Como as Peças Fundidas em Alumínio Ajudam os Compradores a Equilibrar Custo e Desempenho
Como as Peças Fundidas em Alumínio Ajudam os Compradores a Equilibrar Custo e Desempenho
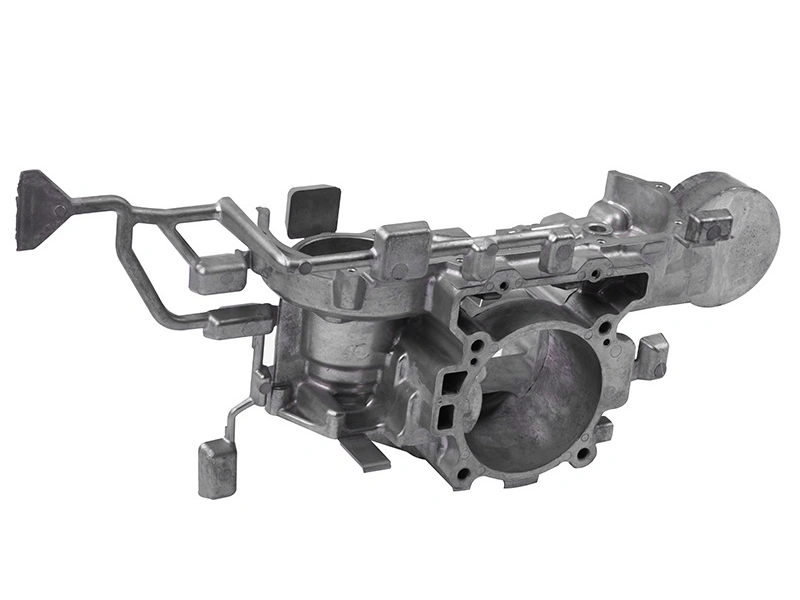
Peças fundidas em alumínio ajudam os compradores a produzir componentes metálicos leves com resistência, custo, acabamento superficial e estabilidade de produção equilibrados. São utilizadas em carcaças, tampas, suportes, partes estruturais, componentes de iluminação, invólucros eletrónicos, tampas de motores, corpos de bombas e outras peças de produção em alumínio personalizadas.
Para os compradores, as peças fundidas em alumínio não devem ser selecionadas apenas porque o alumínio é leve. A decisão real é se o design da peça, o volume de produção, o investimento em ferramentas, as necessidades de usinagem CNC, os requisitos de acabamento superficial e o plano de pedidos a longo prazo se adequam a uma rota de fundição por injeção de alumínio.
Um projeto bem-sucedido deve conectar o desempenho do produto com a fabricabilidade. Se os compradores confirmarem antecipadamente a geometria, o volume, a estratégia de ferramentas, as tolerâncias críticas, as áreas usinadas e os padrões de superfície, as peças fundidas em alumínio podem suportar um melhor controlo de custos e uma produção mais estável.
Quando as Peças Fundidas em Alumínio São Adequadas para Fundição por Injeção?
As peças fundidas em alumínio são adequadas para fundição por injeção quando o projeto necessita de produção de volume médio a alto, geometria complexa, dimensões estáveis e estrutura metálica leve. A fundição por injeção é especialmente útil quando a peça inclui carcaças, tampas, suportes, nervuras, bossas, recursos de montagem ou estruturas funcionais integradas.
Os compradores devem considerar a fundição por injeção de alumínio quando a peça necessita de usinagem CNC local, polimento, pintura, revestimento em pó ou fornecimento estável a longo prazo. O processo pode formar a forma principal de forma eficiente e deixar apenas as áreas funcionais chave para usinagem posterior.
No entanto, a fundição por injeção pode não ser o melhor primeiro passo se a quantidade for muito baixa, o design ainda estiver a mudar, todas as superfícies exigirem usinagem CNC de alta precisão, o produto ainda estiver em testes iniciais ou a procura anual não for suficiente para justificar o custo das ferramentas.
