores no deben elegir una aleación solo por el precio. La elección correcta depende de la estructura de la pieza, la condición de carga, el requisito de acabado, el volumen de producción y el entorno de trabajo.
Para muchas piezas personalizadas de fundición a presión de aluminio, los proveedores pueden recomendar aleaciones de fundición a presión de aluminio comunes como A380, ADC12, A383, A356, A413 y AlSi12 basándose en el equilibrio entre la fundibilidad y las necesidades de la aplicación.
Aleación de aluminio | Piezas adecuadas | Razón principal de selección |
|---|---|---|
Carcasas generales, soportes, partes estructurales, cubiertas. | Fundibilidad, resistencia y rendimiento general equilibrados para muchos componentes fundidos a presión. | |
Piezas de pared delgada complejas, carcasas electrónicas, componentes de productos de consumo. | Buen rendimiento de flujo para formas complejas y estructuras detalladas. | |
Piezas que requieren mejor resistencia y tenacidad. | Adecuado para aplicaciones con requisitos de rendimiento estructural más altos. | |
Piezas de fundición de aluminio de pared delgada o complejas. | Buena fluidez para condiciones de llenado difíciles. | |
Fundiciones complejas que requieren estabilidad dimensional. | Útil para aplicaciones seleccionadas de fundición a presión con formas complejas. |
En la práctica, la aleación debe confirmarse junto con los requisitos de mecanizado, acabado e inspección. Por ejemplo, un material que llena bien puede no dar siempre el mejor resultado de anodizado cosmético. Una parte estructural puede necesitar mejor resistencia, mientras que una carcasa delgada puede necesitar mejor fluidez y control dimensional.
Planificación de herramientas para piezas de fundición a presión de aluminio
El molde es uno de los factores más importantes en la calidad de las piezas de fundición a presión de aluminio. Una pieza puede parecer simple en un dibujo, pero la matriz debe controlar el flujo del metal, la escape de aire, el enfriamiento, la eyección, la contracción y la repetibilidad a lo largo de miles o incluso cientos de miles de ciclos.
Por esta razón, la fabricación de moldes de fundición a presión debe planificarse antes de finalizar el precio de producción. Las decisiones sobre herramientas afectan la calidad de la pieza, el tiempo de entrega, la vida útil del molde, la estabilidad de la producción y el coste a largo plazo.
Factor de herramienta | Por qué es importante | Impacto en las piezas de fundición a presión de aluminio |
|---|---|---|
Línea de partición | Afecta la apariencia, el control de rebabas y el recorte. | Importante para superficies cosméticas y áreas de ensamblaje. |
Diseño de la puerta de colada | Controla el flujo del metal hacia la cavidad. | Afecta el llenado, las uniones frías, las marcas de flujo y la calidad interna. |
Ventilación | Permite que el aire atrapado escape. | Reduce la porosidad y mejora la consistencia de la fundición. |
Diseño de refrigeración | Controla la velocidad de solidificación y el equilibrio de temperatura. | Ayuda a reducir la contracción, la deformación y la variación del ciclo. |
Disposición de los eyectores | Soporta la liberación de la pieza de la matriz. | Previene la deformación y controla las marcas de eyector visibles. |
Selección del acero de herramienta | Afecta la durabilidad del molde y la resistencia a la fatiga térmica. | El acero para moldes de fundición a presión H13 se considera comúnmente para herramientas de fundición a presión de aluminio. |
Para la producción repetida, las herramientas no deben juzgarse solo por el coste inicial del molde. Una herramienta estable puede reducir el desperdicio, mejorar la repetibilidad dimensional, acortar el tiempo de depuración y apoyar lotes de producción más fiables.
Requisitos de post-mecanizado para piezas de fundición a presión de aluminio
Muchas piezas de fundición a presión de aluminio no se terminan inmediatamente después de la fundición. Algunas áreas pueden permanecer tal cual se fundieron, mientras que las características críticas a menudo requieren post-mecanizado para lograr una tolerancia más ajustada, mejor planitud, roscas más fuertes o un ajuste de ensamblaje fiable.
El objetivo no es mecanizar cada superficie. El mejor enfoque es separar las áreas funcionales de las áreas no críticas. Esto puede reducir costes, acortar los tiempos de entrega y evitar riesgos de mecanizado innecesarios.
Área de la pieza | ¿Generalmente requiere CNC? | Razón |
|---|---|---|
Orificios roscados | Sí | Precisión de la rosca, resistencia al ensamblaje y repetibilidad. |
Asientos de cojinetes | Sí | Altos requisitos de tamaño, redondez y alineación. |
Superficies de sellado | Sí | Planitud de la superficie y fiabilidad del sellado. |
Caras de montaje | Generalmente sí | Planitud, referencia de ensamblaje y estabilidad de contacto. |
Orificios de localización | Sí | Posicionamiento preciso del ensamblaje. |
Superficies decorativas | No siempre | Depende de los requisitos cosméticos y de acabado. |
Nervios internos | Generalmente no | La mayoría de los nervios pueden permanecer tal cual se fundieron si no son referencias funcionales. |
Para piezas de fundición a presión de aluminio de precisión, el soporte integrado de fundición y mecanizado CNC es valioso porque el proveedor puede considerar el margen de mecanizado, el diseño de utillajes, la selección de referencias y los estándares de inspección desde el principio. El artículo del centro de conocimientos sobre cómo el mecanizado CNC mejora la precisión dimensional en piezas de fundición a presión también explica por qué el post-mecanizado es a menudo necesario para los componentes funcionales fundidos a presión.
