Cómo la fundición a presión de aluminio soporta piezas de producción estables

Cómo la fundición a presión de aluminio soporta piezas de producción estables
La fundición a presión de aluminio ayuda a los compradores a producir piezas de aluminio ligeras, complejas y repetibles para una producción estable. Se utiliza comúnmente cuando un proyecto necesita geometría personalizada, producción de volumen medio a alto, dimensiones controladas, mecanizado CNC local y acabado superficial.
Para los compradores, la fundición a presión de aluminio no es solo un proceso de conformado. Es una ruta de producción que conecta el diseño de la pieza, la herramienta, la calidad de la fundición, el mecanizado CNC, el acabado superficial, las muestras de prueba, la inspección y los pedidos repetidos.
Un proyecto exitoso debe confirmar la función de la pieza, los riesgos de diseño, la estrategia de herramientas, las características mecanizadas, las superficies cosméticas, los estándares de acabado superficial y la validación del lote antes de iniciar la producción en masa. Si estos detalles no se revisan temprano, los compradores pueden enfrentar fallas en las muestras, modificaciones de moldes, disputas de mecanizado, rechazo cosmético y calidad de producción inestable.
Por qué los compradores utilizan la fundición a presión de aluminio para piezas de producción
Los compradores utilizan la fundición a presión de aluminio porque puede formar piezas de aluminio complejas con repetibilidad estable. En comparación con mecanizar completamente cada característica desde aluminio sólido, la fundición a presión puede formar la estructura principal de manera eficiente y dejar solo las áreas funcionales clave para el post-mecanizado.
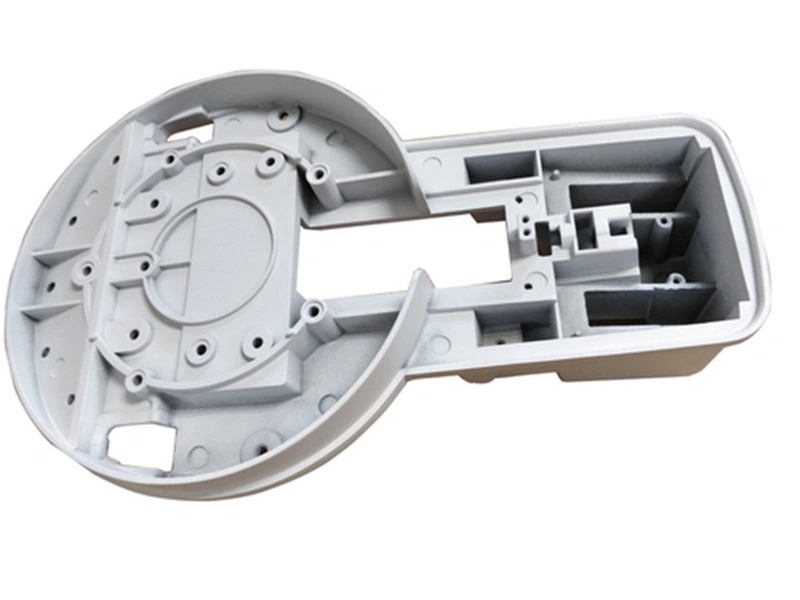
Esto hace que el proceso sea adecuado para carcasas de aluminio, carcasas de iluminación, carcasas de disipadores de calor, gabinetes electrónicos, cubiertas de motores, cuerpos de bombas, soportes de montaje, piezas de aluminio automotrices, cubiertas industriales y piezas personalizadas de fundición a presión de aluminio.
Para proyectos de producción, la fundición a presión de aluminio ayuda a los compradores a equilibrar la estructura ligera, el costo de producción, la inversión en herramientas, la apariencia superficial y la estabilidad del suministro a largo plazo.