Condição do Projeto | Adequação para Fundição por Injeção | Ponto de Decisão do Comprador |
|---|---|---|
Produção de volume médio a alto | Adequado | O custo das ferramentas pode ser diluído em pedidos repetidos |
Carcaças, tampas ou suportes complexos | Adequado | A fundição por injeção pode formar estruturas integradas de forma eficiente |
Necessidade de estrutura metálica leve | Adequado | O alumínio ajuda a reduzir o peso mantendo a resistência útil |
Necessidade de usinagem CNC local | Adequado | Usinar apenas áreas funcionais após a fundição |
Quantidade muito baixa | Geralmente não adequado | Usinagem CNC ou amostras de protótipo podem ser melhores inicialmente |
Alterações frequentes no design | Não pronto | As ferramentas devem aguardar até que o design esteja estável |
Todas as superfícies exigem usinagem CNC de alta precisão | Necessita de revisão | A usinagem completa pode remover a vantagem de custo da fundição |
Como os Compradores Devem Adequar as Peças Fundidas em Alumínio ao Volume de Produção
O volume de produção é um dos fatores mais importantes ao escolher como fabricar peças fundidas em alumínio. Os compradores não devem olhar apenas para a quantidade do primeiro pedido. Devem também considerar a procura anual futura, a estabilidade de pedidos repetidos, a maturidade do design e o objetivo de custo a longo prazo.
Se o projeto ainda estiver na fase inicial de protótipo ou validação de design, a usinagem CNC ou amostras de teste podem ser mais flexíveis. Se o produto tiver procura estável e pedidos repetidos, a fundição por injeção de alumínio pode reduzir o custo unitário a longo prazo através do investimento em ferramentas e ciclos de produção mais rápidos.
Para projetos de fundição de metal personalizada, a melhor rota de processo deve corresponder tanto às necessidades atuais de validação quanto aos planos de produção futuros.
Fase de Produção | Método Adequado | Preocupação do Comprador |
|---|---|---|
Protótipo inicial | Usinagem CNC ou amostras de protótipo | Validação rápida |
Validação de design | Amostra ou produção de teste | Verificar ajuste e função |
Volume baixo a médio | Avaliar cuidadosamente o investimento em ferramentas | Equilibrar custo e flexibilidade |
Produção em massa estável | Fundição por injeção de alumínio | Reduzir o custo unitário a longo prazo |
Pedidos repetidos a longo prazo | Ferramentas de produção mais usinagem | Controlar qualidade e entrega |
Como as Peças Fundidas em Alumínio Equilibram Peso, Resistência e Custo
O valor das peças fundidas em alumínio é a capacidade de equilibrar design leve, resistência estrutural, desempenho térmico, eficiência de conformação, custo de pós-usinagem, custo de tratamento de superfície e consistência de lote.
Os compradores devem evitar dois erros comuns. O primeiro é escolher o preço unitário mais baixo sem considerar a estabilidade das ferramentas, o risco de sucata e o custo de retrabalho. O segundo é buscar um design leve demasiado agressivo, o que pode causar secções de parede fracas, resistência de montagem pobre, dimensões instáveis ou defeitos de superfície.
Uma abordagem melhor é projetar peças fundidas em alumínio com espessura de parede razoável, nervuras, bossas, raio de canto, recursos de montagem e superfícies funcionais claras. Isso ajuda a peça a manter-se leve sem perder a fiabilidade de produção.
