Как литые под давлением алюминиевые детали поддерживают проектирование легких изделий

Как литые под давлением алюминиевые детали поддерживают проектирование легких изделий
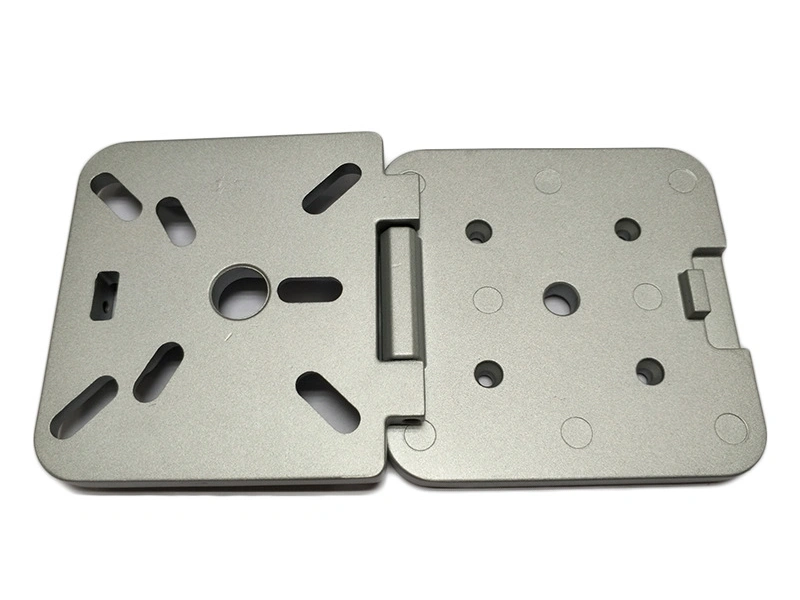
Литые под давлением алюминиевые детали широко используются, когда покупателям требуются легкие металлические конструкции со стабильными размерами, интегрированными функциями и масштабируемым производством. Они распространены в автомобильных корпусах, электронных корпусах, корпусах осветительных приборов, корпусах радиаторов, крышках двигателей, корпусах насосов, монтажных кронштейнах, конструкционных крышках, деталях промышленного оборудования и корпусах потребительских товаров.
Для команд разработчиков продукции литые под давлением алюминиевые детали являются не просто заменой обработанным на станках алюминиевым деталям. Они позволяют покупателям интегрировать ребра жесткости, бобышки, монтажные точки, крышки, корпуса и функциональные поверхности в одну производственную деталь. Это может сократить этапы сборки, обеспечить повторяемость партий и помочь контролировать долгосрочные производственные затраты при стабильном дизайне.
Успешный проект литья алюминия под давлением должен балансировать между легкой структурой, теплоотводом, прочностью, технологичностью оснастки, потребностями в ЧПУ-обработке, финишной отделкой поверхности и производственной валидацией. Если эти факторы будут рассмотрены до изготовления пресс-формы, покупатели смогут снизить количество изменений конструкции, переделок после механической обработки, дефектов поверхности и рисков при серийном производстве.
Почему покупатели используют литые под давлением алюминиевые детали при проектировании изделий
Покупатели используют литые под давлением алюминиевые детали, потому что они сочетают в себе характеристики легкого металла со сложной геометрией и стабильным производством. По сравнению с обработкой каждой детали из сплошного алюминия на станке, литье под давлением позволяет сформировать основную структуру с помощью оснастки, оставив только критические зоны для ЧПУ-обработки.
Это делает литье алюминия под давлением полезным для продуктов, требующих металлической прочности, сниженного веса, интегрированных монтажных элементов, готовых поверхностей и производства средних и больших объемов. Процесс также может поддерживать полировку, покраску, порошковое покрытие и другие виды поверхностной обработки при надлежащем контроле качества исходной отливки.
Для покупателей, закупающих детали литья под давлением, ценность литых под давлением алюминиевых деталей заключается в сочетании гибкости проектирования продукции с повторяемым производством.