Objetivo del Comprador | Cómo Ayuda la Fundición a Presión de Aluminio | Punto de Planificación |
|---|---|---|
Estructura compleja | Forma nervios, refuerzos, carcasas, cubiertas y características de montaje | Completar revisión DFM antes de la herramienta |
Diseño ligero | Utiliza aleación de aluminio con geometría de pieza optimizada | Controlar el espesor de pared y el soporte estructural |
Producción de volumen medio a alto | Utiliza herramientas para producción repetida | Confirmar la demanda anual antes de la inversión en moldes |
Dimensiones estables | Las herramientas de producción soportan geometría de pieza repetible | Validar muestras de prueba y lotes pequeños |
Menor carga de trabajo de mecanizado CNC completo | Funde la forma principal y mecaniza solo las áreas funcionales | Definir características mecanizadas temprano |
Apariencia terminada | Puede soportar desbarbado, pulido, pintura y recubrimiento | Confirmar superficies cosméticas antes de la herramienta |
¿Qué piezas de aluminio son adecuadas para la fundición a presión?
Las piezas de aluminio son adecuadas para la fundición a presión cuando tienen geometría compleja, nervios, refuerzos, características de montaje, requisitos de ligereza, demanda anual estable y áreas funcionales locales que necesitan mecanizado CNC.
El proceso es especialmente adecuado cuando el diseño está mayormente congelado y el comprador necesita producción repetida en lugar de solo unas pocas muestras de prueba. También es útil cuando la pieza requiere pintura, recubrimiento en polvo, pulido u otro acabado superficial después de la fundición.
La fundición a presión de aluminio puede no ser el mejor primer paso cuando el proyecto solo necesita algunas muestras, el diseño cambia con frecuencia, todas las superficies requieren mecanizado de alta precisión, la demanda anual no puede soportar la herramienta, o los requisitos de material, acabado superficial y ensamblaje aún no están claros.
Condición del Proyecto | Idoneidad de la Fundición a Presión | Punto de Decisión del Comprador |
|---|---|---|
Estructura compleja | Adecuado | Utilizar revisión DFM para verificar nervios, refuerzos y espesor de pared |
Producción repetida estable | Adecuado | Confirmar demanda anual y plan de pedidos |
Pieza de aluminio ligera | Adecuado | Equilibrar reducción de peso y estabilidad de fundición |
Mecanizado funcional parcial | Adecuado | Planificar margen de mecanizado antes de la herramienta |
Requisito de superficie visible o recubrimiento | Adecuado con planificación temprana | Confirmar superficies cosméticas y estándar de acabado |
Solo algunas muestras | Generalmente no adecuado | El mecanizado de prototipos puede ser más práctico primero |
El diseño cambia con frecuencia | No listo | Congelar diseño clave antes de la herramienta |
Todas las superficies necesitan mecanizado de alta precisión | Necesita revisión | El mecanizado CNC completo puede ser más adecuado |
Cómo la fundición a presión ayuda a equilibrar el costo y la estabilidad de la producción
La fundición a presión de aluminio ayuda a los compradores a equilibrar el costo y la estabilidad de la producción cuando el proyecto tiene demanda repetida. La herramienta crea un costo inicial, pero puede soportar una producción más rápida y un menor costo unitario a largo plazo cuando el volumen es adecuado.
El proceso puede formar geometría compleja de aluminio, reducir la carga de trabajo de mecanizado CNC completo y soportar una producción de lotes consistente. Sin embargo, la ventaja de costos depende de una revisión de diseño adecuada, calidad de la herramienta, planificación de mecanizado, control de acabado superficial y validación de producción.
Los compradores deben comparar el costo total de fabricación en lugar de solo la primera cotización. El costo de la herramienta, el costo unitario, el costo de mecanizado CNC, el costo de acabado, el costo de inspección, el riesgo de chatarra y la estabilidad de producción a largo plazo deben revisarse juntos.