Área de Equilíbrio | Objetivo do Comprador | Risco se Não Equilibrado |
|---|---|---|
Design leve | Reduzir material desnecessário e peso do produto | Áreas finas e fracas, deformação ou fraca resistência de montagem |
Resistência estrutural | Usar nervuras, bossas e reforço local onde necessário | Fissuras, pontos de montagem fracos ou pouca durabilidade |
Desempenho térmico | Suportar fluxo de calor, nervuras de refrigeração ou estruturas de dissipador de calor | Controlo de calor pobre ou desempenho instável do produto |
Estabilidade das ferramentas | Suportar fundição repetível e menor risco de sucata | Falha na amostra, retrabalho e custo total mais elevado |
Custo de usinagem CNC | Usinar apenas áreas funcionais chave | Tempo de usinagem excessivo e custo de inspeção |
Custo de tratamento de superfície | Acabar apenas nas superfícies que necessitam de aparência ou proteção | Polimento, revestimento ou custo de retrabalho desnecessários |
Como a Geometria da Peça Afeta a Qualidade das Peças Fundidas em Alumínio
A geometria da peça tem um efeito direto na qualidade das peças fundidas em alumínio. Espessura da parede, nervuras, bossas, raio de canto, ângulo de saída, posição dos furos, superfícies de montagem, superfícies de vedação, superfícies estéticas e margem de usinagem devem ser revisadas antes do início da fabricação das ferramentas.
Se a estrutura não for adequada para fundição por injeção de alumínio, o projeto pode enfrentar retração, porosidade, empenamento, rebarbas, dificuldade de usinagem, defeitos de revestimento ou problemas de montagem. Estes problemas são geralmente mais caros de resolver após a fabricação do molde.
A revisão DFM ajuda os compradores a melhorar a geometria da peça antes da fabricação das ferramentas. O objetivo não é simplificar cada peça, mas tornar o design mais fácil de fundir, usinar, acabar e inspecionar consistentemente.
Fator de Geometria | Por Que Importa | Risco Possível |
|---|---|---|
Espessura da parede | Afeta o preenchimento, retração e estabilidade de arrefecimento | Retração, porosidade ou secções fracas |
Nervuras | Melhoram a rigidez sem adicionar muito peso | Fluxo pobre ou retração local se mal projetadas |
Bossas | Suportam parafusos, insertos e recursos de montagem | Pontos quentes espessos e áreas de fixação fracas |
Raio de canto | Melhora o fluxo do metal e reduz a concentração de tensão | Junções a frio, fissuras ou cantos fracos |
Ângulo de saída | Ajuda a libertar a peça do molde | Aderência, marcas de arrasto e problemas de ejeção |
Posição dos furos | Afeta a viabilidade da fundição e a estratégia de usinagem | Custo de usinagem mais elevado ou problemas de montagem |
Superfícies de vedação | Podem necessitar de controlo de planicidade e acabamento superficial | Vazamentos ou mau contacto após montagem |
Superfícies estéticas | Necessitam de planeamento de gates, ejectores e linha de partição | Marcas visíveis e defeitos de revestimento |
Margem de usinagem | Deixa material para usinagem CNC final | Sucata, retrabalho ou tolerância final pobre |
Como as Ferramentas Alteram a Estrutura de Custos das Peças Fundidas em Alumínio
As ferramentas alteram a estrutura de custos das peças fundidas em alumínio. Sem ferramentas, os compradores podem depender de usinagem CNC ou outros métodos flexíveis com custo unitário mais elevado. Com ferramentas, o projeto tem um investimento inicial em moldes, mas o custo unitário a longo prazo pode tornar-se mais baixo quando o volume de produção é estável.
Ferramentas para peças fundidas em alumínio podem melhorar a repetibilidade, acelerar os ciclos de produção, reduzir a carga de trabalho de usinagem completa e suportar uma produção de lotes mais estável. No entanto, as ferramentas também criam pressão de congelamento de design, risco de amostras de teste, custo de modificação de moldes e requisitos de planeamento de produção.
Os compradores devem iniciar a fabricação de ferramentas quando o design estiver estável, a procura for clara e o plano de produção for realista. Iniciar a fabricação de ferramentas muito cedo pode levar a alterações dispendiosas após as amostras de teste.
