Как литье алюминия под высоким давлением поддерживает сложные производственные детали
Как литье алюминия под высоким давлением поддерживает сложные производственные детали
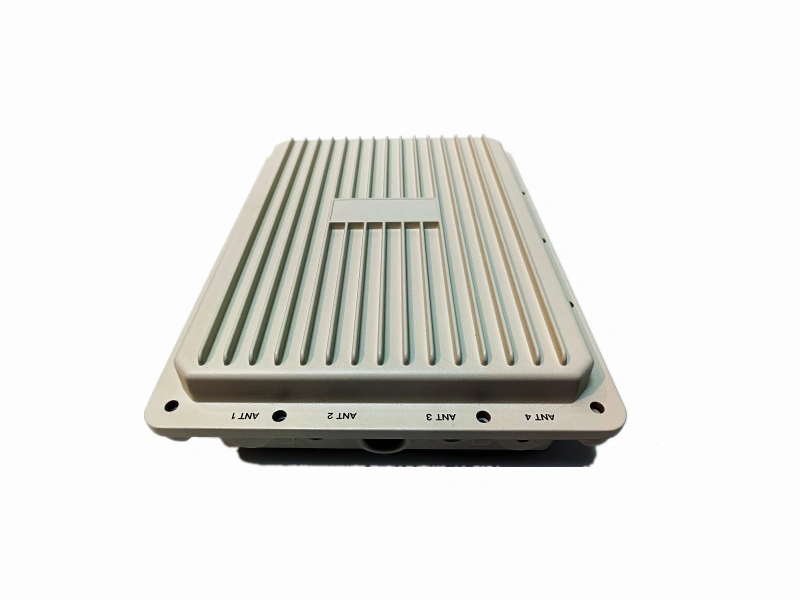
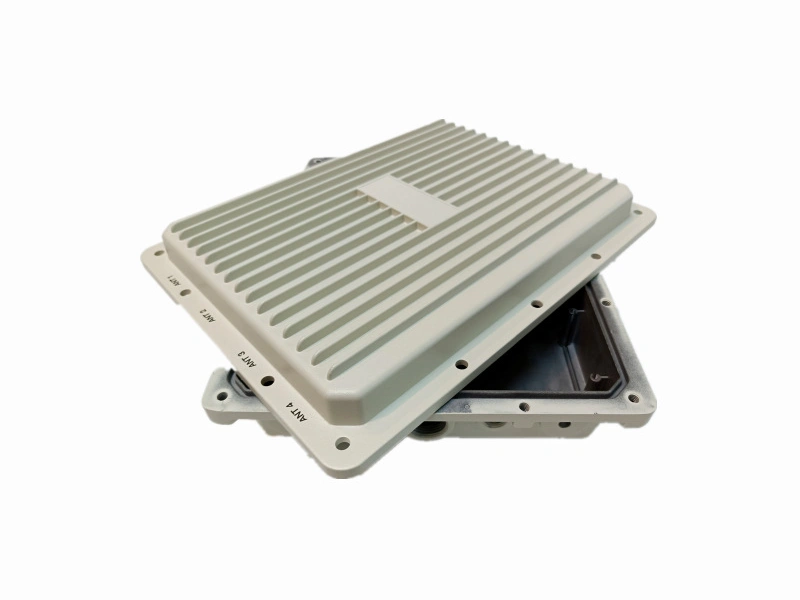
Литье алюминия под высоким давлением помогает заказчикам производить сложные алюминиевые детали с тонкими стенками, ребрами, бобышками, крепежными элементами, видимыми поверхностями и зонами локальной обработки на станках с ЧПУ. Оно часто используется для алюминиевых корпусов, корпусов светильников, корпусов радиаторов, крышек двигателей, корпусов насосов, электронных корпусов, автомобильных крышек, монтажных кронштейнов и промышленных алюминиевых крышек.
Для заказчиков ценность литья алюминия под высоким давлением заключается не только в возможности формования сложных фигур. Реальная ценность состоит в том, могут ли дизайн детали, оснастка, путь потока металла, вентиляция, охлаждение, припуск на механическую обработку, чистовая отделка поверхности и валидация пробного запуска работать согласованно до начала массового производства.
Если эти детали не будут рассмотрены на раннем этапе, проект может столкнуться с неполным заполнением, холодными спаями, пористостью, короблением, открытыми порами после механической обработки, косметическими дефектами и нестабильным качеством партий. Надежный проект должен соединять обзор дизайна, планирование оснастки, обработку на станках с ЧПУ и валидацию производства с самого начала.
