Como a Fundição por Injeção de Alumínio Suporta Peças de Produção Estáveis

Como a Fundição por Injeção de Alumínio Suporta Peças de Produção Estáveis
A fundição por injeção de alumínio ajuda os compradores a produzir peças de alumínio leves, complexas e repetíveis para uma produção estável. É comumente utilizada quando um projeto necessita de geometria personalizada, produção de médio a alto volume, dimensões controladas, usinagem CNC local e acabamento superficial.
Para os compradores, a fundição por injeção de alumínio não é apenas um processo de conformação. É uma rota de produção que conecta o design da peça, ferramentaria, qualidade da fundição, usinagem CNC, acabamento superficial, amostras de teste, inspeção e pedidos repetidos.
Um projeto bem-sucedido deve confirmar a função da peça, riscos de design, estratégia de ferramentaria, características usinadas, superfícies estéticas, padrões de acabamento superficial e validação de lote antes do início da produção em massa. Se estes detalhes não forem revisados antecipadamente, os compradores podem enfrentar falhas em amostras, modificações de moldes, disputas de usinagem, rejeição estética e qualidade de produção instável.
Por Que os Compradores Utilizam a Fundição por Injeção de Alumínio para Peças de Produção
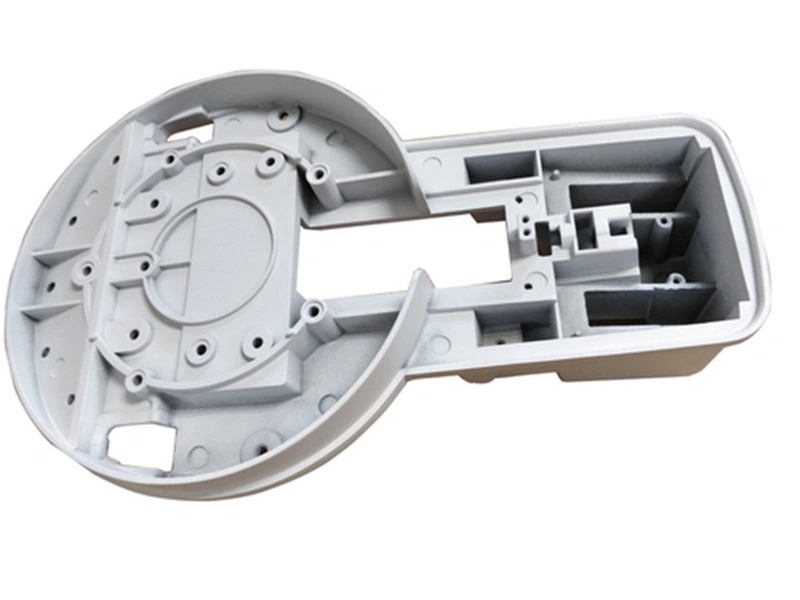
Os compradores utilizam a fundição por injeção de alumínio porque ela pode formar peças de alumínio complexas com repetibilidade estável. Comparada à usinagem completa de cada característica a partir de alumínio sólido, a fundição por injeção pode formar a estrutura principal de forma eficiente, deixando apenas as áreas funcionais chave para usinagem posterior.
Isto torna o processo adequado para carcaças de alumínio, carcaças de iluminação, carcaças de dissipadores de calor, gabinetes eletrônicos, tampas de motores, corpos de bombas, suportes de montagem, peças automotivas de alumínio, coberturas industriais e peças fundidas sob pressão de alumínio personalizadas.
Para projetos de produção, a fundição por injeção de alumínio ajuda os compradores a equilibrar estrutura leve, custo de produção, investimento em ferramentaria, aparência superficial e estabilidade de fornecimento a longo prazo.
Objetivo do Comprador | Como a Fundição por Injeção de Alumínio Ajuda | Ponto de Planejamento |
|---|---|---|
Estrutura complexa | Forma nervuras, bossas, carcaças, tampas e recursos de montagem | Concluir revisão DFM antes da ferramentaria |
Design leve | Utiliza liga de alumínio com geometria de peça otimizada | Controlar espessura da parede e suporte estrutural |
Produção de médio a alto volume | Utiliza ferramentaria para produção repetida | Confirmar demanda anual antes do investimento no molde |
Dimensões estáveis | A ferramentaria de produção suporta geometria de peça repetível | Validar amostras de teste e pequenos lotes |
Menor carga de trabalho de usinagem CNC completa | Funde a forma principal e usina apenas áreas funcionais | Definir características usinadas antecipadamente |
Aparência acabada | Pode suportar rebarbação, polimento, pintura e revestimento | Confirmar superfícies estéticas antes da ferramentaria |
Quais Peças de Alumínio São Adequadas para a Fundição por Injeção?
