Quelles caractéristiques rendent une pièce moulée sous pression critique en termes de précision ?
Quelles caractéristiques rendent une pièce moulée sous pression critique en termes de précision ?
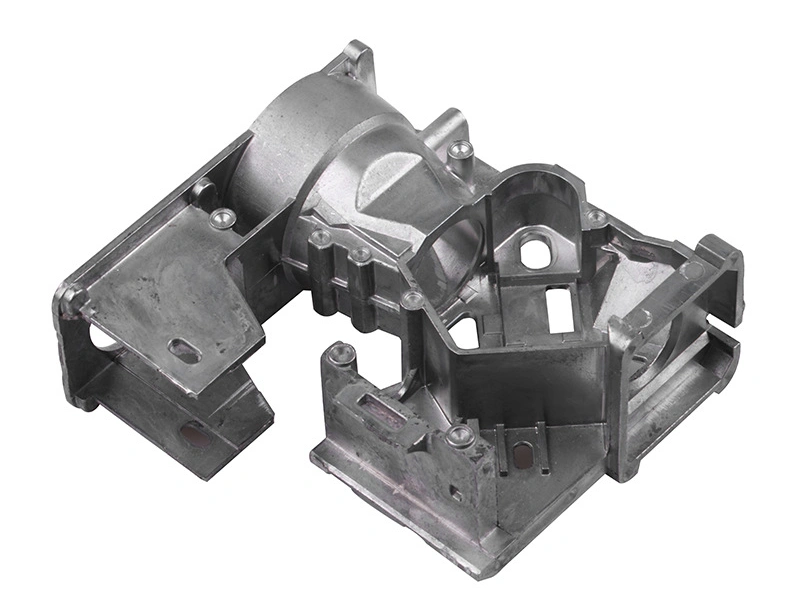
Une pièce moulée sous pression devient critique en termes de précision lorsque certaines caractéristiques affectent l'assemblage, l'étanchéité, le mouvement, la fixation, l'alignement, l'apparence ou les performances du produit final. Ces caractéristiques peuvent inclure des trous filetés, des trous de positionnement, des faces d'étanchéité, des sièges de roulement, des surfaces de référence, des surfaces d'accouplement et des faces cosmétiques. Les acheteurs doivent identifier ces zones avant l'outillage afin que le fournisseur puisse planifier correctement la coulée, l'usinage CNC, l'usinage secondaire et l'inspection.
1. Pourquoi chaque dimension n'est-elle pas critique en termes de précision ?
Les pièces moulées sous pression de précision ne nécessitent pas que chaque dimension soit contrôlée avec la même tolérance serrée. Certaines formes externes, surfaces non fonctionnelles et zones cachées peuvent être acceptables telles que coulées. Les zones fonctionnelles qui affectent l'assemblage, l'étanchéité, l'alignement ou le mouvement nécessitent généralement un contrôle plus strict.
Si les acheteurs définissent chaque dimension avec une tolérance serrée, le devis peut devenir inutilement coûteux. Si les acheteurs ne marquent pas les dimensions critiques, le fournisseur peut traiter les zones fonctionnelles comme des surfaces de coulée ordinaires. La meilleure méthode consiste à séparer les dimensions critiques des dimensions générales avant l'outillage.
Caractéristique critique en termes de précision | Fonction affectée | Méthode de contrôle |
|---|---|---|
Trou fileté | Fixation | Taraudage et vérification par calibre. |
Trou de positionnement | Position d'assemblage | Usinage CNC et inspection par MMT. |
Face d'étanchéité | Contact et prévention des fuites | Usinage secondaire et contrôle de la planéité. |
Siège de roulement | Rotation ou support | Usinage de précision et mesure de l'alésage. |
Surface de référence | Mesure et assemblage | Usinage contrôlé et inspection. |
Face cosmétique | Qualité visuelle | Contrôle de l'outillage et de la finition. |
2. Quelles zones peuvent rester telles que coulées ?
Les formes externes générales, les surfaces cachées, les zones sans contact et les nervures non fonctionnelles peuvent rester telles que coulées lorsqu'elles n'affectent pas l'ajustement, l'étanchéité, l'alignement, le mouvement ou l'apparence. Ces zones peuvent souvent suivre la tolérance de coulée générale, aidant ainsi les acheteurs à maîtriser les coûts sans réduire les performances.