Objetivo del Comprador | Cómo Ayuda la Fundición a Presión de Aluminio | Punto Clave de Planificación |
|---|---|---|
Menor costo unitario a largo plazo | Utiliza herramientas para producción repetida | Confirmar demanda anual |
Geometría de pieza compleja | Forma nervios, refuerzos y carcasas | Completar revisión DFM |
Estructura ligera | Utiliza aleación de aluminio con diseño optimizado | Controlar el espesor de pared |
Precisión funcional | Combina fundición con mecanizado CNC | Definir características mecanizadas |
Mejor apariencia | Soporta acabado superficial | Confirmar superficies cosméticas |
Producción de lotes estable | Repite piezas desde herramientas de producción | Validar muestras de prueba |
Cómo el diseño de la pieza afecta la calidad de la fundición a presión de aluminio
El diseño de la pieza afecta directamente la calidad de la fundición a presión de aluminio. Antes de comenzar la herramienta, los compradores deben revisar el espesor de pared, el diseño de nervios, la estructura de refuerzos, el ángulo de salida, el radio de esquina, los agujeros de montaje, las caras de sellado, las superficies cosméticas, las superficies de referencia y el margen de mecanizado.
Si el diseño no es adecuado para la fundición a presión, la pieza puede tener llenado incompleto, contracción, porosidad, deformación, rebabas, dificultades de mecanizado, problemas de acabado superficial o problemas de ensamblaje.
Una sólida revisión DFM ayuda a los compradores a ajustar el diseño antes de la fabricación del molde. El objetivo no es eliminar características personalizadas, sino hacer que esas características sean más fáciles de fundir, mecanizar, acabar e inspeccionar consistentemente.
Característica de Diseño | Por Qué Importa | Riesgo si se Ignora |
|---|---|---|
Espesor de pared | Afecta el llenado, enfriamiento, contracción y resistencia | Porosidad, deformación y áreas débiles |
Diseño de nervios | Mejora la rigidez sin hacer toda la pieza pesada | Malo flujo, contracción local o problemas de llenado |
Estructura de refuerzo | Soporta tornillos, insertos y puntos de montaje | Puntos calientes gruesos y contracción local |
Ángulo de salida | Ayuda a liberar la pieza del molde | Marcas de arrastre, adherencia y problemas de eyección |
Radio de esquina | Mejora el flujo de metal y reduce la concentración de tensión | Frío cerrado, grietas o esquinas débiles |
Agujeros de montaje | Afectan el ensamblaje y la estrategia de mecanizado CNC | Malo ajuste y mayor costo de mecanizado |
Caras de sellado | Necesitan planitud y control superficial | Riesgo de fugas y falla de inspección |
Superficies cosméticas | Afectan la planificación de compuertas, eyectores y línea de partición | Marcas visibles y rechazo de acabado |
Superficies de referencia | Controlan la referencia de mecanizado e inspección | Dimensiones inestables y variación de ensamblaje |
Margen de mecanizado | Deja material para post-mecanizado | Chatarra, retrabajo o tolerancia final deficiente |
Cómo la herramienta controla los resultados de la fundición a presión de aluminio
La herramienta es el núcleo de la fundición a presión de aluminio. El molde controla la estabilidad de llenado, la posición de la compuerta, el equilibrio del canal de alimentación, la ventilación, el enfriamiento, las marcas de los pasadores eyectores, la ubicación de la línea de partición, el margen de mecanizado, la protección de superficies cosméticas y la repetibilidad del lote.
Los compradores no deben comparar solo el precio de la herramienta. Un precio de herramienta más bajo puede crear un costo total más alto si el molde causa muestras de prueba deficientes, dimensiones inestables, alta tasa de chatarra, defectos superficiales, problemas de mecanizado CNC o mantenimiento repetido.
Para herramientas para fundición a presión de aluminio, los compradores deben revisar si el plan de herramientas puede soportar muestras de prueba, mecanizado CNC, acabado superficial y pedidos de producción a largo plazo.