Почему литье алюминия под высоким давлением подходит для сложной геометрии деталей
Литье алюминия под высоким давлением подходит для сложной геометрии деталей, поскольку расплавленный алюминий может заполнять специальные полости формы под давлением. Это делает его полезным для алюминиевых деталей, включающих тонкие стенки, ребра, бобышки, монтажные отверстия, зоны уплотнения, плоские контактные поверхности, видимые поверхности, требования к покрытию и зоны локальной обработки на станках с ЧПУ.
Эти особенности распространены в алюминиевых корпусах, корпусах светильников, корпусах радиаторов, крышках двигателей, корпусах насосов, электронных корпусах, автомобильных крышках, монтажных кронштейнах, промышленных алюминиевых крышках и нестандартных деталях, изготовленных методом литья алюминия под давлением.
Однако сложная геометрия также увеличивает риск производства. Тонкие стенки может быть трудно заполнить. Толстые бобышки могут вызвать усадку. Поверхности уплотнения могут обнажить пористость после обработки на станках с ЧПУ. Видимые поверхности могут быть затронуты следами литника, следами толкателей или линиями разъема формы. Именно поэтому сложные алюминиевые детали нуждаются в раннем обзоре DFM (технологичности конструкции) и планировании оснастки.
Сложная особенность | Почему это подходит для литья алюминия под высоким давлением | Пункт планирования для заказчика |
|---|---|---|
Тонкие стенки | Могут снизить вес и поддержать компактные алюминиевые конструкции | Проверить путь заполнения и постоянство толщины стенок |
Ребра | Улучшают жесткость, не делая всю деталь тяжелой | Сбалансировать расположение ребер с потоком металла |
Бобышки | Поддерживают винты, вставки и точки крепления | Избегать локальных толстых сечений и риска усадки |
Монтажные отверстия | Поддерживают сборку и позиционирование | Подтвердить, какие отверстия требуют обработки на станках с ЧПУ |
Зоны уплотнения | Могут быть сформированы при литье и обработаны механически | Контролировать риск пористости перед механической обработкой |
Видимые поверхности | Могут поддерживать покраску, покрытие или полировку после литья | Защитить косметические поверхности при проектировании оснастки |
Плоские контактные поверхности | Могут быть отлиты близкими к конечной форме и обработаны для функции | Запланировать припуск на механическую обработку и базовые поверхности |
Как тонкие стенки и сложные особенности влияют на литье алюминия под высоким давлением
Тонкие стенки и сложные особенности имеют решающее значение в проектах по литью алюминия под высоким давлением. Заказчики должны проверить постоянство толщины стенок, заполнение тонких стенок, расположение ребер, толщину бобышек, путь потока, радиус скругления углов, угол уклона, локальные толстые сечения, припуск на механическую обработку и баланс охлаждения перед началом изготовления оснастки.
Если эти детали дизайна не контролируются, отливка может пострадать от неполного заполнения, холодных спаев, пористости, усадки, коробления, слабой структуры, поверхностных следов и нестабильности партии. Эти проблемы могут стать полностью видимыми только на этапе пробных образцов, обработки на станках с ЧПУ или производства пробной партии.
Хороший дизайн тонких стенок должен не только снижать вес. Он также должен поддерживать стабильный поток металла, сбалансированное охлаждение, разумную прочность и достаточное количество материала для функциональных зон механической обработки.
Особенность тонкой стенки или сложная особенность | Что должны проверить заказчики | Риск при игнорировании |
|---|---|---|
Постоянство толщины стенок | Проверить тонкие зоны, толстые сечения и переходные зоны | Коробление, усадка и нестабильные размеры |
Заполнение тонких стенок | Подтвердить, может ли алюминий заполнить длинные или узкие секции | Неполное заполнение и холодные спаи |
Расположение ребер | Проверить толщину ребер, расположение и поддержку потока | Плохое заполнение или слабая структура |
Толщина бобышек | Проверить зоны крепления и локальные горячие точки | Усадка, пористость и поверхностные следы |
Путь потока | Проверить, как расплавленный алюминий движется через полость | Захват воздуха и нестабильное заполнение |
Радиус скругления углов | Использовать подходящие радиусы для улучшения потока и снижения напряжений | Холодные спаи, трещины или слабые углы |
Угол уклона | Подтвердить извлечение детали из формы | Следы протяжки, залипание и проблемы с выталкиванием |
Припуск на механическую обработку | Оставить достаточно материала для отверстий, поверхностей и базовых поверхностей | Брак, переделка или плохой конечный допуск |
Баланс охлаждения | Проверить горячие точки и контроль затвердевания | Коробление и вариации партии |
Как путь потока и вентиляция влияют на качество литья алюминия под давлением
Путь потока и вентиляция напрямую влияют на качество литья алюминия под давлением. При литье алюминия под высоким давлением расплавленный металл должен быстро и равномерно заполнять тонкие стенки, ребра, бобышки и сложные элементы. Если путь потока плохой или захваченный воздух не может выйти, деталь может иметь пористость, холодные спаи, неполное заполнение или поверхностные дефекты.
