Как найти надежного поставщика алюминиевых деталей литья под давлением для индивидуального производс...
Как найти надежного поставщика алюминиевых деталей литья под давлением для индивидуального производства
Алюминиевые детали, изготовленные методом литья под давлением, широко применяются в электронике, автомобильных системах, промышленном оборудовании, осветительных приборах, робототехнике, медицинских устройствах и потребительских товарах благодаря сочетанию легкости, повторяемости производства, хорошей размерной стабильности и гибкости в выборе вариантов поверхностной обработки.
Однако поиск алюминиевых деталей литья под давлением — это не просто выбор поставщика литья. Покупателям также необходимо подтвердить пригодность детали для литья под давлением, выбрать подходящий алюминиевый сплав, спланировать конструкцию пресс-формы, определить зоны, требующие механической обработки на станках с ЧПУ, подобрать процесс поверхностной обработки и понять, как поставщик будет контролировать стабильность качества в ходе производства.
Для индивидуальных проектов надежный поставщик должен объединять литье под давлением, изготовление оснастки, механическую обработку, поверхностную обработку, контроль качества, сборку и массовое производство в единый скоординированный рабочий процесс. Это помогает покупателям снизить коммуникационные риски, избежать частой смены поставщиков и повысить долгосрочную стабильность поставки индивидуальных алюминиевых литых компонентов.
Почему покупатели ищут алюминиевые детали литья под давлением
Когда покупатели ищут алюминиевые детали литья под давлением, у них обычно уже есть чертеж изделия, образец, 3D-модель, структура сборки или производственные требования. Их главная забота заключается не только в понимании процесса литья под давлением, но и в том, можно ли их деталь надежно и экономически эффективно изготовить методом алюминиевого литья под давлением.
Типичные вопросы включают: подходит ли геометрия детали для литья, оправдывает ли целевой объем производства инвестиции в оснастку, требуют ли критические размеры последующей механической обработки, соответствует ли выбранный алюминиевый сплав требованиям по прочности и долговечности, а также способен ли поставщик обеспечить долгосрочную стабильность производства.
Именно поэтому индивидуальный проект алюминиевого литья под давлением следует оценивать как с инженерной, так и с закупочной точки зрения. Покупатель может стремиться к снижению стоимости детали, но поставщик также должен оценить конструкцию пресс-формы, поток металла, риск усадки, припуски на механическую обработку, поверхностные дефекты, требования к контролю качества и потребности финальной сборки.
Намерение поиска покупателя | Что это обычно означает | Необходимый ответ поставщика |
|---|---|---|
Индивидуальные алюминиевые детали литья под давлением | Покупателю нужны детали, изготовленные по чертежам или образцам. | Анализ технологичности конструкции (DFM), выбор сплава, планирование оснастки и анализ производственной целесообразности. |
Алюминиевые литые компоненты | Покупателю могут потребоваться корпуса, кронштейны, крышки, радиаторы или конструкционные детали. | Рекомендации по процессу, механической обработке и отделке в зависимости от применения. |
Прецизионные алюминиевые детали литья под давлением | Деталь имеет критические размеры, поверхности сборки или функциональные требования. | Литье под давлением плюс механическая обработка на станках с ЧПУ и размерный контроль. |
Алюминиевые детали литья под давлением для больших объемов | Покупателю требуется стабильное серийное производство. | Планирование срока службы оснастки, контроль процесса, записи инспекций и поддержка массового производства. |
Распространенные типы алюминиевых деталей литья под давлением
Литье алюминия под давлением подходит для многих индивидуальных деталей, требующих сложной формы, средних и высоких объемов производства, повторяемых размеров и интегрированных функциональных структур. Типичные примеры включают корпуса, кронштейны, крышки, радиаторы, монтажные пластины, рамы и конструкционные компоненты.