Peças de alumínio são adequadas para fundição por injeção quando possuem geometria complexa, nervuras, bossas, recursos de montagem, requisitos de leveza, demanda anual estável e áreas funcionais locais que necessitam de usinagem CNC.
O processo é especialmente adequado quando o design está majoritariamente congelado e o comprador necessita de produção repetida em vez de apenas algumas amostras de teste. Também é útil quando a peça requer pintura, revestimento em pó, polimento ou outro acabamento superficial após a fundição.
A fundição por injeção de alumínio pode não ser o melhor primeiro passo quando o projeto necessita apenas de algumas amostras, o design muda frequentemente, todas as superfícies requerem usinagem de alta precisão, a demanda anual não suporta a ferramentaria, ou os requisitos de material, acabamento superficial e montagem ainda não estão claros.
Condição do Projeto | Adequação da Fundição por Injeção | Ponto de Decisão do Comprador |
|---|---|---|
Estrutura complexa | Adequado | Utilizar revisão DFM para verificar nervuras, bossas e espessura da parede |
Produção repetida estável | Adequado | Confirmar demanda anual e plano de pedidos |
Peça de alumínio leve | Adequado | Equilibrar redução de peso e estabilidade da fundição |
Usinagem funcional parcial | Adequado | Planejar sobremetal de usinagem antes da ferramentaria |
Requisito de superfície visível ou revestimento | Adequado com planejamento antecipado | Confirmar superfícies estéticas e padrão de acabamento |
Apenas algumas amostras | Geralmente não adequado | A usinagem de protótipos pode ser mais prática inicialmente |
O design muda frequentemente | Não pronto | Congelar o design chave antes da ferramentaria |
Todas as superfícies precisam de usinagem de alta precisão | Necessita revisão | A usinagem CNC completa pode ser mais adequada |
Como a Fundição por Injeção Ajuda a Equilibrar Custo e Estabilidade de Produção
A fundição por injeção de alumínio ajuda os compradores a equilibrar custo e estabilidade de produção quando o projeto tem demanda repetida. A ferramentaria cria um custo inicial, mas pode suportar produção mais rápida e menor custo unitário a longo prazo quando o volume é adequado.
O processo pode formar geometrias complexas de alumínio, reduzir a carga de trabalho de usinagem CNC completa e suportar produção de lotes consistentes. No entanto, a vantagem de custo depende de uma revisão de design adequada, qualidade da ferramentaria, planejamento de usinagem, controle de acabamento superficial e validação de produção.
Os compradores devem comparar o custo total de manufatura em vez de apenas a primeira cotação. Custo da ferramentaria, custo unitário, custo de usinagem CNC, custo de acabamento, custo de inspeção, risco de sucata e estabilidade de produção a longo prazo devem ser revisados em conjunto.
Objetivo do Comprador | Como a Fundição por Injeção de Alumínio Ajuda | Ponto Chave de Planejamento |
|---|---|---|
Menor custo unitário a longo prazo | Utiliza ferramentaria para produção repetida | Confirmar demanda anual |
Geometria complexa da peça | Forma nervuras, bossas e carcaças | Concluir revisão DFM |
Estrutura leve | Utiliza liga de alumínio com design otimizado | Controlar espessura da parede |
Precisão funcional | Combina fundição com usinagem CNC | Definir características usinadas |
Melhor aparência | Suporta acabamento superficial | Confirmar superfícies estéticas |
Produção de lotes estável | Repete peças a partir da ferramentaria de produção | Validar amostras de teste |
Como o Design da Peça Afeta a Qualidade da Fundição por Injeção de Alumínio
O design da peça afeta diretamente a qualidade da fundição por injeção de alumínio. Antes do início da ferramentaria, os compradores devem revisar a espessura da parede, design das nervuras, estrutura das bossas, ângulo de saída, raio dos cantos, furos de montagem, faces de vedação, superfícies estéticas, superfícies de referência e sobremetal de usinagem.
Se o design não for adequado para fundição por injeção, a peça pode ter preenchimento incompleto, retração, porosidade, empenamento, rebarbas, dificuldade de usinagem, problemas de acabamento superficial ou questões de montagem.
Uma revisão DFM robusta ajuda os compradores a ajustar o design antes da fabricação do molde. O objetivo não é remover características personalizadas, mas tornar essas características mais fáceis de fundir, usinar, acabar e inspecionar consistentemente.
