BYD Individuelle Automobilteile Aluminium-Druckguss-Hersteller
Elektrofahrzeugplattformen sind auf leichte Strukturkomponenten mit Festigkeit und thermischer Leistung angewiesen. Aluminium-Druckguss bietet diese Balance, unterstützt die Großserienproduktion und erfüllt gleichzeitig enge Maß- und mechanische Anforderungen.
Diese Fallstudie zeigt die Aluminium-Druckgussverfahren zur Herstellung individueller Struktur- und Befestigungsteile für EV-Systeme. Jeder Schritt von Werkzeugbau und Gießen über CNC-Bearbeitung bis zur QS-Validierung erfüllt strenge automobiltaugliche Standards.

Aluminium-Druckguss für die EV-Strukturintegration
Aluminiumlegierungskomponenten wurden für Motorlager, Wechselrichtergehäuse und Karosseriestrukturelemente eingesetzt, um das Fahrzeuggewicht zu reduzieren und die Energieeffizienz zu verbessern. Die Legierungen A380 und A360 wurden aufgrund ihrer Gießbarkeit, Festigkeit und Wärmeleitfähigkeit ausgewählt.
Materialleistungsvergleich
Eigenschaft | A380-Legierung | A360-Legierung |
|---|---|---|
Zugfestigkeit (MPa) | 310 | 317 |
Wärmeleitfähigkeit (W/m·K) | ~96 | ~120 |
Korrosionsbeständigkeit | Mittel | Hoch |
Druckgießbarkeit | Ausgezeichnet | Sehr gut |
Bruchdehnung (%) | ~3.5 | ~4.5 |
Typische Anwendungen | Halterungen, Gehäuse | Wechselrichtergehäuse |
Für mehr zur Legierungsauswahl für strukturelle EV-Teile besuchen Sie unsere Automobil-Aluminiumguss-Dienstleistungen.
Werkzeugkonstruktion und Prozessstabilität
Der Werkzeugbau erfolgte mit Mehrfachschieberformen und fortschrittlichen Temperaturregelsystemen. Formfüllsimulation (MAGMASOFT®) wurde eingesetzt, um Anschnitt- und Angusslayout zu optimieren und Fließungleichgewichte oder Lunkern zu verhindern.
Werkzeugspezifikationen:
Formstahl: H13, nitriert, Standzeit >120.000
Kavillenoberfläche: Ra ≤ 0,8 µm
Kühlung: konforme Kanäle, ±3°C Regelung
Formgröße: bis zu 650 x 600 mm
Füllzeit: ≤0,20 Sekunden (durch Hochgeschwindigkeitseinspritzung)
Unser Werkzeug- und Formenbau unterstützt die konsistente Produktion von maßhaltigen Automobilteilen.
Hochdruck-Druckguss-Prozesskontrolle
Der Druckguss wurde auf 800–1250 Tonnen Kaltkammer-Maschinen durchgeführt, ausgestattet mit servogesteuerten Kolbensystemen und vakuumunterstützter Entlüftung zur Porenminimierung.
Gießprozessparameter:
Einspritzdruck: 85–125 MPa
Schussgeschwindigkeit: 2,5–3,2 m/s
Formtemperatur: 240–260°C
Schusswiederholgenauigkeit: ±2%
Porositätsgrad: Klasse 2 oder besser nach ASTM E505
Sehen Sie sich unsere Aluminium-HPDC-Fähigkeiten für hochintegritative automobiltaugliche Gießlösungen an.