Различные типы алюминиевых деталей литья под давлением имеют разные приоритеты при поиске поставщика. Для потребительского корпуса важны внешний вид и качество покрытия, тогда как для промышленного монтажного кронштейна ключевыми являются прочность, плоскостность, положение отверстий и стабильность несущей способности.
Тип детали | Области применения | Основной фокус при поиске поставщика |
|---|---|---|
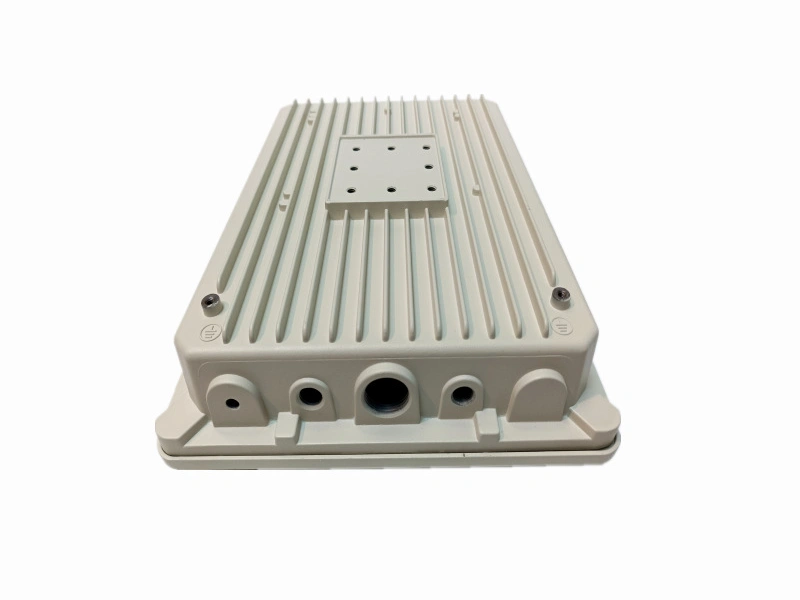
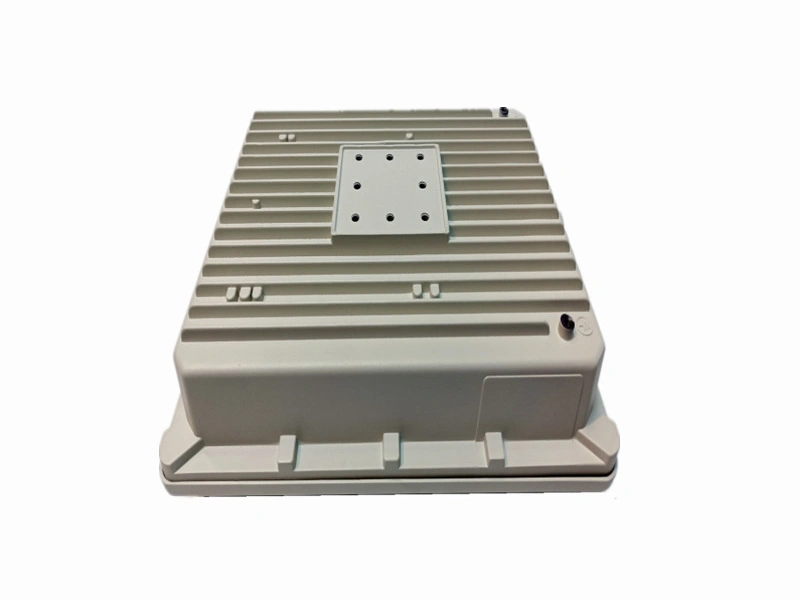
Алюминиевые корпуса | Электроника, освещение, инструменты, распределительные коробки | Внешний вид, посадка при сборке, теплоотвод и поверхностная отделка. |
Алюминиевые кронштейны | Автомобильные системы, оборудование, робототехника | Прочность, положение отверстий, плоскостность и стабильность партий. |
Детали радиаторов | Светодиодное освещение, силовые модули, электроника | Структура ребер, тепловые характеристики, выбор сплава и контроль покрытия. |
Конструкционные компоненты | Промышленное оборудование, транспортные средства, системы автоматизации | Нагрузка, ребра жесткости, контроль деформации и планирование инспекций. |
Крышки и корпуса | Потребительские товары, медицинские устройства, уличные устройства | Косметическая поверхность, герметичность, толщина покрытия и допуски сборки. |
Монтажные пластины | Автоматизация, оборудование, приспособления, рамы оборудования | Базовые поверхности, установочные отверстия, плоскостность и точность последующей механической обработки. |
Компетентный поставщик услуг алюминиевого литья под давлением не должен относиться ко всем деталям одинаково. Перед рекомендацией маршрута изготовления поставщик должен оценить функцию, требования к поверхности, потребности сборки, объем производства, стандарты контроля качества и условия конечной эксплуатации.