Применение | Почему подходит литье алюминия под давлением | Опасения покупателя |
|---|---|---|
Автомобильные корпуса | Поддерживает легкую структуру и стабильное производство | Прочность, вес и一致性 партий |
Электронные корпуса | Обеспечивает защиту, внешний вид и интегрированные монтажные элементы | Стабильность размеров и качество поверхности |
Корпуса осветительных приборов | Поддерживает тепловой контроль, структуру и готовый внешний вид | Тепловые характеристики и качество покрытия |
Корпуса радиаторов | Может интегрировать охлаждающие ребра и контактные поверхности | Теплоотвод и точность ЧПУ-обработки |
Крышки двигателей | Поддерживает металлическую защиту и повторяемые элементы сборки | Плоскостность, отверстия и уплотнительные поверхности |
Корпуса насосов | Может формировать сложные корпуса с обработанными функциональными зонами | Уплотнительные поверхности, резьба и инспекция |
Монтажные кронштейны | Объединяет ребра, бобышки и монтажные отверстия в одной детали | Несущая способность и положение отверстий |
Детали промышленного оборудования | Поддерживает долговечные индивидуальные металлические конструкции для производства | Долгосрочные поставки и стабильность качества |
Как литые под давлением алюминиевые детали помогают снизить вес без потери функциональности
Проектирование легких изделий не означает просто сделать каждую стенку тоньше. Литые под давлением алюминиевые детали нуждаются в сбалансированной структуре, которая уменьшает лишний материал, сохраняя при этом прочность, жесткость, точность сборки и стабильность литья.
Покупателям следует проверить толщину стенок, конструкцию ребер, радиусы углов, положение бобышек, компоновку монтажных отверстий, зоны нагрузки, зоны теплоотвода и базовые поверхности сборки перед изготовлением оснастки. Эти элементы влияют как на производительность продукта, так и на его технологичность.
Если снижение веса будет чрезмерным без анализа технологичности (DFM), деталь может пострадать от локальной усадки, деформации, слабых зон сборки, нестабильности размеров после ЧПУ-обработки и большего количества проблем с финишной отделкой поверхности. Лучший дизайн использует ребра, бобышки и контролируемую толщину стенок для снижения веса при сохранении функциональности детали.
Зона облегченного дизайна | Что должны проверить покупатели | Риск при игнорировании |
|---|---|---|
Толщина стенки | Использовать разумную иconsistentную толщину там, где это возможно | Усадка, пористость или слабые зоны |
Конструкция ребер | Добавлять жесткость, не делая локальные сечения слишком толстыми | Плохое заполнение, следы усадки или локальная усадка |
Радиус угла | Использовать подходящие радиусы для поддержки потока металла и снижения напряжений | Недоливы, трещины или слабые углы |
Положение бобышек | Размещать бобышки для поддержки крепления без создания толстых горячих точек | Усадка и низкая прочность винтового соединения |
Компоновка монтажных отверстий | Планировать отверстия с учетом нагрузки при сборке и доступа для обработки | Несоосность и более высокая стоимость постобработки |
Зоны нагрузки | Усиливать только там, где требуется прочность | Избыточный вес или слабые функциональные зоны |
Базовые поверхности сборки | Определить базовые зоны до изготовления оснастки и обработки | Нестабильная обработка и вариации при сборке |
Как теплоотвод влияет на проектирование литых под давлением алюминиевых деталей
Теплоотвод является одной из причин, по которой покупатели выбирают литые под давлением алюминиевые детали для корпусов осветительных приборов, электронных корпусов, крышек двигателей, корпусов радиаторов и тепловых структур. Алюминий может поддерживать легкую структуру и тепловые характеристики, но конструкция детали должна балансировать тепловой поток, стабильность литья и потребности в последующей обработке.