Característica de Design | Por Que Isso Importa | Risco se Ignorado |
|---|---|---|
Espessura da parede | Afeta preenchimento, resfriamento, retração e resistência | Porosidade, empenamento e áreas fracas |
Design das nervuras | Melhora a rigidez sem tornar toda a peça pesada | Mau fluxo, retração local ou problemas de preenchimento |
Estrutura das bossas | Suporta parafusos, insertos e pontos de montagem | Pontos quentes espessos e retração local |
Ângulo de saída | Ajuda a peça a ser liberada do molde | Marcas de arrasto, aderência e problemas de ejeção |
Raio dos cantos | Melhora o fluxo do metal e reduz a concentração de tensão | Linhas de fria, trincas ou cantos fracos |
Furos de montagem | Afetam a montagem e a estratégia de usinagem CNC | Ajuste pobre e maior custo de usinagem |
Faces de vedação | Necessitam de planicidade e controle superficial | Risco de vazamento e falha na inspeção |
Superfícies estéticas | Afetam o planejamento de gates, ejectores e linha de partição | Marcas visíveis e rejeição de acabamento |
Superfícies de referência | Controlam a referência de usinagem e inspeção | Dimensões instáveis e variação na montagem |
Sobremetal de usinagem | Deixa material para usinagem posterior | Sucata, retrabalho ou tolerância final pobre |
Como a Ferramentaria Controla os Resultados da Fundição por Injeção de Alumínio
A ferramentaria é o núcleo da fundição por injeção de alumínio. O molde controla a estabilidade de preenchimento, posição do gate, equilíbrio do canal de alimentação, ventilação, resfriamento, marcas dos pinos ejectores, localização da linha de partição, sobremetal de usinagem, proteção da superfície estética e repetibilidade de lotes.
Os compradores não devem comparar apenas o preço da ferramentaria. Um preço de ferramentaria mais baixo pode criar um custo total maior se o molde causar amostras de teste pobres, dimensões instáveis, alta taxa de sucata, defeitos superficiais, problemas de usinagem CNC ou manutenção repetida.
Para ferramentaria para fundição por injeção de alumínio, os compradores devem revisar se o plano de ferramentaria pode suportar amostras de teste, usinagem CNC, acabamento superficial e pedidos de produção a longo prazo.
Área da Ferramentaria | Como Controla o Resultado | Risco do Comprador se Fraco |
|---|---|---|
Posição do gate | Controla a direção de entrada do alumínio e comportamento do fluxo | Marcas de fluxo, linhas de fria e preenchimento fraco |
Equilíbrio do canal de alimentação | Suporta fluxo estável para a cavidade | Preenchimento desigual e variação de lote |
Ventilação | Ajuda o gás aprisionado a escapar durante a fundição | Porosidade e defeitos internos |
Resfriamento | Controla solidificação, retração e tempo de ciclo | Empenamento e dimensões instáveis |
Marcas dos pinos ejectores | Afetam a liberação da peça e qualidade da superfície visível | Marcas em superfícies estéticas ou funcionais |
Localização da linha de partição | Afeta rebarbas, aparas e superfícies visíveis | Acabamento extra e disputas estéticas |
Sobremetal de usinagem | Deixa material para furos, faces e referências | Estoque insuficiente e retrabalho de usinagem |
Proteção da superfície estética | Protege faces visíveis de problemas de gate, ejector e linha de partição | Rejeição de aparência após o acabamento |
Repetibilidade de lote | Suporta qualidade estável em pedidos repetidos | Desvio de qualidade e fornecimento instável |
Como a Usinagem CNC Deve Ser Planejada Após a Fundição por Injeção de Alumínio
A fundição por injeção de alumínio pode formar estruturas complexas, mas as áreas funcionais chave frequentemente ainda necessitam de usinagem CNC após a fundição por injeção de alumínio. Os compradores devem planejar a usinagem antes da ferramentaria, não após as amostras já estarem prontas.
As áreas usinadas comuns incluem furos roscados, furos de montagem, faces de vedação, furos de rolamento, superfícies de posicionamento, superfícies de referência, faces com controle de planicidade e áreas de montagem com tolerância apertada.
Os compradores devem separar superfícies fundidas, superfícies usinadas, superfícies estéticas, superfícies funcionais, áreas de revestimento e superfícies de referência de montagem antes do início da ferramentaria. Isso ajuda a reduzir mudanças no escopo de usinagem, mudanças na cotação, problemas de fixação e disputas de montagem.