Когда алюминиевое литье под давлением лучше механической обработки на станках с ЧПУ или листового производства
Алюминиевое литье под давлением — не лучший выбор для каждой алюминиевой детали. Для очень малых объемов или простых сплошных заготовок более практичной может быть механическая обработка на станках с ЧПУ. Для тонких гнутых листовых конструкций более подходящим может быть производство из листового металла. Для прототипов на ранних стадиях 3D-печать или механическая обработка на станках с ЧПУ могут помочь проверить дизайн до начала изготовления оснастки.
Алюминиевое литье под давлением становится более ценным, когда деталь имеет сложную геометрию, стабильный спрос на производство, повторяемый дизайн, интегрированные функции и средний или высокий объем производства. В таких случаях инвестиции в оснастку окупаются за счет более низкой удельной стоимости, более быстрого производства и лучшей повторяемости при повторных заказах.
Метод производства | Более подходит для | Основное ограничение |
|---|---|---|
Алюминиевое литье под давлением | Средние и высокие объемы, сложные формы, повторяемое производство, интегрированные структуры. | Требует инвестиций в оснастку и правильного проектирования пресс-формы. |
Механическая обработка на станках с ЧПУ | Малые объемы, высокая точность, простые сплошные структуры, проверка прототипов. | Более высокая удельная стоимость для сложных деталей больших объемов. |
Производство из листового металла | Тонкие панели, складные крышки, кронштейны из листовых материалов. | Ограничено для сложных трехмерных литых форм. |
3D-печать | Тестирование прототипов, сложные пробные формы, проверка дизайна. | Ограниченная эффективность производства и свойства материала для многих конечных применений. |
Литье в песчаные формы | Крупные отливки, металлические детали малых объемов, гибкий выбор материалов. | Более низкое качество поверхности и размерная точность по сравнению с литьем под давлением. |
Если деталь будет заказываться повторно и ее структура подходит для литья, услуга алюминиевого литья под давлением часто может предоставить более масштабируемое производственное решение, чем механическая обработка каждой детали из заготовки.
Ключевые факторы проектирования индивидуальных алюминиевых деталей литья под давлением
Качественные алюминиевые детали литья под давлением начинаются с хорошего проектирования. Многие дефекты литья, конфликты при механической обработке, косметические проблемы и сложности сборки вызваны не только самим процессом литья. Часто они возникают из-за геометрии детали, которая не была оптимизирована для литья под давлением.
Перед началом изготовления оснастки покупателям следует совместно с поставщиком проанализировать толщину стенок, ребра, бобышки, отверстия, плоские поверхности, косметические грани, углы уклона, припуски на механическую обработку и базовые поверхности для сборки. Это особенно важно для индивидуальных деталей, которые должны сочетать литые элементы и зоны с прецизионной механической обработкой.