En revanche, les caractéristiques qui se connectent à d'autres pièces, reçoivent des fixations, contrôlent la mesure ou affectent l'étanchéité nécessitent souvent un contrôle de processus plus strict. Neway peut examiner les pièces moulées sous pression de précision avant l'outillage pour séparer les zones fonctionnelles des zones de coulée générales.
3. Quand l'usinage CNC et l'usinage secondaire sont-ils nécessaires ?
Si la caractéristique nécessite une précision plus élevée que celle que peut fournir la coulée sous pression telle que coulée, les acheteurs doivent planifier l'usinage CNC pour les pièces moulées sous pression de précision ou l'usinage secondaire pour la précision des pièces moulées sous pression. Les exemples courants incluent les trous filetés, les trous de positionnement, les sièges de roulement, les surfaces d'étanchéité et les faces de référence.
Neway peut également prendre en charge l'usinage secondaire CNC pour l'ajustement d'assemblage et la fiabilité fonctionnelle lorsque les caractéristiques critiques en termes de précision doivent fonctionner dans un assemblage de produit final.
Risque pour l'acheteur | Résultat possible | Meilleur contrôle |
|---|---|---|
Les dimensions critiques ne sont pas marquées. | Le fournisseur peut traiter les zones fonctionnelles comme des surfaces de coulée ordinaires. | Marquer les dimensions critiques, les surfaces de référence et les points d'inspection sur les dessins. |
Toutes les dimensions sont définies avec une tolérance serrée. | Le devis et le coût d'usinage peuvent augmenter inutilement. | Séparer les tolérances fonctionnelles des tolérances de coulée générales. |
Les trous critiques manquent de marge d'usinage. | Les trous d'assemblage peuvent ne pas répondre aux exigences d'ajustement ou de position. | Planifier l'usinage CNC et l'usinage secondaire avant l'outillage. |
L'inspection vérifie uniquement l'apparence. | Les dimensions fonctionnelles peuvent échouer lors de l'assemblage. | Utiliser l'inspection dimensionnelle autour des caractéristiques critiques en termes de précision. |
4. Comment Neway aide-t-il à définir les caractéristiques critiques en termes de précision ?
Neway peut fournir un support technique pour la coulée sous pression de précision afin d'examiner les dessins, de définir les dimensions critiques, de planifier l'usinage secondaire CNC et de définir les points d'inspection avant l'outillage. Pour la vérification dimensionnelle, l'inspection par MMT pour les pièces moulées de précision peut aider à confirmer si les caractéristiques fonctionnelles répondent aux exigences du dessin.
Résumé
Question de l'acheteur | Décision recommandée |
|---|---|
Qu'est-ce qui rend une pièce moulée sous pression critique en termes de précision ? | Les caractéristiques qui affectent l'assemblage, l'étanchéité, le mouvement, la fixation, l'alignement, l'apparence ou les performances. |
Chaque dimension doit-elle avoir une tolérance serrée ? | Non. Seules les zones fonctionnelles et critiques en termes de précision doivent recevoir un contrôle plus strict. |
Quelles caractéristiques nécessitent souvent un usinage CNC ou secondaire ? | Trous filetés, trous de positionnement, faces d'étanchéité, sièges de roulement et surfaces de référence. |
Quand Neway doit-il examiner ces caractéristiques ? | Avant l'outillage, afin que la CFA, l'usinage et l'inspection puissent être planifiés conjointement. |