Элементы радиатора, охлаждающие ребра и монтажные поверхности должны быть тщательно спроектированы. Большее количество ребер может увеличить площадь поверхности, но если ребра слишком тонкие, слишком глубокие или плохо расположены, они могут создать проблемы с заполнением формы. Контактные поверхности, передающие тепло другому компоненту, также могут потребовать ЧПУ-обработки для обеспечения плоскостности и стабильной сборки.
Следует также учитывать финишную отделку поверхности. Покраска, порошковое покрытие или защитное покрытие могут потребоваться для внешнего вида и коррозионной стойкости, но покупатели должны подтвердить, влияет ли отделка на тепловые характеристики, качество поверхности или требования к сборке.
Зона проектирования | Почему это важно | Опасения покупателя |
|---|---|---|
Толщина стенки | Влияет на тепловой поток и стабильность литья | Избегать усадки и слабых зон |
Охлаждающие ребра | Увеличивают площадь поверхности для теплоотвода | Баланс между теплоотводом и заполнением формы |
Монтажные поверхности | Соединяют деталь с другими компонентами | Могут потребовать ЧПУ-обработки |
Выбор материала | Влияет на тепловые характеристики и стабильность производства | Соответствие среде эксплуатации продукта |
Отделка поверхности | Влияет на внешний вид, защиту и иногда на тепловое поведение | Подтвердить покрытие и функцию |
Как ребра, бобышки и монтажные элементы влияют на производство
Литые под давлением алюминиевые детали часто интегрируют несколько функциональных структур в один компонент. Ребра улучшают жесткость, бобышки поддерживают винты или сборку, а монтажные элементы помогают детали соединяться с другими компонентами. Эти структуры могут сократить этапы сборки, но они должны быть спроектированы с учетом литья и механической обработки.
Ребра могут улучшить жесткость, но плохой дизайн ребер может увеличить риск усадки или проблемы с заполнением. Бобышки могут поддерживать крепление, но локальные толстые сечения могут создать проблемы с качеством. Монтажные элементы нуждаются в достаточном количестве материала для ЧПУ-обработки, особенно когда требуются отверстия, резьба или поверхности с контролем плоскостности.
Поскольку эти элементы влияют как на литье, так и на сборку, покупатели должны подтвердить их во время анализа технологичности (DFM) перед началом изготовления оснастки для литых под давлением алюминиевых деталей.
Элемент | Производственная ценность | Риск планирования |
|---|---|---|
Ребра | Улучшают жесткость, не делая всю деталь тяжелой | Могут вызвать проблемы с заполнением или усадкой при плохом дизайне |
Бобышки | Поддерживают винты, вставки и точки сборки | Могут создавать толстые сечения и локальную усадку |
Монтажные элементы | Помогают детали соединяться с другими компонентами | Требуют припуска на обработку и планирования допусков |
Отверстия | Поддерживают крепление, позиционирование или сборку | Могут потребовать сверления, нарезания резьбы или расточки после литья |
Резьба | Обеспечивают функцию крепления | Обычно требуют ЧПУ-обработки после литья под давлением |
Базовые поверхности сборки | Контролируют, как деталь сопрягается с другими компонентами | Требуют планирования допусков и обработки перед изготовлением оснастки |
Как планировать критические допуски на литых под давлением алюминиевых деталях
Покупателям не следует устанавливать жесткие допуски на каждый размер литой под давлением алюминиевой детали. Слишком жесткие допуски могут увеличить время ЧПУ-обработки, затраты на инспекцию, сложность оснастки и производственные переделки без улучшения фактической функции продукта.
Критические допуски должны фокусироваться на монтажных отверстиях, резьбовых отверстиях, уплотнительных поверхностях, базовых поверхностях, подшипниковых отверстиях,定位 элементах, интерфейсах сборки и зонах с контролем плоскостности. Некритические зоны часто могут оставаться в состоянии после литья или использовать обычные допуски литья.
Для ЧПУ-обработки литых под давлением алюминиевых деталей покупатели должны маркировать только функциональные зоны, требующие высокой точности. Это помогает контролировать затраты, сохраняя стабильность посадки, герметичности и сборки.