Opciones de acabado superficial para piezas de fundición a presión de aluminio
El acabado superficial afecta tanto la apariencia como el rendimiento de las piezas de fundición a presión de aluminio. Dependiendo de la aplicación, los compradores pueden necesitar protección contra la corrosión, color decorativo, mejor tacto, adhesión del recubrimiento, eliminación de rebabas, resistencia al desgaste o una textura de superficie uniforme.
Las opciones de acabado comunes incluyen granallado, vibrado, pulido, recubrimiento en polvo, pintura, anodizado, anodizado por arco, recubrimiento transparente y recubrimiento de conversión de cromato. La elección correcta depende de la aleación, la calidad de la superficie, la geometría de la pieza, los requisitos visuales, el espesor del recubrimiento y el entorno de trabajo.
Opción de acabado superficial | Propósito adecuado | Nota importante |
|---|---|---|
Textura de superficie uniforme y pretratamiento antes del recubrimiento. | Puede afectar la rugosidad superficial y la apariencia cosmética. | |
Desbarbado, suavizado de bordes y preparación de superficie por lotes. | Más adecuado para piezas pequeñas o piezas sin superficies cosméticas delicadas. | |
Pulido | Mejora de la apariencia y superficies visibles más lisas. | Puede exponer defectos de fundición si la calidad de la fundición base es pobre. |
Protección contra la corrosión, color decorativo y cobertura superficial duradera. | El espesor del recubrimiento debe considerarse para el ensamblaje y las roscas. | |
Control del color y apariencia protectora. | Requiere un buen pretratamiento y preparación de la superficie. | |
Resistencia a la corrosión y acabado decorativo. | El aluminio fundido a presión puede mostrar variación de color dependiendo de la aleación y el contenido de silicio. | |
Alta resistencia al desgaste y rendimiento funcional del recubrimiento. | Más adecuado para piezas con requisitos exigentes de rendimiento superficial. |
Un buen plan de acabado debe discutirse antes de la producción, no después de que se haya completado la fundición. El espesor del recubrimiento, las áreas de enmascaramiento, los orificios roscados, las superficies de sellado, las caras cosméticas y la holgura de ensamblaje deben considerarse durante la revisión del dibujo.
Inspección de calidad para piezas de fundición a presión de aluminio de precisión
La inspección de calidad para piezas de fundición a presión de aluminio de precisión debe cubrir tanto riesgos visibles como ocultos. Una pieza puede parecer aceptable en la superficie pero aún tener porosidad interna, dimensiones inestables, problemas de roscas, defectos de recubrimiento o desajuste de ensamblaje.
Para piezas funcionales, la inspección debe incluir inspección de primera pieza, verificaciones dimensionales, medición CMM, detección de defectos internos, verificación de material, inspección superficial, comprobación de roscas, inspección de planitud y registros de consistencia de lotes.
Elemento de inspección | Propósito | Adecuado para |
|---|---|---|
Inspección de primera pieza | Confirmar que la primera muestra coincide con los requisitos del dibujo. | Nuevas herramientas, cambios de diseño y producción piloto. |
Inspección CMM | Verificar dimensiones críticas y tolerancias geométricas. | Piezas de fundición a presión de aluminio de precisión con características de ensamblaje. |
Inspección por rayos X | Detectar porosidad interna y defectos ocultos. | Piezas fundidas estructurales, relacionadas con la presión o de alta fiabilidad. |
Análisis de composición del material | Confirmar la consistencia de la aleación y el cumplimiento del material. | Piezas con aleación definida o requisitos de certificación. |
Inspección de defectos superficiales | Comprobar marcas de flujo, uniones frías, arañazos, defectos de recubrimiento y problemas cosméticos. | Carcasas, cubiertas y piezas de apariencia orientadas al consumidor. |
Inspección de roscas y orificios | Confirmar la fiabilidad del ensamblaje y el ajuste de los sujetadores. | Componentes de aluminio fundidos a presión mecanizados. |
Registros de consistencia de lotes | Rastrear la repetibilidad entre lotes de producción. | Piezas de fundición a presión de aluminio de alto volumen. |
Para la producción a largo plazo, la inspección no debe solo aprobar una muestra. El proveedor debe controlar los parámetros de producción, el estado de la herramienta, los utillajes de mecanizado, los lotes de acabado y los registros de calidad para que los pedidos repetidos permanezcan estables.
