Fortschrittliche Bildgebung für Präzision: 450kV Linienarray-Industrie-CT in der Qualitätssicherung
Industrie-CT: Präzise interne Inspektion
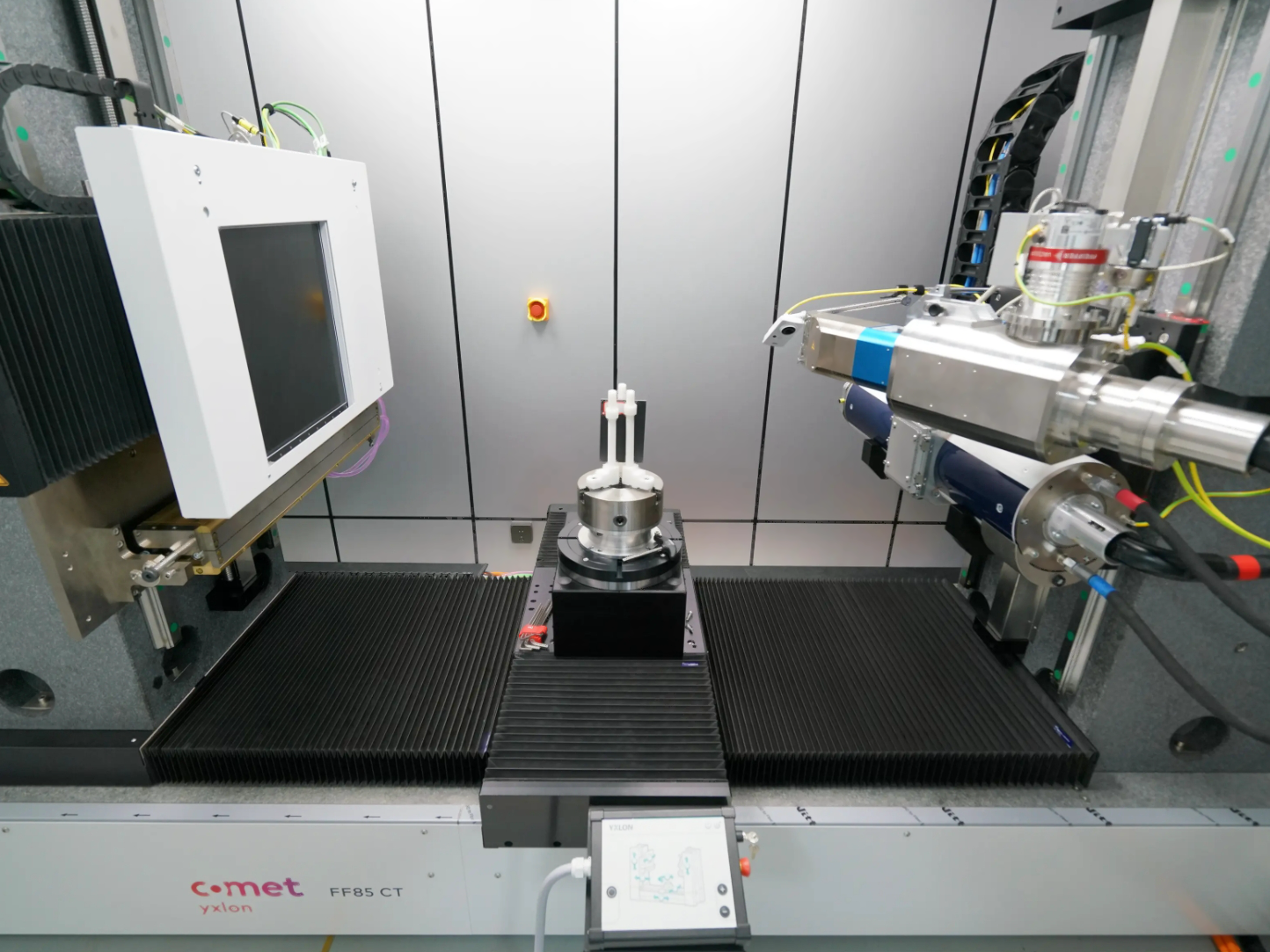
In sicherheitskritischen Fertigungsbranchen wie Luft- und Raumfahrt, Automobilbau und Medizintechnik können interne Defekte unter 100 µm – die mit herkömmlichen Methoden nicht erkennbar sind – zu katastrophalen Ausfällen führen. Das YXLON FF85 CT-System von Neway kombiniert eine 450kV/600W Röntgenquelle und einen Varex 4343 Detektorarray, um eine Voxelauflösung von <3 µm zu erreichen. Dies ermöglicht die vollständige 3D-Rekonstruktion von Aluminium-Druckguss, Titan-Luftfahrtkomponenten und Multimaterial-Baugruppen mit einem Durchmesser von bis zu 800 mm.