Área de Herramienta | Cómo Controla el Resultado | Riesgo para el Comprador si es Débil |
|---|---|---|
Posición de la compuerta | Controla la dirección de entrada del aluminio y el comportamiento del flujo | Marcas de flujo, frío cerrado y llenado débil |
Equilibrio del canal de alimentación | Soporta flujo estable hacia la cavidad | Llenado desigual y variación de lotes |
Ventilación | Ayuda a escapar el gas atrapado durante la fundición | Porosidad y defectos internos |
Enfriamiento | Controla la solidificación, contracción y tiempo de ciclo | Deformación y dimensiones inestables |
Marcas de pasadores eyectores | Afectan la liberación de la pieza y la calidad de la superficie visible | Marcas en superficies cosméticas o funcionales |
Ubicación de la línea de partición | Afecta rebabas, bordes y superficies visibles | Acabado extra y disputas cosméticas |
Margen de mecanizado | Deja material para agujeros, caras y referencias | Stock insuficiente y retrabajo de mecanizado |
Protección de superficies cosméticas | Protege las caras visibles de problemas de compuerta, eyector y línea de partición | Rechazo de apariencia después del acabado |
Repetibilidad del lote | Soporta calidad estable en pedidos repetidos | Deriva de calidad y suministro inestable |
Cómo debe planificarse el mecanizado CNC después de la fundición a presión de aluminio
La fundición a presión de aluminio puede formar estructuras complejas, pero las áreas funcionales clave a menudo aún necesitan mecanizado CNC después de la fundición a presión de aluminio. Los compradores deben planificar el mecanizado antes de la herramienta, no después de que ya se hayan hecho las muestras.
Las áreas mecanizadas comunes incluyen agujeros roscados, agujeros de montaje, caras de sellado, agujeros de cojinete, superficies de localización, superficies de referencia, caras controladas por planitud y áreas de ensamblaje con tolerancia ajustada.
Los compradores deben separar las superficies tal como se fundieron, las superficies mecanizadas, las superficies cosméticas, las superficies funcionales, las áreas de recubrimiento y las superficies de referencia de ensamblaje antes de que comience la herramienta. Esto ayuda a reducir cambios en el alcance del mecanizado, cambios en la cotización, problemas de accesorios y disputas de ensamblaje.
Tipo de Superficie o Característica | Cómo Deben Definirlo los Compradores | Por Qué Importa |
|---|---|---|
Agujeros roscados | Confirmar tamaño, profundidad, posición y método de inspección de la rosca | Mejora la confiabilidad de sujeción |
Agujeros de montaje | Confirmar qué agujeros necesitan mecanizado CNC | Mejora el ajuste de ensamblaje |
Caras de sellado | Definir requisitos de planitud y acabado superficial | Reduce el riesgo de fugas |
Agujeros de cojinete | Confirmar diámetro, redondez y requisitos de tolerancia | Mejora el rendimiento de movimiento y ajuste |
Superficies de localización | Marcar claramente las áreas de posicionamiento en el dibujo | Mejora el ensamblaje repetible |
Superficies de referencia | Definir referencias para mecanizado e inspección | Mejora el control dimensional |
Caras controladas por planitud | Aplicar planitud solo donde la función lo requiera | Controla el costo de mecanizado e inspección |
Superficies tal como se fundieron | Mantener las áreas no funcionales tal como se fundieron cuando sea posible | Reduce el costo de mecanizado innecesario |
Superficies cosméticas | Proteger las caras visibles de defectos de mecanizado y herramienta | Mejora la apariencia final |
Áreas de recubrimiento | Confirmar cobertura, enmascaramiento y espesor del recubrimiento | Previene problemas de ajuste y apariencia |
Superficies de referencia de ensamblaje | Definir superficies de referencia de inspección y ensamblaje | Mejora el ajuste repetible y el control de calidad |
Cómo debe planificarse el acabado superficial para la fundición a presión de aluminio
El acabado superficial debe planificarse temprano para las piezas de fundición a presión de aluminio. Los procesos de acabado comunes incluyen desbarbado, pulido, pintura, recubrimiento en polvo, recubrimiento protector y recubrimiento transparente.
Los compradores deben confirmar las superficies visibles, las superficies no visibles, las superficies funcionales, el tipo de recubrimiento, el requisito de color, la rugosidad superficial, las áreas de enmascaramiento, el estándar de defectos aceptables y la protección del embalaje antes de iniciar la producción.
