Como Planejar Peças de Fundição sob Pressão para uma Produção Personalizada Estável

Como Planejar Peças de Fundição sob Pressão para uma Produção Personalizada Estável
As peças de fundição sob pressão não são apenas componentes metálicos fabricados por um processo baseado em moldes. Para compradores, engenheiros e gestores de projeto, são peças de produção que devem atender a requisitos de design, material, tolerância, acabamento superficial, montagem e entrega em lotes repetidos.
Um projeto bem-sucedido de peças de fundição sob pressão deve ser planejado antes do início da ferramentaria. Os compradores precisam confirmar se o design da peça é adequado para fundição, qual liga deve ser usada, quais recursos necessitam de usinagem CNC, quais superfícies precisam de acabamento e como a qualidade será controlada durante a produção a longo prazo.
Para compradores que sourcing peças de fundição sob pressão personalizadas, o objetivo não é apenas obter amostras aprovadas. O verdadeiro objetivo é criar um plano de produção estável que conecte a seleção de materiais, a ferramentaria de fundição sob pressão, a usinagem CNC, o acabamento superficial, a inspeção e a capacidade do fornecedor desde a fase de RFQ até a entrega em lote.
Quais Peças de Fundição sob Pressão São Adequadas para Produção Personalizada?
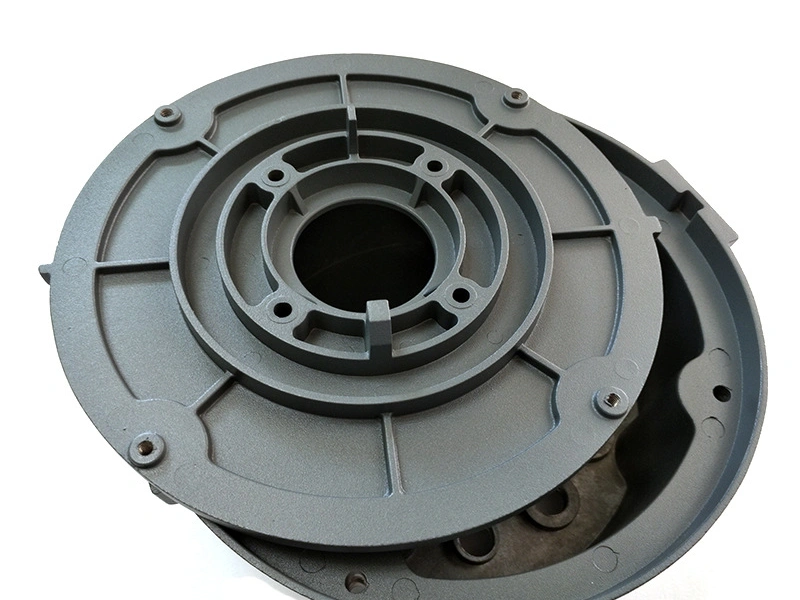
A fundição sob pressão é adequada para peças metálicas personalizadas que necessitam de geometria complexa, dimensões repetíveis, volume de produção médio a alto e fornecimento estável a longo prazo. É especialmente útil quando a peça inclui carcaças, suportes, tampas, conectores, alças, estruturas de montagem, nervuras, cubos ou recursos metálicos funcionais.
As peças comuns de fundição sob pressão incluem peças automotivas, caixas eletrônicas, caixas de iluminação, peças de equipamentos industriais, peças de liga de cobre condutor, componentes de hardware, tampas estruturais e peças mecânicas personalizadas. Essas peças frequentemente exigem tanto eficiência de fundição quanto operações secundárias, como usinagem CNC, polimento, revestimento, pintura ou galvanização.
Os compradores devem considerar a fundição de metal personalizada quando o design estiver estável o suficiente para a ferramentaria e o volume de produção esperado puder justificar o investimento no molde. Se o design ainda estiver mudando frequentemente ou se forem necessárias apenas algumas amostras de teste, a validação de protótipos pode ser mais adequada antes de avançar para a ferramentaria de produção.
