Shot peening para aumentar a vida útil de ferramentas e moldes
Introdução
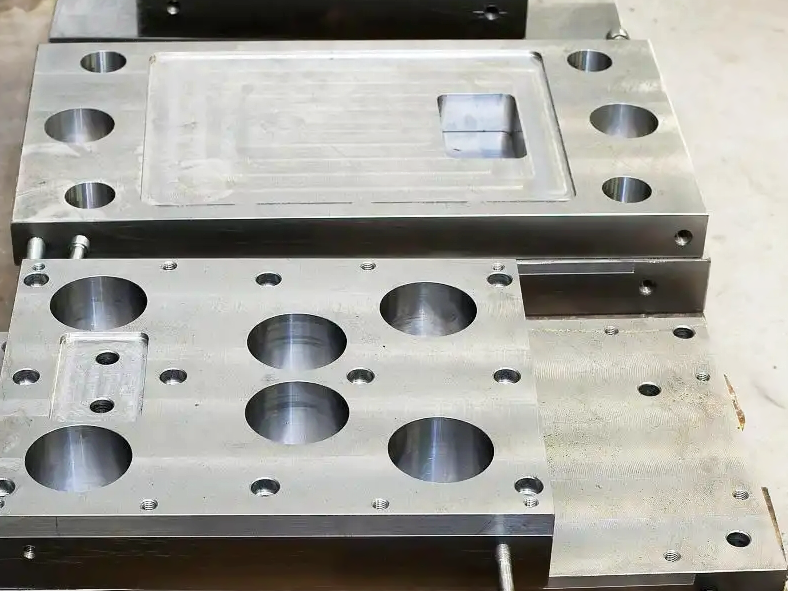
As ferramentas e moldes de fundição sob pressão suportam choques térmicos repetidos, altas pressões de injeção e desgaste mecânico durante a produção em massa. Com o tempo, এসবes esforços levam à fadiga superficial, microfissuras e eventual falha da ferramenta. O shot peening é um tratamento mecânico de superfície amplamente adotado que reforça as superfícies dos moldes ao induzir tensões compressivas benéficas. Utilizado nos setores aeroespacial, automóvel e de conformação de metais, o shot peening é particularmente valioso para aumentar a vida útil de moldes em aço H13, aço D2 e aço P20 utilizados em fundição sob pressão e fundição por gravidade.
O Que É Shot Peening?
O shot peening é um processo de trabalho a frio que bombardeia uma superfície metálica com pequenos meios esféricos (aço, cerâmica ou vidro) a altas velocidades. Cada impacto cria uma indentação microscópica, causando deformação plástica e tensão residual compressiva nas camadas externas do material. Os principais parâmetros do processo incluem:
Diâmetro do meio: 0,2–1,0 mm
Velocidade de impacto: 50–100 m/s
Taxa de cobertura: 100–200% dependendo da aplicação
Intensidade Almen: 0,008–0,024 A (para aços para ferramentas)
Esta camada de tensão compressiva impede a formação e propagação de fissuras, especialmente em áreas do molde propensas à fadiga térmica, como cavidades, machos e linhas de partição.
Principais Benefícios do Shot Peening na Fundição Sob Pressão
Benefício | Melhoria Típica | Impacto na Ferramenta |
|---|---|---|
Resistência à Fadiga | Até 30% de melhoria | Prolonga a vida útil da ferramenta durante os ciclos térmicos |
Supressão de Fissuras | Redução da tensão superficial | Atrasa o início e a propagação de microfissuras |
Controlo da Tensão Superficial | Tensão residual até -700 MPa | Melhora a integridade estrutural de componentes com alta carga |
Condicionamento da Superfície | Remove pequenos defeitos superficiais | Prepara as superfícies para revestimentos ou galvanoplastia |
O shot peening é frequentemente aplicado em ferramentas para fundição sob pressão de alumínio, zinco e ligas de cobre que operam com ciclos curtos e altos gradientes térmicos.
Aços para Ferramentas Adequados e Aplicações
O shot peening é mais adequado para aços para moldes tratados termicamente com elevada dureza e resistência ao desgaste. As aplicações comuns incluem:
Moldes em Aço H13: melhora a resistência à fadiga térmica na fundição de ligas de alumínio
Insertos em Aço D2: reduz o crescimento de fissuras em pinos e machos ejetores críticos para o desgaste
Ferramentas em P20 e S7: aumenta a durabilidade em aplicações de temperatura mais baixa ou em fundição sob pressão de zinco
O processo é especialmente útil para moldes em produção em massa, onde pequenas falhas por fadiga podem causar tempos de paragem e retrabalho dispendiosos.
Aplicação Prática na Manutenção de Ferramentas de Moldes
O shot peening é normalmente realizado durante a preparação inicial da ferramenta ou como parte da manutenção programada. Complementa outros tratamentos de superfície, como a nitretação ou o PVD, ao melhorar a integridade do material base antes da aplicação do revestimento. No fluxo de trabalho de serviços de ferramentas para moldes da Neway, o shot peening é aplicado em:
Pinos de macho e camisas
Superfícies de partição e paredes da cavidade
Placas ejetoras e segmentos móveis do molde
Por exemplo, pinos de macho em H13 submetidos a shot peening, utilizados na fundição A380, mantiveram total integridade funcional para além de 80.000 disparos, em comparação com 50.000 nos equivalentes sem shot peening.
Integração com Pós-Processamento e Acabamento de Superfície
Após o shot peening, a rugosidade da superfície pode aumentar ligeiramente (Ra +0,2–0,6 µm), o que pode ser corrigido por polimento ou tamboreamento com base nos requisitos finais de acabamento superficial. Em fluxos de trabalho de múltiplas etapas, o shot peening é normalmente realizado antes da nitretação, revestimento ou galvanoplastia para garantir forte adesão e melhor desempenho da camada.
O re-peening de rotina é incorporado em planos de manutenção preventiva para ferramentas utilizadas em ambientes de fundição agressivos, prolongando a sua vida operacional e melhorando o ROI da ferramenta.
Perguntas Frequentes
Como o shot peening melhora a resistência à fadiga térmica em ferramentas de fundição sob pressão?
Quais classes de aço para ferramentas beneficiam mais do shot peening?
O shot peening pode ser combinado com outros tratamentos de superfície, como PVD ou nitretação?
Qual é a intensidade ideal de peening para insertos em aço para moldes?
O shot peening afeta as tolerâncias dimensionais da ferramenta?