Para piezas de apariencia, el acabado superficial no puede esperar hasta la producción en masa. Las líneas de partición, las marcas de los pasadores eyectores, las áreas de eliminación de compuertas, la porosidad y las rebabas pueden afectar la apariencia final, la calidad del recubrimiento y la aceptación del comprador.
Ítem de Acabado Superficial | Qué Deben Confirmar los Compradores | Por Qué Importa |
|---|---|---|
Desbarbado | Bordes, agujeros, líneas de partición y áreas de manipulación | Mejora el ensamblaje y la manipulación segura |
Pulido | Superficies visibles y expectativas de suavidad | Mejora la apariencia y la sensación al tacto |
Pintura | Color, cobertura y defectos superficiales aceptables | Mejora la consistencia de la apariencia del producto |
Recubrimiento en polvo | Área de recubrimiento, espesor y entorno de trabajo | Mejora la durabilidad y la resistencia a la corrosión |
Recubrimiento protector | Nivel de protección y entorno de uso | Mejora la vida útil |
Recubrimiento transparente | Apariencia base y requisito de protección | Protege las superficies de aluminio visibles |
Superficies visibles | Caras críticas para la apariencia que necesitan acabado controlado | Reduce el rechazo cosmético |
Superficies no visibles | Áreas ocultas que pueden no necesitar acabado premium | Controla el costo de acabado innecesario |
Superficies funcionales | Áreas de contacto, sellado, montaje o ensamblaje | Previene que el acabado afecte la función |
Áreas de enmascaramiento | Roscas, caras de sellado, áreas de contacto y características de precisión | Previene problemas de ajuste después del recubrimiento |
Protección del embalaje | Protección contra rayones, abolladuras y daños en el recubrimiento | Mantiene la calidad terminada durante la entrega |
Cómo las muestras de prueba validan los proyectos de fundición a presión de aluminio
Las muestras de prueba deben validar si la fundición a presión de aluminio puede cumplir con los requisitos de producción personalizados. Los compradores no deben aprobar muestras solo por apariencia. Deben verificar dimensiones, ensamblaje, mecanizado, acabado superficial y evidencia de inspección.
Las verificaciones importantes de muestras incluyen dimensiones críticas, estabilidad del espesor de pared, ajuste de ensamblaje, características mecanizadas por CNC, agujeros roscados, caras de sellado, nivel de rebabas y rebordes, resultado del acabado superficial, calidad del recubrimiento o pintura, estándar de superficie cosmética y formato del informe de inspección.
Después de que se aprueban las muestras de prueba, la validación de lotes pequeños debe confirmar si las mismas dimensiones, apariencia, calidad de mecanizado y acabado superficial pueden repetirse antes de que comiencen los pedidos de producción completa.
Verificación de Muestra de Prueba | Qué Deben Validar los Compradores | Por Qué Importa |
|---|---|---|
Dimensiones críticas | Dimensiones que afectan el ajuste, la función y la inspección final | Confirma la precisión de la herramienta y el proceso |
Estabilidad del espesor de pared | Áreas delgadas, áreas gruesas, nervios y refuerzos | Confirma el diseño y la estabilidad de la fundición |
Ajuste de ensamblaje | Ajuste con componentes emparejados y condición de instalación final | Reduce el riesgo de ensamblaje en producción |
Características mecanizadas por CNC | Agujeros, caras, referencias y características de tolerancia ajustada | Confirma la calidad del mecanizado |
Agujeros roscados | Profundidad, paso, posición y limpieza de la rosca | Mejora la confiabilidad de sujeción |
Caras de sellado | Planitud, acabado superficial y defectos visibles | Reduce el riesgo de fugas |
Nivel de rebabas y rebordes | Bordes, agujeros, líneas de partición y áreas de manipulación | Mejora el ensamblaje y la manipulación segura |
Resultado del acabado superficial | Calidad de pulido, pintura, recubrimiento en polvo o recubrimiento protector | Confirma el estándar de apariencia |
Estándar de superficie cosmética | Marcas visibles, rayones, picaduras, poros y marcas de eyector | Crea una referencia clara de aprobación de apariencia |
Formato del informe de inspección | Datos dimensionales, verificaciones cosméticas y registros de inspección funcional | Crea evidencia clara de aprobación |
Cómo deben los compradores elegir un proveedor de fundición a presión de aluminio
Los compradores deben elegir un proveedor de fundición a presión de aluminio basándose en la capacidad total de producción, no solo en el precio de la fundición. Un proveedor adecuado debe soportar revisión DFM, fabricación de herramientas y matrices, muestras de prueba, mecanizado CNC, acabado superficial, inspección dimensional, consistencia de lotes, gestión de cambios de diseño y producción repetida.