Заказчики не должны рассматривать путь потока и вентиляцию только как технические детали со стороны поставщика. Эти решения влияют на то, можно ли безопасно обрабатывать функциональные поверхности, приемлемы ли видимые поверхности и может ли серийное производство оставаться стабильным.
Перед началом изготовления оснастки поставщик должен совместно рассмотреть положение литника, баланс литниковой системы, вентиляцию, конструкцию переливов, схему охлаждения, расположение линии разъема формы и припуск на механическую обработку.
Область планирования | Почему это важно | Забота заказчика |
|---|---|---|
Путь потока | Контролирует, как расплавленный алюминий заполняет полость | Избежать неполного заполнения |
Положение литника | Влияет на направление заполнения и поверхностные следы | Защитить функциональные и видимые зоны |
Вентиляция | Помогает выпустить захваченный воздух | Снизить риск пористости |
Конструкция переливов | Помогает стабилизировать качество заполнения | Улучшить повторяемость |
Схема охлаждения | Влияет на усадку и коробление | Улучшить размерную стабильность |
Линия разъема формы | Влияет на внешний вид и отделку | Избежать споров по косметике |
Припуск на механическую обработку | Защищает функциональные поверхности после литья | Снизить риск после механической обработки |
Как оснастка должна поддерживать литье алюминия под высоким давлением
Оснастка является одним из наиболее важных факторов при литье алюминия под высоким давлением. Конечное качество определяется не только машиной для литья под давлением. Дизайн оснастки влияет на заполнение, пористость, усадку, коробление, внешний вид поверхности, припуск на обработку на станках с ЧПУ и постоянство партии.
Перед началом изготовления оснастки для литья алюминия под высоким давлением заказчики и поставщики должны рассмотреть компоновку полостей формы, дизайн литника, баланс литниковой системы, вентиляцию, переливы, каналы охлаждения, положение выталкивающих штифтов, расположение линии разъема формы, требования к ползунам или вставкам, припуск на механическую обработку и защиту косметических поверхностей.
Если оснастка не спланирована должным образом, пробные образцы могут выглядеть несогласованно, обработанные зоны могут обнажить дефекты, видимые поверхности могут не соответствовать косметическим стандартам, а долгосрочное производство может стать нестабильным.
Область оснастки | Что это контролирует | Риск для заказчика при слабости |
|---|---|---|
Компоновка полостей формы | Форма детали, баланс полостей и повторяемость производства | Нестабильные образцы и несогласованное производство |
Дизайн литника | Направление входа металла и качество заполнения | Следы потока, холодные спаи и плохое заполнение |
Баланс литниковой системы | Стабильный поток алюминия в сложные элементы | Неравномерное заполнение и вариации партии |
Вентиляция | Выход воздуха при заполнении под высоким давлением | Пористость и внутренние дефекты |
Перелив | Стабилизация заполнения и контроль дефектов | Нестабильная поверхность и проблемы с повторяемостью |
Канал охлаждения | Затвердевание, усадка и контроль цикла | Коробление, усадка и дрейф размеров |
Положение выталкивающего штифта | Извлечение детали и расположение поверхностных следов | Следы на косметических или функциональных поверхностях |
Расположение линии разъема формы | Облой, заусенцы и размещение видимой линии | Переделка отделки и споры о внешнем виде |
Требование к ползуну или вставке | Поднутрения, сложные элементы и функция формы | Сложность оснастки и риск обслуживания |
Припуск на механическую обработку | Материал, оставленный для отверстий, поверхностей и баз | Недостаточный припуск или переделка механической обработки |
Защита косметической поверхности | Видимые поверхности, зоны покрытия и стандарты внешнего вида | Косметический брак после отделки |
Как следует управлять риском пористости перед механической обработкой
Риском пористости следует управлять до механической обработки на станках с ЧПУ, а не после того, как обработка обнажит проблему. Многие детали, отлитые из алюминия под давлением, могут выглядеть приемлемыми в литом состоянии, но внутренние поры могут появиться после обработки поверхностей уплотнения, резьбовых отверстий, поверхностей с контролем плоскостности или контактных зон.