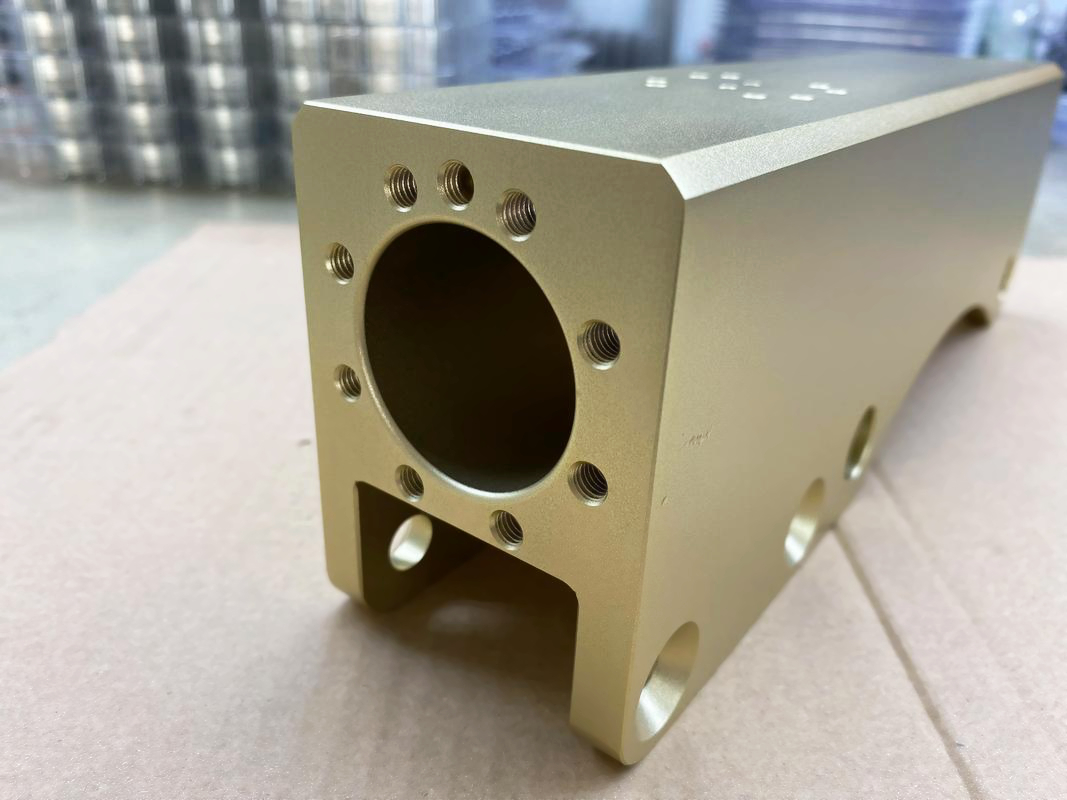
CNC-Bearbeitung für Maßgenauigkeit
Die Nachgussbearbeitung gewährleistete die geometrische Genauigkeit kritischer Merkmale, einschließlich O-Ring-Nuten, Montageflächen und Gewindeeinsätze. Die CNC-Arbeit wurde mit 4- und 5-Achs-Vertikalbearbeitungszentren durchgeführt.
Bearbeitungstoleranzen:
Ebenheit: ≤0,05 mm auf Dichtflächen
Bohrungstoleranz: H7-Klasse (±0,015 mm)
Gewindelochgenauigkeit: ISO metrisch M6–M10
Oberflächenrauheit (Ra): ≤1,6 µm auf Kontaktzonen
Überprüfen Sie unsere Nachbearbeitungsdienstleistungen, um zu sehen, wie der finale Einbau für EV-Strukturbaugruppen sichergestellt wird.
Oberflächenbehandlung für Umgebungsbeständigkeit
Angesichts der Belastung von Automobilen durch Streusalz, Feuchtigkeit und Vibration waren behandelte Oberflächen erforderlich. Je nach Einsatzort wurde Eloxieren oder Pulverbeschichten verwendet.
Eloxieren: 12–20 µm Schicht, Korrosionsbeständigkeit >500 Std. (ASTM B117)
Pulverbeschichtung: 80 µm Schichtdicke, individuelle mattschwarze oder silberne Farbe
Dichtflächen wurden unbeschichtet gelassen oder abgedeckt für Wärmeleitpastenauftrag
Alle Beschichtungen bestanden ASTM D3359 Haftfestigkeit (5B-Bewertung) und ISO 9227 Korrosionstests.
Automobiltaugliche Prüfung und Rückverfolgbarkeit
Jedes Teil folgte einem IATF 16949 Produktionsfluss, einschließlich vollständiger PPAP-Dokumentation, Chargenrückverfolgbarkeit und Prozessfähigkeitsstudien.
QS-Systeme umfassten:
Erstmusterprüfung (FAI) mit vollständigem GD&T-Layout
Inline-SPC-Daten zu CTF-Merkmalen (CpK ≥1,67)
3D-Laserscanning vs. CAD-Modell für jede Charge
Röntgenprüfung bei 100 % der sicherheitskritischen Teile
Seriennummerierung via Lasermarkierung + QR-Code-Tracking
Unsere Automobil-Großserienlösungen unterstützen die Prototypenvalidierung und Serieneinführung für neue EV-Plattformen.
FAQs
Welche Aluminiumlegierungen sind für hochbelastete strukturelle EV-Teile am besten geeignet?
Wie wird die Porosität im Hochdruck-Aluminium-Druckguss kontrolliert?
Welche Toleranzklassen gelten für nachbearbeitete Automobilgussteile?
Wie werden Oberflächenbeschichtungen auf automobiltaugliche Korrosionsbeständigkeit getestet?
Welche Rückverfolgbarkeitsmaßnahmen werden für Druckgussteile in Automobil-Lieferketten verwendet?