Technische Spezifikationen & Bildgebungsprotokoll
Hardware-Konfiguration
Röntgenquelle:
450kV geschlossene Röhre (YXLON MG452)
Wolfram-Transmissionstarget
Strahlaufweitung: 0,3° (Mikrofokus-Modus)
Detektor:
Varex 4343 Flachbilddetektor (2048×2048 Pixel, 200 µm Pixelabstand)
Dynamikbereich: 16-Bit (65.536 Graustufen)
Manipulator:
5-Achs-CNC-Tisch (±5 µm Positioniergenauigkeit)
Max. Belastung: 150 kg
Scan-Protokoll (ASTM E1695)
Energiekalibrierung:
320 kV/380 µA für Aluminium (Z=13)
450 kV/420 µA für Stahl (Z=26)
Filteroptimierung:
3 mm Cu + 1 mm Sn zur Strahlaufhärtungskorrektur
Aufnahme:
3600 Projektionen in 0,1°-Schritten
3-Bild-Mittelung zur Rauschunterdrückung
Rekonstruktion:
FDK-Algorithmus mit GPU-Beschleunigung (NVIDIA A6000)
3D-Modellausgabe: 16-Bit TIFF-Stack (DICONDE-konform)
Anwendungen der quantitativen Defektanalyse
1. Porositätskartierung in Druckgussteilen
Prozess:
Scannen von A380-Aluminium-Getriebegehäusen (300×200×150 mm) bei 250 µm Voxel.
Anwendung des VGSTUDIO MAX Porositätsmoduls (ISO 5011-konform).
Daten:
Erkennung von Poren zwischen 50–300 µm mit 98%iger Sicherheit.
Reduzierung der Ausschussrate beim Druckguss von 8,2% auf 2,7% durch Angussoptimierung.
2. Validierung der additiven Fertigung
Fallstudie:
LPBF-gedruckte Ti-6Al-4V Gitterstrukturen (0,2 mm Strebendurchmesser).
Ergebnisse:
Identifizierung von 25–80 µm großen, nicht aufgeschmolzenen Pulvereinschlüssen.
Erreichen von 100% Dichte durch Laserleistungsanpassung (+15%, 380W).
3. Integrität von Verbundwerkstoff-Verbindungen
Anwendung:
Kohlefaser-Aluminium-Hybrid-Batteriegehäuse (Elektrofahrzeuge).
Kennzahlen:
Erkennung von 0,1 mm großen Haftungsfehlern mit Kantenverstärkungsalgorithmen.
Verbesserung der Schälfestigkeit von 12 N/mm auf 18 N/mm.
Vergleichende Leistungskennzahlen
Parameter | Industrie-CT | Mikro-CT | Röntgen-DR |
|---|---|---|---|
Auflösung (µm) | 5 | 1 | 100 |
Durchdringung (mm Stahl) | 150 | 30 | 80 |
Scan-Zeit (Minuten) | 15 | 180 | 2 |
Datenvolumen (GB/Scan) | 12–25 | 200–500 | 0,5–2 |
Kosten pro Scan ($) | 150–300 | 800–1.500 | 50–100 |
Fallstudie: Im Vergleich zur destruktiven Querschnittsanalyse reduzierte die CT-Prüfung die Inspektionszeit für Zamak 5-Steckverbinder um 70%.
Integration in die intelligente Fertigung
1. Automatische Defekterkennung (ADR)
Training von CNN-Modellen (TensorFlow) mit über 10.000 Defektbildern.
Erreichen einer Genauigkeit von 99,3% bei der Klassifizierung von:
Porosität (Typ A/B/C gemäß ASTM E505)
Einschlüssen (Al₂O₃, TiN, etc.)
Geometrischen Abweichungen (GD&T)
2. Digitale Zwilling-Korrelation
Vergleich von CT-Daten mit FEA-Simulationen zur Vorhersage der Ermüdungslebensdauer.
Beispiel: 316L-Edelstahl-Ventilkörper:
95% Korrelation zwischen CT-identifizierten Hohlräumen und FEM-Spannungskonzentrationen.
3. Blockchain-Nachverfolgbarkeit
Einbetten von CT-Metadaten (DICONDE) in ein Hyperledger Fabric-Ledger.
Ermöglicht FDA UDI-Konformität für medizinische Implantate.
ROI-Analyse (Daten 2023)
Luft- und Raumfahrt:
1,2 Mio. $/Jahr Einsparung durch Risserkennung vor der NDI bei Turbinenschaufeln.
Automobilbau:
40% schnellere PPAP-Freigabe für Elektrofahrzeug-Motorhauben.
Medizintechnik:
Keine Feldausfälle bei über 50.000 Ti-Implantaten seit 2021.
Zukunftstrends: KI-gesteuertes CT
Implementierung von Echtzeit-Rekonstruktion (NVIDIA Clara), um die Verarbeitungszeit von 15 Minuten auf <2 Minuten zu reduzieren.
Entwicklung von Multi-Energy-CT zur Materialzerlegung (z.B. Cu/Zn-Verhältnisse in Messinglegierungen).
Fazit
Die Industrie-CT-Lösungen von Neway verbinden Messtechnik und zerstörungsfreie Prüfung und liefern µm-genaue Einblicke vom Prototyping bis zur Serienfertigung. Mit den Zertifizierungen AS9100D und ISO 13485 befähigen wir Hersteller, ihre Null-Fehler-Ambitionen zu erreichen.
FAQs
Wie groß ist die minimal erkennbare Rissgröße in Titanlegierungen?
Können CT-Systeme flüssigkeitsgefüllte Komponenten analysieren?
Wie werden CT-Ergebnisse im Vergleich zur zerstörenden Prüfung validiert?
Welche Schulung ist für den Betrieb von Industrie-CT-Systemen erforderlich?
Funktioniert CT für keramische Verbundwerkstoffe?