Критическая зона | Почему может потребоваться жесткий контроль | Точка контроля затрат |
|---|---|---|
Монтажные отверстия | Положение отверстия влияет на установку и выравнивание | Обрабатывать только отверстия, влияющие на сборку |
Резьбовые отверстия | Резьба требует контролируемой глубины, шага и выравнивания | Определить требования к резьбе до запроса коммерческого предложения |
Уплотнительные поверхности | Плоскостность и качество поверхности влияют на контроль утечек | Применять плоскостность только там, где требуется герметизация |
Базовые поверхности | Базы направляют обработку, инспекцию и сборку | Подтвердить схему баз до изготовления оснастки |
Подшипниковые отверстия | Круглость и диаметр влияют на посадку и движение | Использовать ЧПУ-обработку для функциональных зон отверстий |
Позиционирующие элементы | Поверхности позиционирования контролируют повторяемую сборку | Оставлять нефункциональные поверхности в состоянии после литья |
Интерфейсы сборки | Сопрягаемые зоны влияют на посадку конечного продукта | Сфокусировать инспекцию на функциональных интерфейсах |
Зоны с контролем плоскостности | Само литье может не соответствовать строгой плоскостности | Избегать применения требований к плоскостности к скрытым некритическим зонам |
Литые под давлением алюминиевые детали против полностью обработанных на ЧПУ алюминиевых деталей
Покупатели часто сравнивают литые под давлением алюминиевые детали с полностью обработанными на ЧПУ алюминиевыми деталями. Правильный вариант зависит от объема производства, сложности детали, требований к точности, бюджета на оснастку и целей по долгосрочным затратам.
Если проекту требуется всего несколько прототипов или деталей малой серии, ЧПУ-обработка из сплошного алюминия может быть быстрее и проще, поскольку не требуется оснастка для литья под давлением. Если продукт имеет стабильный спрос и сложную геометрию, литье под давлением плюс ЧПУ-обработка обычно обеспечивают лучший контроль долгосрочных затрат.
Распространенная производственная стратегия заключается в использовании литья под давлением для формирования основной формы детали и использовании ЧПУ-обработки только для отверстий, резьбы, уплотнительных поверхностей, баз и других функциональных зон высокой точности. Такой подход позволяет сбалансировать стоимость, функцию и качество партий.
Вариант | Лучше всего подходит для | Опасения покупателя |
|---|---|---|
Литые под давлением алюминиевые детали | Сложные детали средних и больших объемов | Инвестиции в оснастку и стабильность производства |
Полностью обработанные на ЧПУ алюминиевые детали | Прототипы, детали малых серий и высокоточные детали из сплошного материала | Более высокая удельная стоимость для сложного производства |
Литье под давлением плюс ЧПУ-обработка | Производственные детали с функциональными зонами высокой точности | Баланс стоимости, функции и качества партий |
Покупатели, сравнивающие материалы и маршруты процессов, также могут ознакомиться с деталями литья цинка под давлением для мелких прецизионных деталей или деталями литья меди под давлением для токопроводящих или функциональных компонентов.
Как оснастка влияет на производительность литых под давлением алюминиевых деталей
Оснастка является ключевым фактором производительности литых под давлением алюминиевых деталей. Она влияет на стабильность заполнения, риск пористости, риск усадки, облой и заусенцы, положение линии разъема, следы от выталкивателей, припуск на обработку, качество отделки поверхности, повторяемость размеров и время производственного цикла.
Для покупателей оснастку не следует рассматривать просто как стоимость формы. Дизайн пресс-формы влияет на утверждение образцов, стабильность партий, успешность ЧПУ-обработки, качество отделки поверхности и долгосрочные производственные затраты.
Квалифицированный производитель должен проверить структуру пресс-формы, дизайн литниковой системы, вентиляцию, охлаждение, расположение выталкивателей, линии разъема, припуск на обработку и косметические поверхности перед началом изготовления штамповой оснастки. Это помогает снизить модификации пресс-формы и нестабильность производства.