Элемент дизайна | Что должен подтвердить покупатель | Что должен оценить поставщик |
|---|---|---|
Толщина стенки | Является ли стенка равномерной и подходящей для заполнения. | Стабильность заполнения, риск усадки, горячие точки и деформация. |
Ребра | Не слишком ли толстые, высокие или плотные ребра. | Баланс между прочностью, потоком, усадкой и выталкиванием. |
Бобышки | Соединяются ли винтовые бобышки с толстыми сечениями. | Усадка, пористость, припуски на механическую обработку и планирование резьбы. |
Отверстия | Какие отверстия функциональны, а какие могут остаться литыми. | Требуется ли сверление, нарезание резьбы, растачивание или развертывание. |
Плоские поверхности | Влияет ли плоскостность на сборку или герметичность. | Контроль деформации, стратегия механической обработки и проектирование оснастки. |
Косметические поверхности | Какие поверхности будут видны после окончательной сборки. | Положение литника, линия разъема, полировка, дробеструйная обработка, покрытие и контроль дефектов. |
Для сложных алюминиевых литых деталей поддержка со стороны команд проектирования и инжиниринга может помочь сократить количество доработок оснастки и улучшить технологичность до начала производства пресс-форм.
Как выбрать алюминиевые сплавы для деталей литья под давлением
Выбор алюминиевого сплава напрямую влияет на текучесть при литье, прочность, размерную стабильность, качество поверхностной отделки, обрабатываемость и надежность конечного применения. Покупателям не следует выбирать сплав только по цене. Правильный выбор зависит от структуры детали, условий нагрузки, требований к отделке, объема производства и рабочей среды.
Для многих индивидуальных алюминиевых деталей литья под давлением поставщики могут рекомендовать распространенные сплавы для литья под давлением, такие как A380, ADC12, A383, A356, A413 и AlSi12, исходя из баланса литейных свойств и требований применения.
Алюминиевый сплав | Подходящие детали | Основная причина выбора |
|---|---|---|
Обычные корпуса, кронштейны, конструкционные детали, крышки. | Сбалансированные литейные свойства, прочность и общие характеристики для многих литых компонентов. | |
Сложные тонкостенные детали, электронные корпуса, компоненты потребительских товаров. | Хорошая текучесть для сложных форм и детализированных структур. | |
Детали, требующие повышенной прочности и ударной вязкости. | Подходит для применений с высокими требованиями к структурным характеристикам. | |
Тонкостенные или сложные алюминиевые литые детали. | Хорошая жидкотекучесть для сложных условий заполнения. | |
Сложные отливки, требующие размерной стабильности. | Полезен для избранных применений литья под давлением со сложными формами. |
На практике выбор сплава должен согласовываться вместе с требованиями к механической обработке, отделке и контролю качества. Например, материал с хорошей заполняемостью не всегда дает наилучший результат косметического анодирования. Конструкционная деталь может требовать большей прочности, тогда как тонкий корпус — лучшей текучести и контроля размеров.
Планирование оснастки для алюминиевых деталей литья под давлением
Пресс-форма является одним из важнейших факторов качества алюминиевых деталей литья под давлением. Деталь может выглядеть простой на чертеже, но пресс-форма должна контролировать поток металла, выход воздуха, охлаждение, выталкивание, усадку и повторяемость в течение тысяч или даже сотен тысяч циклов.
По этой причине изготовление пресс-форм для литья под давлением следует планировать до окончательного согласования цены производства. Решения по оснастке влияют на качество детали, сроки поставки, срок службы формы, стабильность производства и долгосрочные затраты.