Tipo de Superfície ou Característica | Como os Compradores Devem Definir | Por Que Isso Importa |
|---|---|---|
Furos roscados | Confirmar tamanho da rosca, profundidade, posição e método de inspeção | Melhora a confiabilidade da fixação |
Furos de montagem | Confirmar quais furos precisam de usinagem CNC | Melhora o ajuste na montagem |
Faces de vedação | Definir requisitos de planicidade e acabamento superficial | Reduz o risco de vazamento |
Furos de rolamento | Confirmar diâmetro, redondeza e requisitos de tolerância | Melhora o desempenho de movimento e ajuste |
Superfícies de posicionamento | Marcar áreas de posicionamento claramente no desenho | Melhora a montagem repetível |
Superfícies de referência | Definir referências para usinagem e inspeção | Melhora o controle dimensional |
Faces com controle de planicidade | Aplicar planicidade apenas onde a função exigir | Controla o custo de usinagem e inspeção |
Superfícies fundidas | Manter áreas não funcionais como fundidas quando possível | Reduz custos de usinagem desnecessários |
Superfícies estéticas | Proteger faces visíveis de defeitos de usinagem e ferramentaria | Melhora a aparência final |
Áreas de revestimento | Confirmar cobertura do revestimento, mascaramento e espessura | Previne problemas de ajuste e aparência |
Superfícies de referência de montagem | Definir superfícies de referência para inspeção e montagem | Melhora o ajuste repetível e controle de qualidade |
Como o Acabamento Superficial Deve Ser Planejado para a Fundição por Injeção de Alumínio
O acabamento superficial deve ser planejado antecipadamente para peças de fundição por injeção de alumínio. Processos de acabamento comuns incluem rebarbação, polimento, pintura, revestimento em pó, revestimento protetor e revestimento transparente.
Os compradores devem confirmar superfícies visíveis, superfícies não visíveis, superfícies funcionais, tipo de revestimento, requisito de cor, rugosidade superficial, áreas de mascaramento, padrão de defeito aceitável e proteção de embalagem antes do início da produção.
Para peças de aparência, o acabamento superficial não pode esperar até a produção em massa. Linhas de partição, marcas de pinos ejectores, áreas de remoção de gate, porosidade e rebarbas podem todos afetar a aparência final, qualidade do revestimento e aceitação do comprador.
Item de Acabamento Superficial | O Que os Compradores Devem Confirmar | Por Que Isso Importa |
|---|---|---|
Rebarbação | Bordas, furos, linhas de partição e áreas de manuseio | Melhora a montagem e manuseio seguro |
Polimento | Superfícies visíveis e expectativas de suavidade | Melhora a aparência e sensação ao toque |
Pintura | Cor, cobertura e defeitos superficiais aceitáveis | Melhora a consistência da aparência do produto |
Revestimento em pó | Área de revestimento, espessura e ambiente de trabalho | Melhora a durabilidade e resistência à corrosão |
Revestimento protetor | Nível de proteção e ambiente de uso | Melhora a vida útil |
Revestimento transparente | Aparência base e requisito de proteção | Protege superfícies de alumínio visíveis |
Superfícies visíveis | Faces críticas de aparência que necessitam de acabamento controlado | Reduz a rejeição estética |
Superfícies não visíveis | Áreas ocultas que podem não precisar de acabamento premium | Controla custos de acabamento desnecessários |
Superfícies funcionais | Áreas de contato, vedação, montagem ou ensamblagem | Previne que o acabamento afete a função |
Áreas de mascaramento | Roscas, faces de vedação, áreas de contato e características de precisão | Previne problemas de ajuste após o revestimento |
Proteção de embalagem | Proteção contra arranhões, amassados e danos ao revestimento | Mantém a qualidade acabada durante a entrega |
Como as Amostras de Teste Validam Projetos de Fundição por Injeção de Alumínio
As amostras de teste devem validar se a fundição por injeção de alumínio pode atender aos requisitos de produção personalizados. Os compradores não devem aprovar amostras apenas pela aparência. Eles devem verificar dimensões, montagem, usinagem, acabamento superficial e evidências de inspeção.
Verificações importantes de amostras incluem dimensões críticas, estabilidade da espessura da parede, ajuste na montagem, características usinadas em CNC, furos roscados, faces de vedação, nível de rebarbas e aparas, resultado do acabamento superficial, qualidade do revestimento ou pintura, padrão de superfície estética e formato do relatório de inspeção.
Após a aprovação das amostras de teste, a validação de pequeno lote deve confirmar se as mesmas dimensões, aparência, qualidade de usinagem e acabamento superficial podem ser repetidos antes do início dos pedidos de produção total.