Cómo elegir un proveedor de piezas de fundición a presión de aluminio
Elegir un proveedor de piezas de fundición a presión de aluminio no debe basarse solo en la cotización más baja. Un precio inicial bajo puede volverse costoso si el proveedor no puede manejar la revisión DFM, la estabilidad de la herramienta, el mecanizado CNC, la calidad del acabado, la inspección, el ensamblaje o la consistencia de la producción.
Para piezas personalizadas de fundición a presión de aluminio, los compradores deben evaluar si el proveedor puede apoyar el flujo de trabajo completo desde la revisión del diseño hasta la entrega final. Un servicio integral de fundición a presión de aluminio es a menudo más estable que separar la herramienta, la fundición, el mecanizado, el acabado y el ensamblaje entre diferentes proveedores.
Capacidad del proveedor | Por qué es importante | Beneficio para el comprador |
|---|---|---|
Capacidad DFM | Identifica riesgos de fundición antes de la fabricación del molde. | Reduce la modificación de herramientas y los retrasos en la producción. |
Capacidad de herramienta | Controla el diseño del molde, la puerta de colada, la refrigeración, la ventilación y la vida útil de la matriz. | Mejora la estabilidad y repetibilidad de la fundición. |
Experiencia en fundición a presión | Controla defectos como porosidad, contracción, rebabas y deformación. | Mejora la calidad de la pieza y reduce el riesgo de desperdicio. |
Capacidad de mecanizado CNC | Soporta dimensiones críticas, roscas, orificios y superficies de sellado. | Mejora el ajuste de ensamblaje y la fiabilidad funcional. |
Capacidad de acabado superficial | Controla la apariencia, la resistencia a la corrosión, el espesor del recubrimiento y la protección final. | Ayuda a entregar piezas de aluminio fundidas a presión con acabado superficial listas para usar. |
Capacidad de inspección | Verifica dimensiones, calidad interna, material y consistencia de lotes. | Reduce disputas de calidad y fallos en la inspección de entrada. |
Soporta la integración y entrega del producto final. | Reduce las operaciones secundarias del lado del comprador y la coordinación con proveedores. | |
Capacidad de producción en masa | Mantiene la repetibilidad en pedidos a largo plazo. | Soporta un suministro estable para piezas de fundición a presión de aluminio de alto volumen. |
Para los compradores que necesitan piezas personalizadas de fundición a presión de aluminio, el mejor proveedor no es solo una fábrica de fundición. Debe ser un socio de fabricación integrado que pueda revisar el dibujo, recomendar la aleación correcta, construir la matriz, fundir la pieza, mecanizar las áreas críticas, aplicar el acabado superficial adecuado, inspeccionar la calidad, apoyar el ensamblaje y escalar la producción cuando aumente la demanda.
Resumen
Las piezas de fundición a presión de aluminio son una opción sólida para componentes personalizados que necesitan una estructura ligera, geometría compleja, producción repetible y control de costes escalable. Pero un abastecimiento fiable requiere más que elegir un proceso de fundición. Los compradores deben evaluar juntos el diseño de la pieza, la selección de la aleación, la herramienta, el post-mecanizado CNC, el acabado superficial, la inspección, el ensamblaje y las necesidades de producción a largo plazo.
Cuando estos factores se planifican temprano, las piezas personalizadas de fundición a presión de aluminio pueden pasar más suavemente desde la validación del prototipo hasta la producción de prueba y la producción en masa. Trabajar con un proveedor integrado ayuda a reducir el riesgo del proyecto, mejorar la comunicación y entregar componentes de aluminio fundidos a presión más consistentes para las aplicaciones finales.
Área de abastecimiento | Pregunta clave | Acción recomendada |
|---|---|---|
Diseño de la pieza | ¿Es la geometría adecuada para la fundición a presión de aluminio? | Revisar espesor de pared, nervios, cubos, orificios, ángulo de salida y superficies cosméticas. |
Material | ¿Qué aleación de aluminio se ajusta a la aplicación? | Comparar fundibilidad, resistencia, estabilidad, mecanizado y necesidades de acabado. |
Herramienta | ¿Puede el molde soportar una producción repetida estable? | Evaluar puerta de colada, ventilación, refrigeración, eyección, acero de herramienta y vida útil del molde. |
Post-mecanizado | ¿Qué características requieren una tolerancia más ajustada? | Definir roscas, barrenos, superficies de sellado, caras de referencia y orificios de localización. |
Acabado superficial | ¿Qué apariencia o protección se requiere? | Seleccionar granallado, vibrado, recubrimiento, pintura, anodizado o anodizado por arco según el uso final. |
Control de calidad | ¿Cómo verificará el proveedor la fiabilidad? | Utilizar inspección dimensional, detección de defectos internos, comprobaciones de material y registros de lotes. |
Producción | ¿Puede el proveedor soportar pedidos a largo plazo? | Elegir soporte integrado de fundición a presión, mecanizado, acabado, ensamblaje y producción en masa. |
Preguntas frecuentes