Фактор оснастки | Почему это важно | Влияние на алюминиевые детали литья под давлением |
|---|---|---|
Линия разъема | Влияет на внешний вид, контроль облоя и обрезку. | Важно для косметических поверхностей и зон сборки. |
Конструкция литниковой системы | Контролирует поток металла в полость формы. | Влияет на заполнение, холодные спаи, следы потока и внутреннее качество. |
Вентиляция | Позволяет выходить захваченному воздуху. | Снижает пористость и улучшает стабильность литья. |
Конструкция системы охлаждения | Контролирует скорость затвердевания и температурный баланс. | Помогает снизить усадку, деформацию и вариации цикла. |
Расположение выталкивателей | Обеспечивает извлечение детали из формы. | Предотвращает деформацию и контролирует видимые следы выталкивателей. |
Выбор инструментальной стали | Влияет на долговечность формы и сопротивление термической усталости. | Для оснастки алюминиевого литья под давлением обычно рассматривается сталь для пресс-форм H13. |
Для повторяемого производства оценку оснастки не следует проводить только по первоначальной стоимости формы. Стабильная оснастка может снизить процент брака, улучшить повторяемость размеров, сократить время наладки и поддержать более надежные производственные партии.
Требования к последующей механической обработке алюминиевых деталей литья под давлением
Многие алюминиевые детали литья под давлением не являются готовыми сразу после литья. Некоторые зоны могут оставаться литыми, тогда как критические элементы часто требуют последующей механической обработки для достижения более жестких допусков, лучшей плоскостности, более прочной резьбы или надежной посадки при сборке.
Цель состоит не в том, чтобы обрабатывать каждую поверхность. Более правильный подход — разделить функциональные зоны и некритические области. Это может снизить стоимость, сократить сроки поставки и избежать ненужных рисков механической обработки.
Зона детали | Обычно требуется ЧПУ? | Причина |
|---|---|---|
Резьбовые отверстия | Да | Точность резьбы, прочность сборки и повторяемость. |
Подшипниковые посадочные места | Да | Высокие требования к размеру, круглости и соосности. |
Уплотнительные поверхности | Да | Плоскостность поверхности и надежность герметизации. |
Монтажные поверхности | Обычно да | Плоскостность, база сборки и стабильность контакта. |
Установочные отверстия | Да | Точное позиционирование при сборке. |
Декоративные поверхности | Не всегда | Зависит от косметических требований и требований к отделке. |
Внутренние ребра | Обычно нет | Большинство ребер могут оставаться литыми, если они не являются функциональными базами. |
Для прецизионных алюминиевых деталей литья под давлением важна комплексная поддержка литья и механической обработки на станках с ЧПУ, поскольку поставщик может заранее учесть припуски на обработку, конструкцию оснастки, выбор баз и стандарты контроля качества. Статья в базе знаний о том, как механическая обработка на станках с ЧПУ повышает размерную точность деталей литья под давлением, также объясняет, почему последующая механическая обработка часто необходима для функциональных литых компонентов.
Варианты поверхностной отделки алюминиевых деталей литья под давлением
Поверхностная отделка влияет как на внешний вид, так и на эксплуатационные характеристики алюминиевых деталей литья под давлением. В зависимости от применения покупателям может потребоваться защита от коррозии, декоративный цвет, улучшенные тактильные ощущения, адгезия покрытия, удаление заусенцев, износостойкость или однородная текстура поверхности.
Распространенные варианты отделки включают дробеструйную обработку, галтовку, полировку, порошковое покрытие, окраску, анодирование, дуговое анодирование, прозрачное покрытие и хроматное конверсионное покрытие. Правильный выбор зависит от сплава, качества поверхности, геометрии детали, визуальных требований, толщины покрытия и рабочей среды.
Вариант поверхностной отделки | Подходящее назначение | Важное примечание |
|---|---|---|
Однородная текстура поверхности и предварительная обработка перед покрытием. | Может повлиять на шероховатость поверхности и косметический вид. | |
Удаление заусенцев, сглаживание кромок и подготовка поверхности партий. | Более подходит для мелких деталей или деталей без деликатных косметических поверхностей. | |
Полировка | Улучшенный внешний вид и более гладкие видимые поверхности. | Может выявить дефекты литья, если качество базовой отливки низкое. |
Защита от коррозии, декоративный цвет и долговечное покрытие поверхности. | Толщину покрытия необходимо учитывать при сборке и для резьбовых соединений. | |
Контроль цвета и защитный внешний вид. | Требует качественной предварительной обработки и подготовки поверхности. | |
Коррозионная стойкость и декоративная отделка. | Литой алюминий может показывать вариации цвета в зависимости от сплава и содержания кремния. | |
Высокая износостойкость и функциональные характеристики покрытия. | Более подходит для деталей с высокими требованиями к характеристикам поверхности. |
Хороший план отделки следует обсудить до начала производства, а не после завершения литья. Толщина покрытия, зоны маскирования, резьбовые отверстия, уплотнительные поверхности, косметические грани и зазоры для сборки должны быть учтены еще на этапе проверки чертежа.