Фактор оснастки | Как это влияет на литые под давлением алюминиевые детали | Риск для покупателя при игнорировании |
|---|---|---|
Стабильность заполнения | Контролирует, правильно ли алюминий заполняет тонкие и сложные зоны | Недолив, недоливы (холодные спаи) и слабые зоны |
Риск пористости | Зависит от вентиляции, пути потока и контроля процесса | Открытые поры после обработки или отделки |
Риск усадки | Зависит от толщины стенок, охлаждения и контроля горячих точек | Внутренние дефекты и следы на поверхности |
Облой и заусенцы | Связаны с подгонкой формы, линиями разъема и износом оснастки | Дополнительное удаление заусенцев и проблемы со сборкой |
Следы от выталкивателей | Зависят от расположения выталкивателей и усилия извлечения детали | Видимые следы на косметических поверхностях |
Припуск на обработку | Оставляет материал для отверстий, поверхностей и баз после литья | Брак или плохой конечный допуск |
Повторяемость размеров | Зависит от точности пресс-формы, охлаждения и стабильности процесса | Вариации партий и неудачи при инспекции |
Время производственного цикла | Дизайн оснастки влияет на эффективность охлаждения и извлечения | Более высокая удельная стоимость и задержки поставок |
Как валидировать видимые литые под давлением алюминиевые детали
Видимые литые под давлением алюминиевые детали требуют большего, чем просто одобрение размеров. Если деталь используется как обращенный к клиенту корпус, крышка, элемент освещения, enclosure или элемент конструкционного внешнего вида, покупатели должны валидировать косметические поверхности, положение линии разъема, следы от выталкивателей, следы удаления литника, результат полировки, результат покрытия или покраски, consistency цвета, шероховатость поверхности, критерии допустимых дефектов и защиту упаковки.
Детали внешнего вида не должны утверждаться только по фотографиям образцов. Покупатели и производители должны создать повторяемый стандарт поверхности, который можно использовать при инспекции партий. Это помогает снизить субъективные споры после начала массового производства.
Для индивидуальных литых металлических деталей валидация видимой поверхности должна быть связана с оснасткой, удалением заусенцев, полировкой, покрытием, покраской, инспекцией и упаковкой. Если эти шаги не согласованы, первый образец может выглядеть приемлемым, в то время как последующие партии станут несогласованными.
Элемент валидации видимой детали | Что должны проверить покупатели | Почему это важно |
|---|---|---|
Косметические поверхности | Какие поверхности являются видимыми или критичными для внешнего вида | Направляет планирование оснастки, полировки и инспекции |
Положение линии разъема | Появляются ли линии разъема на важных видимых зонах | Снижает жалобы на внешний вид |
Следы от выталкивателей | Влияют ли следы от выталкивателей на видимые или сборочные поверхности | Улучшает косметическое и функциональное принятие |
Следы удаления литника | Видны ли следы обрезки или шлифовки | Контролирует качество полировки и отделки поверхности |
Результат полировки | Гладкость и consistency поверхности после полировки | Улучшает качество видимой поверхности |
Результат покрытия или покраски | Цвет, покрытие, адгезия и дефекты поверхности | Улучшает принятие конечного продукта |
Consistency цвета | Соответствие цвета между образцами и партиями | Снижает вариации внешнего вида, обращенного к клиенту |
Критерии допустимых дефектов | Допустимые царапины, ямки, следы, поры и вариации цвета | Создает четкий стандарт инспекции партий |
Защита упаковки | Защита от царапин, вмятин и повреждений покрытия | Сохраняет готовый внешний вид во время доставки |
Часто задаваемые вопросы (FAQ)
Как потребности в теплоотводе изменяют проектирование литых под давлением алюминиевых деталей?
Как покупателям следует планировать ребра, бобышки и монтажные элементы в алюминиевых деталях?
Как покупатели могут установить критические допуски без избыточной обработки алюминиевых деталей?
Как следует валидировать видимые литые под давлением алюминиевые детали перед производством?