Un proveedor sólido debe entender cómo el diseño de la pieza afecta la herramienta, cómo la herramienta afecta la calidad de la fundición, cómo la calidad de la fundición afecta el mecanizado CNC y cómo el acabado superficial depende de la superficie de fundición original.
Neway soporta proyectos de fundición a presión de aluminio que requieren fundición a presión de aluminio, herramientas para fundición a presión de aluminio, mecanizado CNC después de la fundición a presión, acabado superficial, muestras de prueba y producción repetida. Los compradores que comparan otras rutas de producción también pueden revisar fundición de metal personalizada, piezas de fundición a presión de zinc de precisión o piezas de fundición a presión de cobre personalizadas basándose en el tamaño de la pieza, la función, el requisito de superficie y el costo de producción.
Capacidad del Proveedor | Qué Deben Verificar los Compradores | Por Qué Importa |
|---|---|---|
Revisión DFM de fundición a presión de aluminio | ¿Puede el proveedor revisar el espesor de pared, nervios, refuerzos y ángulo de salida antes de la herramienta? | Reduce cambios de moldes y fallas de muestras |
Fabricación de herramientas y matrices | ¿Puede el proveedor soportar el diseño, corrección y mantenimiento de herramientas? | Mejora la repetibilidad de la producción |
Muestras de prueba | ¿Puede el proveedor validar dimensiones, mecanizado y acabado antes de la producción? | Confirma la preparación para la producción |
Soporte de mecanizado CNC | ¿Puede el proveedor mecanizar agujeros, roscas, caras y referencias después de la fundición? | Mejora el ajuste y la función final |
Gestión de acabado superficial | ¿Puede el proveedor gestionar pulido, pintura, recubrimiento y estándares de apariencia? | Reduce disputas cosméticas |
Inspección dimensional | ¿Puede el proveedor inspeccionar dimensiones críticas y áreas mecanizadas? | Reduce disputas de calidad de lotes |
Consistencia de lotes | ¿Puede el proveedor mantener una calidad estable en pedidos repetidos? | Mejora la estabilidad del suministro a largo plazo |
Gestión de cambios de diseño | ¿Puede el proveedor evaluar cómo los cambios de diseño afectan la herramienta y el costo? | Controla el riesgo de modificación |
Soporte de producción repetida | ¿Puede el proveedor soportar el mantenimiento de herramientas, seguimiento de calidad y entrega? | Soporta la cooperación a largo plazo |
Asesoría de reducción de costos | ¿Puede el proveedor optimizar el alcance del mecanizado, el acabado superficial y los detalles de diseño? | Controla el costo total de producción |
Preguntas Frecuentes (FAQ)
¿Qué Características de Diseño Crean Riesgo en la Fundición a Presión de Aluminio?
¿Cómo Deben Planificarse Juntas la Herramienta y el Mecanizado para Piezas de Fundición a Presión?
¿Cómo Pueden los Compradores Validar la Calidad Superficial y de Ensamblaje Antes de la Producción?
¿Cómo Pueden los Proveedores Mejorar la Estabilidad de Lotes en la Fundición a Presión de Aluminio?