Peça de Fundição sob Pressão Adequada | Por Que a Fundição sob Pressão é Adequada | Preocupação do Comprador |
|---|---|---|
Carcaças | Pode formar estruturas externas complexas, nervuras, cubos e áreas de montagem | Estabilidade dimensional e acabamento superficial |
Suportes | Suporta resistência, repetibilidade e recursos de montagem integrados | Capacidade de carga e posição dos furos |
Tampas | Pode produzir tampas metálicas leves ou decorativas em lotes | Aparência e ajuste na montagem |
Conectores | Pode suportar formas compactas e recursos de precisão | Ajuste, função e desempenho do material |
Alças | Pode combinar resistência, forma e acabamento superficial | Toque ao manusear e qualidade cosmética |
Peças de montagem | Pode integrar cubos, furos e estruturas de localização | Precisão de montagem |
Caixas de iluminação | Pode suportar estruturas de dissipação de calor e superfícies acabadas | Desempenho térmico e qualidade do revestimento |
Peças de equipamentos industriais | Pode suportar peças de produção duráveis com qualidade repetível | Estabilidade de fornecimento a longo prazo |
Como o Design da Peça Afeta o Sucesso da Fundição sob Pressão
A qualidade das peças de fundição sob pressão é fortemente influenciada pela etapa de design. Mesmo antes do início da produção, a geometria da peça pode afetar a estabilidade de preenchimento, risco de porosidade, risco de retração, rebarbas, rebabas, localização da linha de partição, marcas de pinos ejetores, resultados de acabamento superficial, folga de usinagem CNC, ajuste de montagem e risco de modificação da ferramentaria.
Os compradores devem prestar atenção à espessura uniforme da parede, ângulo de saída adequado, cantos arredondados, nervuras adequadas, cubos razoáveis, folga de usinagem clara, marcações de superfície cosmética e marcações de dimensões críticas. Esses detalhes ajudam o fornecedor a avaliar se a peça pode ser fundida, usinada, acabada e inspecionada de forma confiável.
Se o design não for revisado antes da ferramentaria, os problemas podem aparecer apenas durante as amostras de teste ou a produção em lote. Nesse ponto, alterações no molde, usinagem extra, retrabalho de polimento ou falhas de inspeção podem aumentar o custo e atrasar a entrega.
Fator de Design | Por Que Isso Importa | Risco se Ignorado |
|---|---|---|
Espessura uniforme da parede | Ajuda a melhorar o preenchimento, resfriamento e controle de retração | Porosidade, retração e deformação |
Ângulo de saída adequado | Ajuda a peça a sair do molde | Aderência, marcas de arrasto e problemas de ejeção |
Cantos arredondados | Melhora o fluxo do metal e reduz a concentração de tensão | Trincas, dobraduras a frio ou cantos fracos |
Nervuras adequadas | Melhora a rigidez sem espessura excessiva de material | Retração ou suporte estrutural pobre |
Cubos razoáveis | Suporta recursos de montagem e fixação | Áreas de fixação fracas ou marcas de afundamento |
Folga de usinagem | Deixa material suficiente para áreas críticas usinadas em CNC | Sucata, retrabalho ou tolerância final pobre |
Marcação de superfície cosmética | Mostra quais faces precisam de melhor controle de aparência | Marcas visíveis de gate, ejetor ou linha de partição |
Marcação de dimensão crítica | Identifica dimensões que afetam o ajuste ou a função | Disputas de inspeção e falha de montagem |
Como Escolher Materiais para Peças de Fundição sob Pressão
A seleção de materiais afeta todo o projeto de peças de fundição sob pressão. Diferentes ligas influenciam o peso, resistência, desempenho térmico, condutividade, resistência ao desgaste, acabamento superficial, design da ferramentaria, custo de usinagem CNC e estabilidade de produção.
As peças de fundição de alumínio sob pressão são frequentemente usadas para carcaças leves, suportes, peças de dissipação de calor e componentes automotivos. As peças de fundição de zinco sob pressão são frequentemente usadas para pequenas peças de precisão, peças decorativas, conectores e hardware. As peças de fundição de cobre sob pressão são frequentemente usadas para peças funcionais condutoras, térmicas e resistentes ao desgaste.