Это особенно важно для корпусов насосов, крышек двигателей, корпусов, корпусов радиаторов, крепежных деталей и деталей с требованиями к уплотнению или сборке. Если обработанные зоны обнажают пористость, деталь может не пройти тест на герметичность, проверку сборки или косметическую приемку.
Заказчики должны подтвердить, какие зоны не могут иметь открытой пористости, до изготовления оснастки и пробных образцов. Дизайн оснастки, положение литника, вентиляция, припуск на механическую обработку и валидационные испытания должны поддерживать эти критические зоны.
Элемент контроля пористости | Что должны подтвердить заказчики | Почему это важно |
|---|---|---|
Поверхности уплотнения | Какие поверхности должны оставаться свободными от открытых пор после механической обработки | Снижает утечки и отказы уплотнения |
Поверхности с контролем плоскостности | Какие поверхности требуют окончательной механической обработки и стабильного контакта | Улучшает результаты сборки и проверки |
Резьбовые отверстия | Положение резьбы, глубина и допустимый уровень пористости | Улучшает надежность крепления |
Критические обработанные зоны | Какие обработанные зоны не должны показывать поры или поверхностные дефекты | Предотвращает брак после последующей механической обработки |
Припуск на механическую обработку | Осталось ли достаточно материала для стабильной окончательной механической обработки | Снижает риск переделки и открытых дефектов |
Положение литника и вентиляции | Избегают ли критические зоны зон высокого риска пористости | Защищает функциональные поверхности |
Механическая обработка пробного образца | Должны ли образцы деталей быть разрезаны или обработаны для валидации | Выявляет скрытую пористость до производства |
Испытание давлением или сборкой | Требуется ли для применения испытание на утечку, давление или посадку | Подтверждает функциональные характеристики |
Как литье алюминия под высоким давлением сравнивается с другими производственными маршрутами
Литье алюминия под высоким давлением следует сравнивать с другими производственными маршрутами на основе геометрии детали, годового спроса, зон механической обработки, требований к поверхности и планов долгосрочного производства. Заказчики не должны спрашивать только о том, какой процесс лучше. Более правильный вопрос — какой процесс соответствует требованиям продукта и общим производственным затратам.
Литье алюминия под высоким давлением часто подходит для сложных алюминиевых деталей при повторном производстве. Полная обработка на станках с ЧПУ может быть лучше для прототипов, мелкосерийных деталей или цельных прецизионных деталей. Литье под давлением плюс обработка на станках с ЧПУ часто является лучшим маршрутом для производственных деталей, которым требуются как сложная геометрия, так и функциональные прецизионные зоны.
Заказчики, сравнивающие различные направления материалов, также могут рассмотреть нестандартное литье металлов, литье цинка под давлением и литье меди под давлением на основе размера детали, веса, проводимости, внешнего вида и целевой стоимости.
Производственный маршрут | Лучшее соответствие | Забота заказчика |
|---|---|---|
Литье алюминия под высоким давлением | Сложные алюминиевые детали при повторном производстве | Оснастка и контроль процесса |
Литье под низким давлением | Крупные детали или другие требования к заполнению | Время цикла и соответствие геометрии |
Полная обработка на станках с ЧПУ | Прототипы или мелкосерийные прецизионные цельные детали | Более высокая удельная стоимость для сложных форм |
Литье под давлением плюс обработка на станках с ЧПУ | Производственные детали с функциональными прецизионными зонами | Баланс стоимости и функции |
Как пробные запуски подтверждают окно процесса перед массовым производством
Пробные запуски подтверждают окно процесса перед массовым производством. Это не просто мелкосерийное производство. Они помогают заказчикам и поставщикам проверить, могут ли процесс литья, план механической обработки, чистовая отделка поверхности и стандарты инспекции оставаться стабильными на протяжении повторяющихся деталей.
Риски литья алюминия под высоким давлением не всегда видны на одном образце. Нестабильность заполнения, пористость, коробление, рост заусенцев, облой, вариации обработанных элементов, дефекты покрытия и проблемы посадки при сборке могут проявиться только после производства большего количества деталей.
Пробный запуск должен подтвердить стабильность заполнения, уровень пористости, коробление, стабильность толщины стенок, уровень заусенцев и облоя, точность обработанных элементов, результат чистовой отделки поверхности, посадку при сборке, повторяемость партии и формат отчетов об инспекции.