Área da Estrutura de Custos | Como as Ferramentas a Alteram | Ponto de Planeamento do Comprador |
|---|---|---|
Custo inicial | As ferramentas exigem investimento em moldes antes da produção | Confirmar design e volume antes da fabricação do molde |
Custo unitário a longo prazo | A produção repetida pode reduzir o custo por peça | Avaliar a procura anual, não apenas a quantidade do primeiro pedido |
Repetibilidade | A produção baseada em moldes melhora a consistência das peças | Útil para peças de produção a longo prazo |
Ciclo de produção | A fundição por injeção pode produzir peças mais rapidamente após aprovação das ferramentas | Suporta entrega estável de lotes |
Carga de trabalho de usinagem | A geometria principal é fundida em vez de totalmente usinada | Usinar apenas áreas funcionais críticas |
Risco de amostra de teste | As amostras iniciais podem revelar problemas de design ou de molde | Usar revisão DFM antes das ferramentas |
Custo de modificação de molde | Alterações tardias no design podem aumentar o custo e o tempo de entrega | Congelar requisitos chave de design antes das ferramentas |
Como a Usinagem CNC Deve Ser Planeada para Peças Fundidas em Alumínio
A usinagem CNC deve ser planeada antes das peças fundidas em alumínio entrarem na fase de ferramentas. O objetivo não é usinar todas as superfícies, mas usinar as áreas funcionais que necessitam de tolerância mais apertada, melhor planicidade, furos precisos ou ajuste de montagem controlado.
Os compradores devem focar a usinagem CNC em furos roscados, furos de montagem, faces de vedação, superfícies de referência, furos de rolamento, recursos de localização, áreas com controlo de planicidade e interfaces de montagem apertadas. Superfícies não funcionais, superfícies ocultas, superfícies exteriores não críticas, áreas apenas para revestimento e áreas internas sem montagem podem frequentemente permanecer no estado de fundição.
Para usinagem CNC para peças fundidas em alumínio, o planeamento antecipado ajuda a controlar o custo de usinagem, a complexidade dos dispositivos, a carga de trabalho de inspeção e o risco de retrabalho em lote.
Superfície ou Recurso | Planeamento Recomendado | Benefício para o Comprador |
|---|---|---|
Furos roscados | Planear usinagem CNC e roscagem após a fundição | Melhora a fiabilidade da fixação |
Furos de montagem | Usinar quando a precisão da posição afeta a montagem | Melhora o ajuste de instalação |
Faces de vedação | Usinar quando é necessária planicidade ou acabamento superficial | Reduz o risco de vazamento |
Superfícies de referência | Definir antes do planeamento de ferramentas e dispositivos | Melhora a usinagem e inspeção repetíveis |
Furos de rolamento | Usar usinagem CNC para controlo de circularidade e diâmetro | Melhora o desempenho de movimento e ajuste |
Áreas com controlo de planicidade | Usinar apenas faces funcionais que requerem planicidade | Controla o custo de usinagem e inspeção |
Superfícies ocultas | Geralmente manter no estado de fundição, a menos que a função exija usinagem | Reduz custos desnecessários |
Áreas apenas para revestimento | Manter no estado de fundição se a qualidade da superfície suportar o acabamento | Equilibra aparência e custo |
Como os Requisitos de Acabamento Superficial Afetam as Peças Fundidas em Alumínio
Os requisitos de acabamento superficial devem ser confirmados antes das peças fundidas em alumínio entrarem em produção. Processos de superfície comuns incluem rebarbação, polimento, pintura, revestimento em pó, revestimento protetor e revestimento transparente.
Os compradores devem definir superfícies estéticas, superfícies funcionais, superfícies não visíveis, tipo de revestimento, requisito de cor, rugosidade superficial, critérios de defeitos aceitáveis e proteção de embalagem. Estes requisitos afetam as ferramentas, rebarbação, polimento, revestimento, inspeção e qualidade de entrega final.
Se os requisitos de superfície não forem claros, o fornecedor pode colocar gates, linhas de partição ou marcas de ejector em áreas que mais tarde se tornam visíveis. O planeamento antecipado da superfície ajuda a reduzir disputas de aparência e retrabalho de acabamento.