Direção do Material | Peças de Fundição sob Pressão Adequadas | Preocupação do Comprador |
|---|---|---|
Fundição de alumínio sob pressão | Carcaças, suportes, peças de dissipação de calor, peças automotivas | Leveza, resistência e custo de produção |
Fundição de zinco sob pressão | Pequenas peças de precisão, peças decorativas, conectores, hardware | Detalhe, aparência e estabilidade dimensional |
Fundição de cobre sob pressão | Peças condutoras, peças de transferência de calor, peças industriais duráveis | Condutividade, desempenho térmico e resistência ao desgaste |
Serviço de fundição de metal | Projetos personalizados com necessidades mais amplas de materiais | Manufaturabilidade e capacidade do fornecedor |
Como a Ferramentaria Afeta as Peças de Fundição sob Pressão
A ferramentaria afeta diretamente a qualidade a longo prazo das peças de fundição sob pressão. A cavidade do molde controla a forma da peça e a repetibilidade. O design do gate afeta as marcas de fluxo e a qualidade de preenchimento. A ventilação afeta o risco de porosidade. O resfriamento afeta a retração e a estabilidade dimensional. Os pinos ejetores afetam as superfícies visíveis. As linhas de partição afetam o polimento e o revestimento. A precisão do molde afeta a folga de usinagem CNC.
Para compradores que preparam produção a longo prazo, a ferramentaria para peças de fundição sob pressão não deve ser avaliada apenas pelo preço da ferramentaria. Uma ferramenta mais barata pode criar um custo maior a longo prazo se causar alta taxa de sucata, dimensões instáveis, defeitos de superfície, tempo de ciclo lento ou manutenção frequente.
Uma avaliação melhor da ferramentaria deve incluir design do molde, vida útil da ferramenta, qualidade da amostra de teste, taxa de sucata, tempo de ciclo, necessidades de manutenção e estabilidade de produção. Isso é especialmente importante para peças de fundição sob pressão personalizadas que serão produzidas repetidamente em muitos lotes.
Fator de Ferramentaria | Como Afeta as Peças de Fundição sob Pressão | Risco do Comprador se Ignorado |
|---|---|---|
Cavidade do molde | Controla a forma da peça e a repetibilidade | Variação dimensional e ajuste pobre |
Design do gate | Afeta a qualidade de preenchimento e marcas de fluxo visíveis | Dobraduras a frio, preenchimento curto e defeitos de superfície |
Ventilação | Ajuda o gás preso a escapar durante a fundição | Porosidade e defeitos internos |
Resfriamento | Controla a solidificação e a estabilidade dimensional | Retração, empenamento e dimensões instáveis |
Pinos ejetores | Ajudam a liberar a peça do molde | Marcas de ejetor em superfícies cosméticas ou funcionais |
Linha de partição | Afeta rebarbas, polimento e preparação para revestimento | Custo extra de acabamento e disputas de aparência |
Precisão do molde | Afeta as dimensões finais e a folga de usinagem | Estoque insuficiente para pós-usinagem |
Como a Usinagem CNC Melhora as Peças Funcionais de Fundição sob Pressão
Muitas peças de fundição sob pressão não precisam de usinagem CNC em todas as superfícies. No entanto, as áreas funcionais frequentemente precisam de pós-usinagem para atender à tolerância final, montagem, vedação ou requisitos de contato. Planejar essas áreas antecipadamente ajuda a controlar custos e reduzir riscos de produção.
As áreas usinadas comuns incluem furos roscados, furos de montagem, faces de vedação, superfícies de referência, superfícies de localização, furos de rolamento, superfícies de contato condutor e áreas de montagem de alta tolerância. Esses recursos frequentemente afetam o ajuste final, fixação, vedação, condutividade, movimento ou resultados de inspeção.
Os compradores devem definir a usinagem CNC para peças de fundição sob pressão durante a fase de RFQ. Eles também devem esclarecer quais superfícies podem permanecer como fundidas, quais furos precisam de roscas, quais faces precisam de planicidade e quais áreas não podem ter rebarbas ou deformação.