Контроль качества прецизионных алюминиевых деталей литья под давлением
Контроль качества прецизионных алюминиевых деталей литья под давлением должен охватывать как видимые, так и скрытые риски. Деталь может выглядеть приемлемой на поверхности, но при этом иметь внутреннюю пористость, нестабильные размеры, проблемы с резьбой, дефекты покрытия или несоответствие при сборке.
Для функциональных деталей контроль должен включать проверку первого образца, размерный контроль, измерения на КИМ, обнаружение внутренних дефектов, верификацию материала, проверку поверхности, контроль резьбы, проверку плоскостности и запись данных о стабильности партий.
Элемент контроля | Назначение | Подходит для |
|---|---|---|
Проверка первого образца | Подтвердить соответствие первого образца требованиям чертежа. | Новая оснастка, изменения в дизайне и опытное производство. |
Проверить критические размеры и геометрические допуски. | Прецизионные алюминиевые детали литья под давлением с элементами сборки. | |
Обнаружить внутреннюю пористость и скрытые дефекты. | Конструкционные, работающие под давлением или высоконадежные литые детали. | |
Анализ химического состава материала | Подтвердить соответствие сплава и материала требованиям. | Детали с определенными требованиями к сплаву или сертификации. |
Контроль поверхностных дефектов | Проверить следы потока, холодные спаи, царапины, дефекты покрытия и косметические проблемы. | Потребительские корпуса, крышки и детали внешнего вида. |
Контроль резьбы и отверстий | Подтвердить надежность сборки и посадку крепежа. | Механически обработанные алюминиевые литые компоненты. |
Записи о стабильности партий | Отслеживать повторяемость в производственных партиях. | Алюминиевые детали литья под давлением больших объемов. |
Для долгосрочного производства контроль не должен ограничиться одобрением одного образца. Поставщик должен контролировать параметры производства, состояние оснастки, оснастку для механической обработки, партии отделки и записи о качестве, чтобы повторные заказы оставались стабильными.
Как выбрать поставщика алюминиевых деталей литья под давлением
Выбор поставщика алюминиевых деталей литья под давлением не должен основываться только на lowest quotation (самой низкой цене). Низкая начальная цена может стать дорогой, если поставщик не способен справиться с анализом технологичности (DFM), стабильностью оснастки, механической обработкой на станках с ЧПУ, качеством отделки, контролем качества, сборкой или стабильностью производства.
Для индивидуальных алюминиевых деталей литья под давлением покупателям следует оценить, может ли поставщик поддержать полный рабочий процесс от проверки дизайна до финальной поставки. Комплексная услуга алюминиевого литья под давлением часто бывает более стабильной, чем разделение изготовления оснастки, литья, механической обработки, отделки и сборки между разными поставщиками.