Элемент валидации пробного запуска | Что должны проверить заказчики | Почему это важно |
|---|---|---|
Стабильность заполнения | Заполняются ли тонкие стенки, ребра и сложные зоны постоянно | Подтверждает окно процесса литья |
Уровень пористости | Видимые поры и открытые поры после механической обработки | Снижает функциональный и косметический риск |
Коробление | Плоскостность, посадка при сборке и деформация детали | Улучшает размерную стабильность |
Стабильность толщины стенок | Тонкие зоны, толстые зоны и секции ребер | Подтверждает стабильную структуру детали |
Уровень заусенцев и облоя | Кромки, отверстия, линии разъема формы и зоныhandling | Снижает проблемы отделки и сборки |
Точность обработанных элементов | Резьбы, отверстия, поверхности, базы и зоны с контролем допуска | Подтверждает постоянство обработки на станках с ЧПУ |
Результат чистовой отделки поверхности | Полировка, покраска, покрытие и качество видимой поверхности | Подтверждает стандарт внешнего вида |
Посадка при сборке | Посадка с сопрягаемыми деталями и установка в конечный продукт | Снижает риск сборки на производстве |
Повторяемость партии | Остаются ли размеры и внешний вид стабильными на всех деталях | Подтверждает готовность к полномасштабному производству |
Формат отчета об инспекции | Записаны ли четко размерные, косметические и функциональные проверки | Создает доказательства утверждения производства |
Как заказчики должны работать с поставщиком по литью алюминия под высоким давлением
Заказчики должны работать с поставщиком, который может поддерживать литье алюминия под высоким давлением от обзора DFM до пробного запуска и повторного производства. Поставщик должен не только предоставлять-quote на деталь, но и оценивать особенности тонких стенок, путь потока, вентиляцию, оснастку, припуск на обработку на станках с ЧПУ, риск пористости, чистовую отделку поверхности и повторяемость производства.
Квалифицированный поставщик должен помочь заказчикам определить, где деталь легко отлить, где деталь может иметь риск заполнения или пористости, какие поверхности требуют обработки на станках с ЧПУ, какие поверхности являются косметическими и как проект должен быть валидирован перед полным производством.
Neway поддерживает проекты по литью алюминия под высоким давлением, которые требуют литья алюминия под давлением, изготовления пресс-форм и штампов, обработки на станках с ЧПУ после литья под давлением, нестандартного литья металлов, чистовой отделки поверхности, пробных образцов, валидации пробного запуска и контроля качества повторного производства.
Возможности поставщика | Что должны проверить заказчики | Почему это важно |
|---|---|---|
Обзор DFM | Может ли поставщик проверить тонкие стенки, ребра, бобышки и уклоны перед изготовлением оснастки? | Снижает изменения формы и отказ образцов |
Оценка особенностей тонких стенок | Может ли поставщик оценить риск заполнения и стабильность толщины стенок? | Улучшает качество сложных деталей |
Обзор пути потока и вентиляции | Может ли поставщик правильно спланировать литник, литниковую систему, вентиляцию и переливы? | Снижает пористость и неполное заполнение |
Планирование оснастки | Может ли поставщик поддержать проектирование, корректировку и обслуживание формы? | Улучшает повторяемость производства |
Припуск на обработку на станках с ЧПУ | Может ли поставщик запланировать припуск для отверстий, поверхностей и баз? | Предотвращает нехватку материала при обработке и переделку |
Контроль пористости и коробления | Может ли поставщик валидировать рискованные зоны до производства? | Защищает функциональное и косметическое качество |
Валидация чистовой отделки поверхности | Может ли поставщик управлять полировкой, покраской, покрытием и проверками внешнего вида? | Снижает споры по косметике |
Пробные образцы | Может ли поставщик предоставить образцы с инспекцией и действиями по улучшению? | Подтверждает раннюю готовность проекта |
Поддержка пробного запуска | Может ли поставщик валидировать окно процесса перед полным производством? | Снижает риск массового производства |
Качество повторного производства | Может ли поставщик поддерживать размеры, качество поверхности и стабильность поставок? | Поддерживает долгосрочное сотрудничество |
Часто задаваемые вопросы (FAQ)
Как следует рассматривать путь потока и вентиляцию перед проектированием формы?
Как заказчики могут снизить воздействие пористости на обработанных алюминиевых зонах?
Когда следует сравнивать литье алюминия под высоким давлением с другими маршрутами?
Как пробные запуски должны подтверждать окно процесса перед полным производством?