Área de Usinagem | Por Que Pode Precisar de Usinagem CNC | Ponto de Planejamento do Comprador |
|---|---|---|
Furos roscados | As roscas requerem profundidade, passo e alinhamento controlados | Definir tamanho e profundidade da rosca antes da cotação |
Furos de montagem | A posição do furo afeta a instalação e o ajuste | Marcar locais críticos dos furos no desenho |
Faces de vedação | A planicidade e o acabamento superficial afetam o controle de vazamento | Especificar requisitos de planicidade e acabamento superficial |
Superfícies de referência | As referências guiam a usinagem e a inspeção | Confirmar esquema de referência antes da ferramentaria |
Superfícies de localização | Recursos de posicionamento controlam a repetibilidade da montagem | Identificar claramente as superfícies de localização |
Furos de rolamento | A redondeza e o diâmetro podem exigir controle rigoroso | Confirmar tolerância e método de inspeção |
Superfícies de contato condutor | As faces de contato podem precisar de planicidade e limpeza controladas | Importante para peças fundidas sob pressão condutoras |
Áreas de montagem de alta tolerância | A fundição sozinha pode não atender às necessidades de ajuste de precisão | Usinar apenas as áreas que afetam a função |
Como o Acabamento Superficial Afeta as Peças de Fundição sob Pressão
Diferentes peças de fundição sob pressão requerem diferentes padrões de acabamento superficial. Um suporte funcional oculto pode precisar apenas de rebarbação, enquanto uma tampa de produto de consumo visível pode precisar de polimento, pintura, galvanização, revestimento em pó, revestimento transparente ou revestimento protetor.
Os compradores devem separar superfícies cosméticas, superfícies funcionais, superfícies não visíveis, superfícies de contato, superfícies usinadas e superfícies revestidas. Isso ajuda a evitar acabamento desnecessário em áreas ocultas, protegendo simultaneamente as superfícies que afetam a aparência, montagem, resistência à corrosão ou aceitação do cliente.
Os resultados do acabamento superficial também dependem da qualidade original da fundição. Se a fundição tiver porosidade, rebarbas pesadas, retração, marcas de fluxo ou contaminação da superfície, o polimento ou revestimento pode não esconder totalmente o defeito. Os requisitos de superfície devem ser discutidos antes do início da ferramentaria e da produção.
Tipo de Área de Superfície | O Que os Compradores Devem Definir | Por Que Isso Importa |
|---|---|---|
Superfícies cosméticas | Faces visíveis e superfícies críticas para aparência | Controla padrões de polimento, revestimento e inspeção |
Superfícies funcionais | Áreas de vedação, contato, deslizamento ou suporte de carga | Protege o desempenho da peça |
Superfícies não visíveis | Áreas ocultas que não precisam de aparência premium | Reduz custos de acabamento desnecessários |
Superfícies de contato | Áreas que tocam peças acopladas ou usuários | Melhora o ajuste, toque ao manusear e durabilidade |
Superfícies usinadas | Áreas acabadas por usinagem CNC | Previne problemas de revestimento ou rebarbas em faces de precisão |
Superfícies revestidas | Áreas que necessitam de pintura, galvanização, revestimento em pó ou proteção | Melhora a aparência, resistência à corrosão e valor do produto |
Como Controlar a Qualidade para Peças de Fundição sob Pressão de Produção
O controle de qualidade para peças de fundição sob pressão de produção deve focar na consistência do lote, não apenas na aprovação da amostra. Uma primeira amostra pode passar na inspeção, mas a produção a longo prazo também precisa de dimensões estáveis, qualidade de superfície controlada, resultados de usinagem confiáveis, acabamento consistente e proteção adequada de embalagem.
Etapas importantes de controle de qualidade incluem inspeção da primeira peça, relatórios dimensionais, padrões de superfície cosmética, inspeção de usinagem, inspeção de acabamento superficial, verificações de ajuste de montagem, controle de consistência de lote, manutenção da ferramentaria, rastreamento de defeitos e proteção de embalagem.
Para projetos de produção a longo prazo, os compradores devem confirmar o plano de inspeção antes da produção em massa. Isso ajuda a controlar dimensões críticas, superfícies cosméticas, recursos usinados, qualidade do revestimento e consistência de entrega entre lotes.