Возможности поставщика | Почему это важно | Выгода для покупателя |
|---|---|---|
Возможности DFM | Выявляет риски литья до изготовления формы. | Снижает необходимость доработки оснастки и производственные задержки. |
Возможности по оснастке | Контролирует проектирование формы, литники, охлаждение, вентиляцию и срок службы матрицы. | Улучшает стабильность и повторяемость литья. |
Опыт литья под давлением | Контролирует дефекты, такие как пористость, усадка, облой и деформация. | Повышает качество детали и снижает риск брака. |
Возможности механической обработки на станках с ЧПУ | Поддерживает критические размеры, резьбу, отверстия и уплотнительные поверхности. | Улучшает посадку при сборке и функциональную надежность. |
Возможности поверхностной отделки | Контролирует внешний вид, коррозионную стойкость, толщину покрытия и финальную защиту. | Помогает поставить готовые к использованию алюминиевые литые детали с финишной отделкой. |
Возможности контроля качества | Проверяет размеры, внутреннее качество, материал и стабильность партий. | Снижает споры по качеству и отказы при входном контроле. |
Поддерживает интеграцию и поставку готового продукта. | Снижает вторичные операции со стороны покупателя и координацию с поставщиками. | |
Возможности массового производства | Поддерживает повторяемость в долгосрочных заказах. | Обеспечивает стабильные поставки алюминиевых деталей литья под давлением больших объемов. |
Для покупателей, которым нужны индивидуальные алюминиевые детали литья под давлением, лучший поставщик — это не просто литейный завод. Это должен быть интегрированный производственный партнер, способный проверить чертеж, рекомендовать правильный сплав, изготовить пресс-форму, отлить деталь, обработать критические зоны, нанести подходящую поверхностную отделку, проконтролировать качество, поддержать сборку и масштабировать производство при росте спроса.
Резюме
Алюминиевые детали литья под давлением являются отличным выбором для индивидуальных компонентов, требующих легкой конструкции, сложной геометрии, повторяемого производства и масштабируемого контроля затрат. Однако надежный поиск поставщика требует большего, чем просто выбор процесса литья. Покупателям следует комплексно оценивать дизайн детали, выбор сплава, оснастку, последующую механическую обработку на станках с ЧПУ, поверхностную отделку, контроль качества, сборку и потребности в долгосрочном производстве.
Когда эти факторы планируются заранее, индивидуальные алюминиевые детали литья под давлением могут более плавно перейти от проверки прототипа к опытному и массовому производству. Работа с интегрированным поставщиком помогает снизить риски проекта, улучшить коммуникацию и обеспечить более стабильные алюминиевые литые компоненты для конечных применений.
Область поиска поставщика | Ключевой вопрос | Рекомендуемое действие |
|---|---|---|
Дизайн детали | Подходит ли геометрия для алюминиевого литья под давлением? | Проверить толщину стенок, ребра, бобышки, отверстия, уклоны и косметические поверхности. |
Материал | Какой алюминиевый сплав подходит для применения? | Сравнить литейные свойства, прочность, стабильность, обрабатываемость и потребности в отделке. |
Оснастка | Может ли форма поддерживать стабильное повторяемое производство? | Оценить литники, вентиляцию, охлаждение, выталкивание, инструментальную сталь и срок службы формы. |
Последующая механическая обработка | Какие элементы требуют более жестких допусков? | Определить резьбы, расточку, уплотнительные поверхности, базовые грани и установочные отверстия. |
Поверхностная отделка | Какой внешний вид или защита требуется? | Выбрать дробеструйную обработку, галтовку, покрытие, окраску, анодирование или дуговое анодирование в зависимости от конечного использования. |
Контроль качества | Как поставщик проверит надежность? | Использовать размерный контроль, обнаружение внутренних дефектов, проверку материала и записи по партиям. |
Производство | Может ли поставщик поддержать долгосрочные заказы? | Выбрать комплексную поддержку литья под давлением, механической обработки, отделки, сборки и массового производства. |
Часто задаваемые вопросы (FAQ)
Как покупателям следует определять критические элементы на алюминиевых деталях литья под давлением?
Как геометрия детали влияет на качество алюминиевых деталей литья под давлением?
Как покупателям поддерживать стабильность в алюминиевых деталях литья под давлением больших объемов?
Как следует планировать алюминиевые детали литья под давлением для сборки и конечного использования?