Requisito de Superfície | O Que os Compradores Devem Confirmar | Por Que Importa |
|---|---|---|
Rebarbação | Bordas, furos, linhas de partição e áreas de manuseio | Melhora a segurança e montagem |
Polimento | Superfícies visíveis e expectativas de suavidade | Melhora a aparência e o toque |
Pintura | Cor, cobertura e defeitos de superfície aceitáveis | Melhora a aparência da marca e consistência |
Revestimento em pó | Área de revestimento, espessura e ambiente de uso | Melhora a durabilidade e resistência à corrosão |
Revestimento protetor | Nível de proteção necessário e ambiente de trabalho | Estende a vida útil |
Revestimento transparente | Aparência base e requisitos de proteção | Protege as superfícies de alumínio visíveis |
Proteção de embalagem | Proteção contra riscos, amolgadelas e danos no revestimento | Mantém a qualidade acabada durante a entrega |
Como Escolher um Fornecedor para Peças Fundidas em Alumínio
A escolha de um fornecedor para peças fundidas em alumínio não deve basear-se apenas no preço unitário mais baixo. Os compradores devem avaliar se o fornecedor consegue julgar se a peça é adequada para fundição por injeção, fornecer revisão DFM, suportar ferramentas, coordenar usinagem CNC, gerir tratamento de superfície e controlar dimensões e aparência de lotes.
Um fornecedor qualificado deve ajudar os compradores a passar da validação de amostras para a produção. Isso inclui revisar a geometria da peça, volume de produção, direção do material, estratégia de ferramentas, escopo de usinagem, padrão de superfície, método de inspeção e melhoria de qualidade a longo prazo.
A Neway suporta projetos de peças fundidas em alumínio que requerem fundição por injeção de alumínio, serviço de fundição de metal, ferramentas para fundição por injeção de alumínio, usinagem CNC após fundição por injeção, acabamento superficial e suporte à produção em lote. Compradores que comparam materiais também podem revisar peças fundidas por injeção de zinco de precisão ou fundição por injeção de liga de cobre com base na função do produto e objetivo de custo.
Capacidade do Fornecedor | Por Que os Compradores Devem Verificar | O Que Ajuda a Prevenir |
|---|---|---|
Suporte à seleção de processo | O fornecedor deve julgar se a fundição por injeção se adequa à peça e ao volume | Escolha errada de processo e custo desnecessário de ferramentas |
Revisão DFM | A geometria da peça deve ser verificada antes das ferramentas | Retração, porosidade, empenamento e alterações de molde |
Suporte de ferramentas | As ferramentas controlam a repetibilidade, qualidade superficial e estabilidade de produção | Falha na amostra e produção de lotes instável |
Coordenação de usinagem CNC | Recursos críticos necessitam de margem de usinagem e dispositivos planeados | Mau ajuste, retrabalho e disputas de inspeção |
Gestão de tratamento de superfície | O acabamento afeta a aparência, proteção e aceitação final | Defeitos de revestimento e rejeição estética |
Controlo de qualidade de lotes | Pedidos repetidos necessitam de dimensões e qualidade superficial estáveis | Desvio de qualidade e instabilidade de fornecimento |
Suporte à transição de produção | O fornecedor deve ajudar a passar de amostras para produção repetida | Risco de lançamento de produção |
Conselhos de melhoria de qualidade | O fornecedor deve ajudar a reduzir defeitos e custos desnecessários ao longo do tempo | Problemas repetidos e aumento do custo total |
Perguntas Frequentes (FAQ)
Como Podem os Compradores Evitar Escolher o Processo de Fundição de Alumínio Errado?
Como Devem os Compradores Equilibrar Design Leve e Estabilidade de Fundição?
Como Podem os Compradores Reduzir o Trabalho de Usinagem CNC Completa em Peças Fundidas em Alumínio?
Como Devem os Compradores Validar as Peças Fundidas em Alumínio Antes de Pedidos Repetidos?