Etapas de Controle de Qualidade | O Que Verificar | Benefício para o Comprador |
|---|---|---|
Inspeção da primeira peça | Dimensões iniciais da amostra, aparência e recursos funcionais | Confirma a prontidão para produção |
Relatório dimensional | Dimensões críticas, zonas de tolerância e relações de referência | Melhora o ajuste e a confiança na inspeção |
Padrão de superfície cosmética | Marcas visíveis, arranhões, picotes, defeitos de revestimento e variação de cor | Reduz disputas de aparência |
Inspeção de usinagem | Roscas, furos, faces de vedação, referências e áreas de tolerância apertada | Melhora a confiabilidade funcional |
Inspeção de acabamento superficial | Qualidade de revestimento, galvanização, pintura, polimento e acabamento protetor | Melhora a durabilidade e a aceitação do cliente |
Verificação de ajuste de montagem | Ajuste com componentes acoplados e condição final de instalação | Reduz o risco de falha de montagem |
Controle de consistência de lote | Estabilidade dimensional e cosmética entre lotes de produção | Suporta confiabilidade de fornecimento a longo prazo |
Manutenção da ferramentaria | Desgaste do molde, rebarbas, marcas de superfície e repetibilidade | Previne desvio de qualidade durante a produção |
Rastreamento de defeitos | Porosidade, retração, rebarbas, defeitos de usinagem e defeitos de acabamento | Suporta ações corretivas |
Proteção de embalagem | Proteção contra arranhões, danos ao revestimento e deformação | Melhora a qualidade de entrega |
Como Escolher um Fornecedor para Peças de Fundição sob Pressão
A escolha de um fornecedor para peças de fundição sob pressão não deve basear-se apenas no menor preço unitário. Os compradores devem verificar se o fornecedor pode suportar fundição de metal personalizada, seleção de materiais, ferramentaria, usinagem CNC, acabamento superficial, revisão DFM, validação de amostras e controle de produção em lote.
Um fornecedor qualificado deve ajudar os compradores a comparar as direções de materiais de alumínio, zinco e cobre com base na função do produto, peso, resistência, condutividade, aparência, tratamento de superfície e meta de custo. O fornecedor também deve entender como as decisões de ferramentaria, usinagem e acabamento afetam a estabilidade da produção a longo prazo.
A Neway suporta projetos de peças de fundição sob pressão que requerem serviço de fundição de metal, peças de fundição de alumínio sob pressão, peças de fundição de zinco sob pressão, peças de fundição de cobre sob pressão, ferramentaria de fundição sob pressão, usinagem CNC para peças de fundição sob pressão, acabamento superficial e suporte à produção em lote. Para compradores que sourcing peças de fundição sob pressão personalizadas, o planejamento inicial do projeto ajuda a reduzir o risco de produção e melhorar o valor de fornecimento a longo prazo.
Capacidade do Fornecedor | Por Que os Compradores Devem Verificar | O Que Isso Ajuda a Prevenir |
|---|---|---|
Capacidade de fundição de metal personalizada | O fornecedor deve entender diferentes requisitos de peças de fundição sob pressão | Seleção incorreta de processo ou material |
Avaliação de materiais de alumínio, zinco e cobre | Diferentes peças precisam de diferentes prioridades de liga | Escolha errada de material e incompatibilidade de custos |
Fabricação de ferramentas e matrizes | A ferramentaria controla a qualidade da fundição e a produção repetida | Alterações no molde, alta sucata e dimensões instáveis |
Suporte de usinagem CNC | Recursos críticos podem precisar de pós-usinagem após a fundição | Falha de montagem e problemas de tolerância |
Gestão de tratamento de superfície | O acabamento afeta a aparência, resistência à corrosão e valor do produto | Rejeição cosmética e retrabalho de revestimento |
Sugestões de DFM | O design da peça deve ser revisado antes da ferramentaria | Modificação da ferramentaria e falha da amostra |
Suporte à validação de amostras | Amostras de teste ajudam a confirmar dimensões, aparência e montagem | Risco de produção em massa |
Controle de consistência de lote | Projetos de longo prazo precisam de dimensões, acabamento e entrega estáveis | Fornecimento instável e desvio de qualidade |
Suporte à produção a longo prazo | O fornecedor deve suportar pedidos repetidos e manutenção da ferramentaria | Interrupção da produção e aumento do custo total |
FAQ
Quais Peças de Fundição sob Pressão São Melhores para Projetos de Produção em Massa?
Como os Compradores Podem Melhorar o Design de Peças de Fundição sob Pressão Antes da Ferramentaria?
Quando as Peças de Fundição sob Pressão Devem Usar Liga de Alumínio, Zinco ou Cobre?
Como os Compradores Podem Controlar a Qualidade das Peças de Fundição sob Pressão Entre Lotes?