Verificação de Amostra de Teste | O Que os Compradores Devem Validar | Por Que Isso Importa |
|---|---|---|
Dimensões críticas | Dimensões que afetam o ajuste, função e inspeção final | Confirma a precisão da ferramentaria e do processo |
Estabilidade da espessura da parede | Áreas finas, áreas espessas, nervuras e bossas | Confirma o design e a estabilidade da fundição |
Ajuste na montagem | Ajuste com componentes acoplados e condição de instalação final | Reduz o risco de montagem na produção |
Características usinadas em CNC | Furos, faces, referências e características de tolerância apertada | Confirma a qualidade da usinagem |
Furos roscados | Profundidade da rosca, passo, posição e limpeza | Melhora a confiabilidade da fixação |
Faces de vedação | Planicidade, acabamento superficial e defeitos visíveis | Reduz o risco de vazamento |
Nível de rebarbas e aparas | Bordas, furos, linhas de partição e áreas de manuseio | Melhora a montagem e manuseio seguro |
Resultado do acabamento superficial | Qualidade de polimento, pintura, revestimento em pó ou revestimento protetor | Confirma o padrão de aparência |
Padrão de superfície estética | Marcas visíveis, arranhões, picotes, poros e marcas de ejector | Cria uma referência clara de aprovação de aparência |
Formato do relatório de inspeção | Dados dimensionais, verificações estéticas e registros de inspeção funcional | Cria evidência clara de aprovação |
Como os Compradores Devem Escolher um Fornecedor de Fundição por Injeção de Alumínio
Os compradores devem escolher um fornecedor de fundição por injeção de alumínio baseado na capacidade total de produção, não apenas no preço da fundição. Um fornecedor adequado deve suportar revisão DFM, fabricação de ferramentas e matrizes, amostras de teste, usinagem CNC, acabamento superficial, inspeção dimensional, consistência de lote, gerenciamento de mudanças de design e produção repetida.
Um fornecedor forte deve entender como o design da peça afeta a ferramentaria, como a ferramentaria afeta a qualidade da fundição, como a qualidade da fundição afeta a usinagem CNC e como o acabamento superficial depende da superfície de fundição original.
A Neway suporta projetos de fundição por injeção de alumínio que requerem fundição sob pressão de alumínio, ferramentaria para fundição sob pressão de alumínio, usinagem CNC após fundição sob pressão, acabamento superficial, amostras de teste e produção repetida. Compradores comparando outras rotas de produção também podem revisar fundição de metal personalizada, peças fundidas sob pressão de zinco de precisão ou peças fundidas sob pressão de cobre personalizadas com base no tamanho da peça, função, requisito de superfície e custo de produção.
Capacidade do Fornecedor | O Que os Compradores Devem Verificar | Por Que Isso Importa |
|---|---|---|
Revisão DFM de fundição sob pressão de alumínio | O fornecedor pode revisar espessura da parede, nervuras, bossas e ângulo de saída antes da ferramentaria? | Reduz mudanças no molde e falhas em amostras |
Fabricação de ferramentas e matrizes | O fornecedor pode suportar design, correção e manutenção da ferramentaria? | Melhora a repetibilidade da produção |
Amostras de teste | O fornecedor pode validar dimensões, usinagem e acabamento antes da produção? | Confirma a prontidão para produção |
Suporte de usinagem CNC | O fornecedor pode usinar furos, roscas, faces e referências após a fundição? | Melhora o ajuste e função final |
Gestão de acabamento superficial | O fornecedor pode gerenciar polimento, pintura, revestimento e padrões de aparência? | Reduz disputas estéticas |
Inspeção dimensional | O fornecedor pode inspecionar dimensões críticas e áreas usinadas? | Reduz disputas de qualidade de lote |
Consistência de lote | O fornecedor pode manter qualidade estável em pedidos repetidos? | Melhora a estabilidade de fornecimento a longo prazo |
Gestão de mudanças de design | O fornecedor pode avaliar como as mudanças de design afetam a ferramentaria e o custo? | Controla o risco de modificação |
Suporte à produção repetida | O fornecedor pode suportar manutenção da ferramentaria, rastreamento de qualidade e entrega? | Suporta cooperação a longo prazo |
Conselhos de redução de custos | O fornecedor pode otimizar o escopo de usinagem, acabamento superficial e detalhes de design? | Controla o custo total de produção |
Perguntas Frequentes (FAQ)
Quais Características de Design Criam Riscos na Fundição por Injeção de Alumínio?
Como a Ferramentaria e a Usinagem Devem Ser Planejadas em Conjunto para Peças Fundidas sob Pressão?
Como os Compradores Podem Validar a Qualidade da Superfície e da Montagem Antes da Produção?
Como os Fornecedores Podem Melhorar a Estabilidade de Lote na Fundição por Injeção de Alumínio?
